一种具有自动换面功能的喷涂设备的制作方法
本发明涉及喷涂,具体为一种具有自动换面功能的喷涂设备。
背景技术:
1、喷涂是指通过喷枪或碟式雾化器,借助于压力或离心力,而将待喷涂或待喷雾液体分散成均匀而微细的雾滴,从而均匀施涂于被涂物表面的涂装方法,为了保证管状工件表面的耐腐蚀性能,一般需要对管状工件表面进行材料的喷涂,喷涂作业的生产效率很高;
2、目前,专利号:cn112024171b,公开了一种管道喷涂装置,包括托辊、车体、喷涂管、调节部,托辊连接有驱动件,驱动件用于驱动托辊转动,托辊用于支撑管道并驱动管道转动,管道两端设有支撑件,支撑件的直径大于管道直径,托辊与支撑件接触;车体可沿管道的轴线方向移动,车体上设有立柱,立柱上设有弧形的固定座;喷涂管为弧形,且高度可调,喷涂管与车体相连,喷涂管上设有喷涂孔;喷涂管通过调节部与固定座相连,调节部用于调节喷涂管的高度;
3、以及专利号:cn114042568a,公开了管道油漆喷涂机,包括喷嘴,还包括第一筒体和第二筒体,两个第二筒体分别位于第一筒体的两端并与第一筒体连通,第一筒体内为喷涂腔室,第二筒体内为余料收集腔室;第一筒体的内壁上设有喷嘴,喷嘴与供料管连通;
4、上述专利公开的对管道进行喷涂的过程中存在一些不足,具体不足之处在于:
5、1、在喷涂的过程中,人工手动对管状工件进行换面,耗费了人力;
6、2、在喷涂完成进行干燥固化的过程中,管状工件表面的喷涂液可能出现流挂现象,降低了喷涂质量。
技术实现思路
1、本发明的目的在于提供一种具有自动换面功能的喷涂设备,以解决上述背景技术中提出的问题。
2、为了解决上述技术问题,本发明提供如下技术方案:
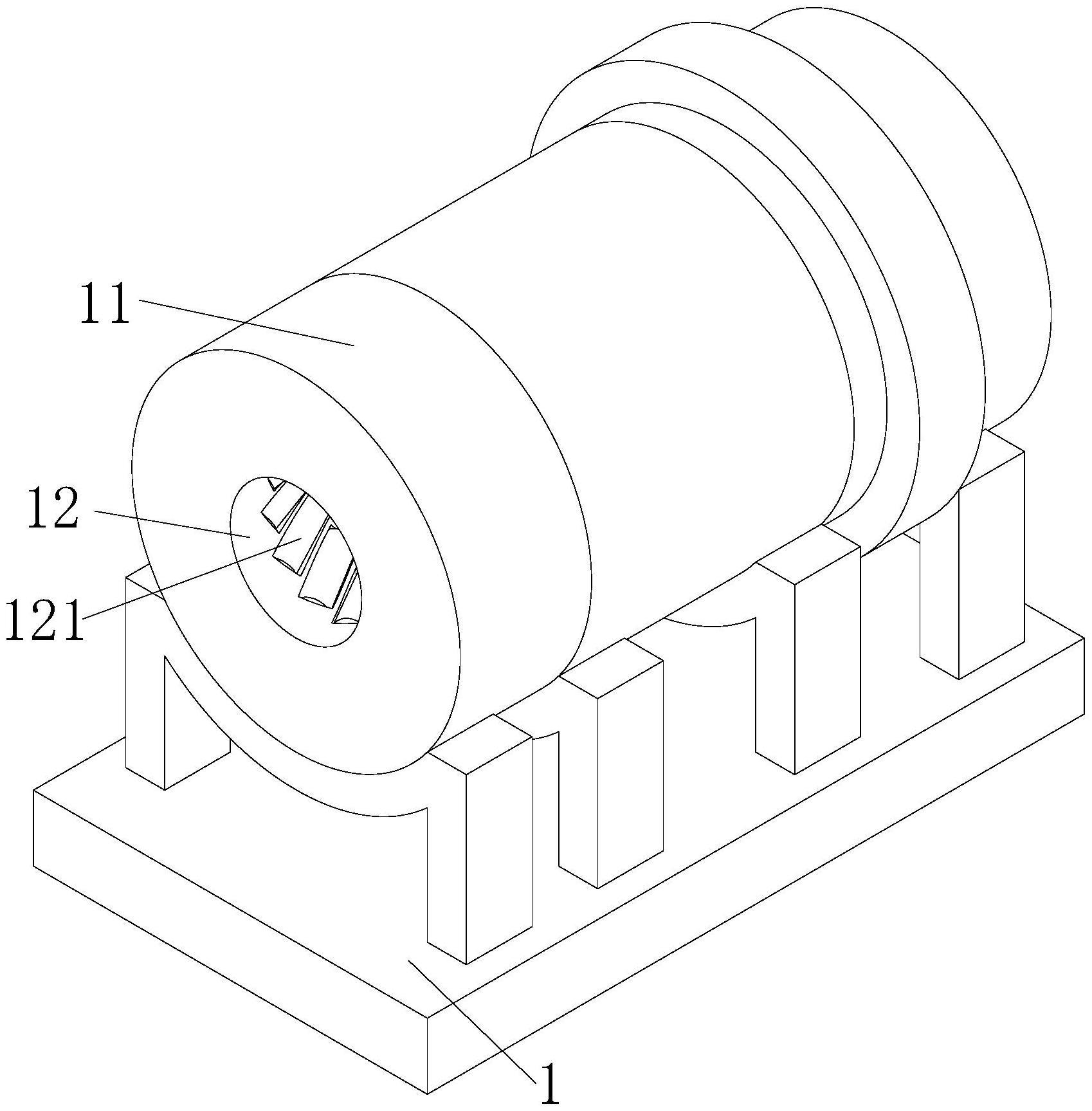
3、一种具有自动换面功能的喷涂设备,包括:基座,所述基座上设置有喷涂管,所述喷涂管通过支架与基座连接,所述喷涂管的两端分别设置有进料口和出料口,所述喷涂管内靠近进料口的一侧设置有打磨装置,所述喷涂管内靠近出料口的一侧设置有喷涂装置,所述进料口的内壁上设置有若干个转动辊,若干个所述转动辊沿着进料口的轴线环绕布置,所述转动辊斜向布置,所述转动辊由微型电机驱动,所述打磨装置包括打磨腔,所述打磨腔设置在喷涂管内,所述喷涂装置包括:喷涂腔,所述喷涂腔设置在喷涂管内;
4、工作人员将工件送入喷涂管中,工件通过进料口进入喷涂管中,工件进入后,控制器控制进料口内的微型电机启动,微型电机中的驱动轴带动转动辊转动,由于转动辊呈斜向布置,转动辊转动时与工件的表面接触,转动辊转动的过程中,转动辊带动工件产生自转,从而实现工件的自动换面,随后工件向靠近出料口的一侧移动,工件旋转着向靠近打磨腔的一侧移动,当工件进入打磨腔后,控制器控制打磨装置启动,打磨装置随即对工件表面进行打磨,打磨装置将工件的外壁打磨平整,从而提高了工件表面喷涂的附着力,进而提高了工件表面喷涂的质量;当工件打磨完成后,工件向靠近喷涂腔的一侧移动,当工件进入喷涂腔后,控制器控制喷涂装置启动,喷涂装置随即对工件的表面进行喷涂,工件自转的过程中被喷涂,提高了喷涂的效率,进而提高了喷涂的质量,待喷涂完成后,工件从出料口中输出。
5、优选的,所述打磨腔内设置有两个锥形管,两个所述锥形管对称设置在打磨腔的两端,其中一个锥形管靠近进料口,另一个所述锥形管靠近喷涂腔,所述打磨腔中心位置设置有若干个打磨板,若干个所述打磨板沿着打磨腔的轴线环绕布置。
6、优选的,所述喷涂管靠近打磨腔的一侧设置有输气腔,所述基座上设置有气泵,所述输气腔提高管道连通气泵,所述气泵通过管道连接外接气源,靠近进料口的一侧锥形管内设置有若干个出气管,若干个所述出气管沿着锥形管的轴线环绕布置,所述出气管一端连通输气腔,所述出气管的另一端连通打磨腔,所述打磨板中的打磨杆穿过打磨腔,所述打磨板中的打磨杆伸入至输气腔中,所述打磨板中的打磨杆为柔性杆。
7、优选的,靠近所述喷涂腔一侧的锥形管内开设有集尘腔,所述集尘腔连通打磨腔,所述基座上设置有收集箱,所述集尘腔通过管道连通收集箱,靠近所述喷涂腔一侧的锥形管内壁上设置有若干的输送辊,若干个所述输送辊沿锥形管的轴线环绕布置,所述输送辊由微型电机驱动。
8、优选的,靠近所述喷涂腔一侧的锥形管的外环上设置有转动环,所述转动环与锥形管转动连接,所述转动环靠近打磨板的一侧设置有若干个拨板,若干个所述拨板沿锥形管的轴线环绕布置,所述拨板与转动环连接,所述转动环远离输气腔的一侧设置有电磁线圈;
9、工件通过进料口进入喷涂管后,工件向靠近打磨腔的一侧移动,工件移动的过程中,先与靠近进料口一侧的锥形管内壁接触,随后工件移动至打磨板的底部,控制器控制基座中的气泵启动,气泵随即将外界空气抽取,通过管道输送至输气腔中,随后气体由靠近出料口的一侧向进料口吹去,气体输送的过程中,气体流经喷管,气体经过喷管后会产生乱流现象,乱流继续向靠近打磨板中打磨杆的一侧流动,当乱流冲击打磨杆时,由于打磨杆为柔性杆,打磨杆在乱流的作用下产生摆动,而摆动通过打磨杆传递至打磨板上,打磨板随即也发生摆动,打磨板摆动的过程中与工件表面接触,使得工件表面的毛刺被打磨平整,进而增加了喷涂液的附着力,从而提高了工件表面喷涂的质量,气体流经打磨杆后,继续向靠近出气管的一侧流动,气体通过出气管流向打磨腔中,气体从出气管向外喷出,喷出的气体流经打磨板和工件的表面,气体随即将打磨板及工件表面的碎屑清理,避免碎屑粘附在工件的表面,从而影响了后续的喷涂效果;
10、碎屑清理的过程中,控制器控制靠近喷涂腔一侧的锥形管内部的电磁线圈通电,电磁线圈通电后产生磁力,碎屑顺着气体向靠近集尘腔的一侧移动,由于锥形管外壁呈圆弧状,气体带动碎屑沿锥形管外壁移动,由于电磁线圈产生磁力,碎屑会被吸附在靠近喷涂腔一侧的锥形管的外壁上,转动环此时在磁力的影响下发生转动,转动环转动的过程中,转动环带动拨板转动,拨板转动的过程中,拨板将吸附在锥形管外壁的碎屑拨动,使得碎屑向靠近集尘腔的一侧移动,使得碎屑最终落入集尘腔中,最终碎屑从集尘腔通过管道输送至收集箱中;
11、由于工件打磨完成后继续向喷涂腔移动,工件移动时经过靠近喷涂腔一侧的锥形管,由于电磁线圈产生磁力,电磁线圈产生了大量的热量,热量通过锥形管传递至工件的表面,使得工件表面的温度上升,提高了后续喷涂的质量。
12、优选的,所述喷涂腔的内部设置有若干个喷嘴,若干个喷嘴沿喷涂腔的轴线环绕布置,所述喷嘴靠近喷涂管的一侧设置有喷管,所述喷管连通喷嘴,所述喷涂管的外壁上设置有喷涂环,所述喷涂环为中空结构,所述喷涂环内填充有喷涂液,所述喷涂环内设置有泵机,所述喷管穿过输气腔连通喷涂环。
13、优选的,每个所述喷嘴的喷涂覆盖区域为30°。
14、优选的,所述进料口及锥形管的直径小于喷涂腔及出料口的直径;
15、当打磨完成的工件进入喷涂腔后,控制器控制喷涂环中的泵机启动,泵机将喷涂环中的喷涂液输送,喷涂液随即向喷管中输送,喷涂液通过喷管进入喷嘴中,由于喷嘴的喷涂覆盖区域为30°,且工件产生自转,喷涂液更快地喷涂在工件的表面,由于有工件在向喷涂腔移动的过程中,工件受到电磁线圈产生热量的影响,工件表面的温度上升,当喷涂液喷涂在工件的表面后,喷涂液受到热量的影响,喷涂液中的水分子被蒸发,使得喷涂液在工件的表面快速固化成型,提高了喷涂液固成型的效率,避免喷涂液出现流挂的现象,进而提高了工件表面喷涂的质量,由于进料口及锥形管的直径小于喷涂腔及出料口的直径,喷涂完成的工件在向出料口输送的过程中,避免了喷涂液与喷涂管内壁接触,进而避免了喷涂液与喷涂管内接触后,导致工件表面的喷涂液出现刮损现象,进一步提高了工件表面喷涂的效率。
16、与现有技术相比,本发明所达到的有益效果是:
17、1、气体输送的过程中,气体流经喷管,气体经过喷管后会产生乱流现象,乱流继续向靠近打磨板中打磨杆的一侧流动,当乱流冲击打磨杆时,由于打磨杆为柔性杆,打磨杆在乱流的作用下产生摆动,而摆动通过打磨杆传递至打磨板上,打磨板随即也发生摆动,打磨板摆动的过程中与工件表面接触,使得工件表面的毛刺被打磨平整,进而增加了喷涂液的附着力,从而提高了工件表面喷涂的质量。
18、2、由于有工件在向喷涂腔移动的过程中,工件受到电磁线圈产生热量的影响,工件表面的温度上升,当喷涂液喷涂在工件的表面后,喷涂液受到热量的影响,喷涂液中的水分子被蒸发,使得喷涂液在工件的表面快速固化成型,提高了喷涂液固成型的效率,避免喷涂液出现流挂的现象,进而提高了工件表面喷涂的质量,由于进料口及锥形管的直径小于喷涂腔及出料口的直径,喷涂完成的工件在向出料口输送的过程中,避免了喷涂液与喷涂管内壁接触,进而避免了喷涂液与喷涂管内接触后,导致工件表面的喷涂液出现刮损现象,进一步提高了工件表面喷涂的效率。
- 还没有人留言评论。精彩留言会获得点赞!