一种分区控制喷粉量的弯管粉末内喷涂调匀装置及应用方法与流程
本发明涉及弯管内喷涂的,尤其是一种分区控制喷粉量的弯管粉末内喷涂调匀装置及应用方法。
背景技术:
1、弯管是输送管线的重要部件。弯管一般为钢质,弯管喷涂可以有效解决输送介质对管体的腐蚀问题,弯管内喷涂包括酚醛底漆喷涂和熔结环氧粉末喷涂。常见的大口径弯管管件由直管段和弯管段构成,即弯管管件两端部分是直管段,中间部分为弯管段。
2、为了实现弯管内喷涂机械化施工,技术人员设计了“蛇骨节+垂直支撑杆+水平限制杆”装置,垂直支撑杆、水平限制杆的端部安装有滚轮。该装置可保证喷涂装置在弯管内自由通过和居中,使弯管内喷涂效率显著提升。
3、上述“蛇骨节+垂直支撑杆+水平限制杆”装置存在的问题是:由于喷头居于管心线位置,所以喷头端面圆的垂直平分线与所对应弯管的横截面圆的垂直平分线重合,喷涂装置匀速工作时(喷头匀速旋转、装置匀速行走),所经过弯管段内外侧的受粉量是相同的;单位时间所通过的圆心角和弧长相同,而相同圆心角所对应的弯管外侧内表面面积和弯管内侧内表面的面积不同,而喷头在匀速旋转中向弯管内外侧内表面所喷出的粉量相同,这样,造成了弯管内喷涂过程中,虽然喷涂装置匀速行走,喷头匀速旋转,但弯管内、外侧内壁得到的涂层厚度却有差异,该差异随着弯管直径的增大,越加明显。内外侧涂层厚度差异在质量方面导致的问题是:弯管内侧内壁涂层厚度适中时,外侧内壁涂层厚度不够;弯管外侧内壁涂层厚度适中时,内侧内壁涂层厚度超标。涂层厚度不够则不合格,厚度超标往往产生掉粉、熔结不完全等问题。
技术实现思路
1、本发明的目的在于提供一种分区控制喷粉量的弯管粉末内喷涂调匀装置及应用方法,主要解决上述现有技术存在如何消除弯管管件内喷涂过程中的内外侧涂层厚度偏差导致涂层厚度不合格的问题。
2、为了实现上述目的,本发明所采用的技术方案是:一种分区控制喷粉量的弯管粉末内喷涂调匀装置,其特征在于:该分区控制喷粉量的弯管粉末内喷涂调匀装置包括行走机构、旋摆喷粉机构,其中旋摆喷粉机构包括多个喷粉枪和旋摆伺服电机,多个喷粉枪均匀地设置在行走机构的机头位置横截面上,多个喷粉枪按照所对应的弯管内外侧位置、管内高度,分成不同的喷粉枪组,不同的喷粉枪组对应不同的管内区域,不同区域的喷粉枪组执行不同的喷粉量,旋摆伺服电机带动机头旋摆。
3、进一步,行走机构还包括行走伺服电机和行走小车,行走小车由行走伺服电机控制,带动机头移动;
4、该分区控制喷粉量的弯管粉末内喷涂调匀装置还包括供粉机构和控制机构,供粉机构包括输粉管路、数字比例阀和粉源,每支喷粉枪配置独立的输粉管路连通粉源,每条输粉管路上设置数字比例阀;
5、控制机构控制旋摆伺服电机、行走伺服电机以及数字比例阀的运行。
6、进一步,控制机构包括plc,plc控制旋摆伺服电机、行走伺服电机的运行;plc控制数字比例阀的开度,进而控制每支喷粉枪单位时间喷粉量。
7、一种分区控制喷粉量的弯管粉末内喷涂调匀装置的应用方法,其特征在于:利用上述一种分区控制喷粉量的弯管粉末内喷涂调匀装置,在弯管管件内喷涂过程中,通过不同分区所对应喷粉枪组喷粉量的差异设置,实现弯管管件直管段、弯管段的均匀内喷涂;和/或在弯管管件内喷涂过程中,通过不同分区所对应喷粉枪组喷粉量的差异设置,实现弯管段内的内侧和外侧的均匀喷涂。
8、进一步,喷粉机构的喷粉枪组的运动形式为旋摆运动,实现不同分区所对应喷粉枪组实施不同的喷粉量。
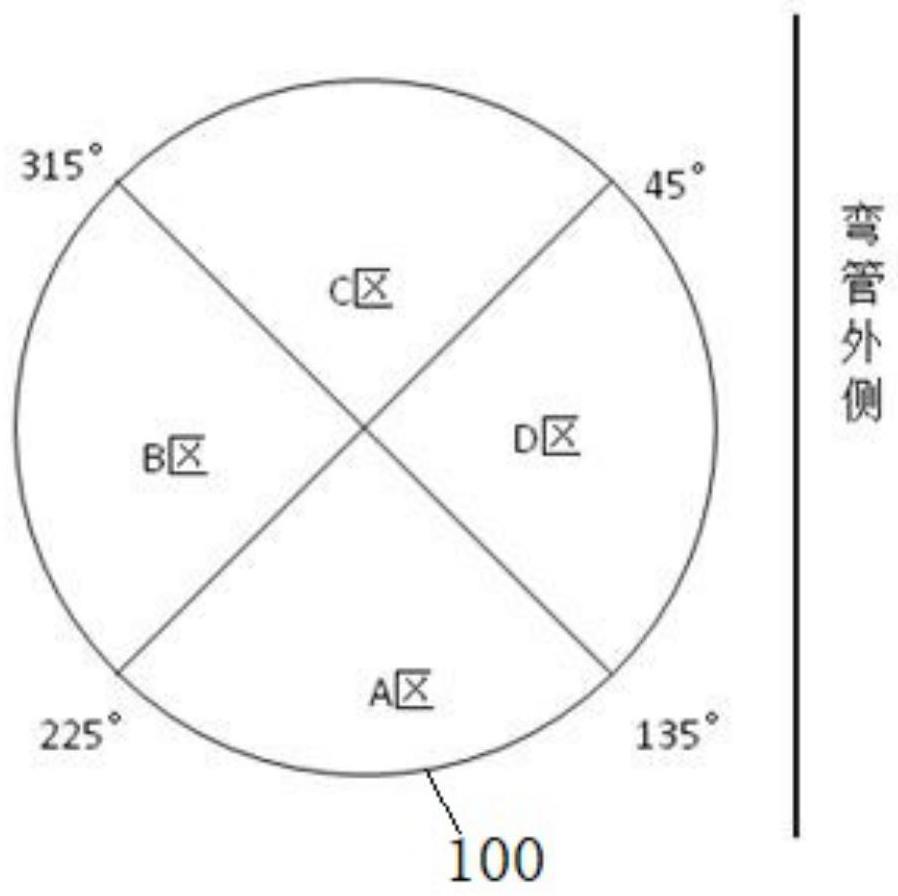
9、进一步,将弯管管件的横截面分为四部分:a区、b区、c区和d区,以弯管管件圆形横截面的垂径上部为0度线,a区所对应的扇形面为按照顺时针方向135°~225°,a区对应的是弯管管件内的下表面,b区对应的扇形面为按照顺时针方向225°~315°,b区对应的是弯管管件内的内侧,c区所对应的扇形面为按照顺时针方向315°~45°,c区对应的是弯管管件内的上表面,d区所对应的扇形面为按照顺时针方向45°~135°,d区对应的是弯管管件内的外侧;
10、按照a区、b区、c区、d区划分,多个喷粉枪分为a区喷粉枪组、b区喷粉枪组、c区喷粉枪组和d区喷粉枪组;
11、对弯管管件的直管段喷涂时,a区喷粉枪组的喷粉量<b、d区喷粉枪组喷粉量<c区喷粉枪组喷粉量;
12、对弯管管件的弯管段喷涂时,a区喷粉枪组的喷粉量≤b区喷粉枪组喷粉量<c区喷粉枪组喷粉量<d区喷粉枪组喷粉量。
13、进一步,行走机构的机头位置横截面上均匀地设置4n个喷粉枪,每个喷粉枪通过输粉管路连接数字比例阀,第1个至第n个数字比例阀对应a区喷粉枪组第1个至第n个喷粉枪,第n+1个至第2n个数字比例阀对应b区喷粉枪组第n+1个至第2n个喷粉枪,第2n+1个至第3n个数字比例阀对应c区喷粉枪组第2n+1个至第3n个喷粉枪,第3n+1个至第4n个数字比例阀对应d区喷粉枪组第3n+1个至第4n个喷粉枪;
14、plc包括主控制器plc0和plc1、plc2、plc3、plc4,主控制器plc0控制行走伺服电机、旋摆伺服电机、plc1、plc2、plc3和plc4的运行;
15、plc1控制第1个至第n个数字比例阀的开度;
16、plc2控制第n+1个至第2n个数字比例阀的开度;
17、plc3控制第2n+1个至第3n个数字比例阀的开度;
18、plc4控制第3n+1个至第4n个数字比例阀的开度;
19、进一步,a区喷粉枪组、b区喷粉枪组、c区喷粉枪组和d区喷粉枪组的旋摆幅度不大于±45°。
20、进一步,一种分区控制喷粉量的弯管粉末内喷涂调匀装置的应用方法,具体步骤如下:
21、s1、根据弯管管件的直径、直管段长度、弯管段长度,设定行走伺服电机的运行参数;
22、s2、根据弯管管件的直径、涂层厚度要求及喷粉枪的规格、粉枪组合情况,设定a、b、c、d区喷粉枪组的粉量参数;
23、s3、待涂装的弯管管件就位,行走机构行进到弯管管件最远端,由控制机构控制供粉机构开始工作,喷粉伺服电机工作,喷粉枪组开始旋摆,行走伺服电机工作,行走小车带动喷粉机构从弯管远端向弯管近端匀速行走,同时执行喷粉涂装过程;
24、s4、弯管内喷涂完成,装置停止工作,等待下一次作业。
25、进一步,在步骤s1中,直管段1的长度l1、直管段1的作业行走时间t1,弯管段的长度l2、弯管段的行走时间t2,直管段2的长度l3、直管段2的作业行走时间t3;
26、在步骤s2中,先设定直管段的粉量参数及对应的数字比例阀开度,即直管段a区喷粉枪组的粉量出粉速度值v1a及对应的数字比例阀开度值w1a,b区喷粉枪组的粉量出粉速度值v1b及对应的数字比例阀开度值w1b,c区喷粉枪组的粉量出粉速度值v1c及对应的数字比例阀开度值w1c,d区喷粉枪组的粉量出粉速度值v1d及对应的数字比例阀开度值w1d,v1b=v1d,w1b=w1d,v1a<v1b=v1d<v1c,w1a<w1b=w1d<w1c,再设定弯管段的粉量参数及对应的数字比例阀开度值,即弯管段a区喷粉枪组的粉量出粉速度值v2a及对应的数字比例阀开度值w2a、b区喷粉枪组的粉量出粉速度值v2b及对应的数字比例阀开度值w2b、c区喷粉枪组的粉量出粉速度值v2c及对应的数字比例阀开度值w2c、d区喷粉枪组的粉量出粉速度值v2d及对应的数字比例阀开度值w2d,v2a≤v2b<v2c<v2d,w2a≤w2b<w2c<w2d,最后设定四个喷粉枪组旋摆参数;
27、在步骤s3中,行走机构从弯管管件近端进入弯管,行进到弯管管件最远端,定位后,行走伺服电机向主控制器plc0发送就位信号,主控制器plc0收到信号后,将喷粉枪组旋摆参数发送到喷粉伺服电机,同时分别通过plc1、plc2、plc3、plc4将a、b、c、d区喷粉枪组直管段的粉量出粉速度值和数字比例阀开度值发送到相应数字比例阀,即f1~f4n,喷粉枪组开始按照设定旋摆参数旋摆,各个数字比例阀按设定参数打开,w1b=w1d,w1a<w1b=w1d<w1c,供粉管路向喷粉枪组供粉,确保v1a<v1b=v1d<v1c,执行直管段喷粉作业,同时行走伺服电机带动喷粉机构从弯管远端向弯管近端匀速行走;经过时间t1后,喷粉机构行走到直管段1与弯管段的连接处,主控制器plc0分别通过plc1、plc2、plc3、plc4将弯管段a、b、c、d区喷粉枪组弯管段的粉量出粉速度值和数字比例阀开度值发送到相应数字比例阀,即f1~f4n,执行预设的弯管段喷粉工艺,此时w2a≤w2b<w2c<w2d,v2a≤v2b<v2c<v2d;再经过时间t2后,喷粉机构行走到弯管段与直管段2的连接处,主控制器plc0分别通过plc1、plc2、plc3、plc4将直管段a、b、c、d区喷粉枪组直管段的粉量出粉速度值和数字比例阀开度值发送到相应数字比例阀,执行直管段2喷粉作业,此时w1a<w1b=w1d<w1c,v1a<v1b=v1d<v1c;最后经过时间t3后,喷粉机构行走完所有直管弯管段,到达弯管管件的近端面位置,主控制器plc0向行走伺服电机发出停止指令,同时向喷粉伺服电机发出停止指令,分别通过plc1、plc2、plc3、plc4向各数字比例阀发出关闭指令。
28、鉴于上述技术特征,本发明具有如下优点:
29、本发明的一种分区控制喷粉量的弯管粉末内喷涂调匀装置及应用方法,通过将弯管管件内区域进行划区,按照所对应的弯管内外侧位置、管内高度,分成不同的喷粉枪组,不同的喷粉枪组对应不同的管内区域,不同区域的喷粉枪组执行不同的喷粉量,使得弯管管件内喷涂粉层厚更均匀,能够有效地改善了弯管管件喷涂涂层厚度的均匀性,解决弯管管件内喷涂过程中的内外侧涂层厚度偏差导致涂层厚度不合格的问题。也能使得弯管管件内喷涂粉层厚更适中,避免涂层厚度不够的问题或涂层厚度超标往往产生掉粉、熔结不完全等问题。
- 还没有人留言评论。精彩留言会获得点赞!