一种电解铜箔防氧化处理装置及防氧化工艺的制作方法
本发明涉及铜箔加工,尤其涉及一种电解铜箔防氧化处理装置及防氧化工艺。
背景技术:
1、铜箔是锂电池及印刷电路板中关键性的导电材料。根据生产方式,铜箔可以分为电解铜箔和压延铜箔,其中电解铜箔以其简易的生产流程、低廉的生产成本在实际生产中更为常用。电解铜箔的生产过程大致包括溶铜造液、过滤、泵入生箔机阴极辊和阳极板之间进行电解、铜离子在电场的作用沉积在阴极辊表面、剥离收卷、防氧化处理、收卷分切包装等步骤。
2、例如申请号为2021110203040的发明创造公开了一种电解铜箔防氧化处理装置及防氧化工艺,涉及铜箔防氧化处理技术领域,包括支撑板、防氧化槽、浸入机构、导向机构、卷收机构和干燥机构,所述支撑板的下表面固定连接有多个均匀分布的支撑柱,所述支撑板上开设有通腔,通腔内固定连接有相匹配的防氧化槽,所述支撑板上连接有用于将铜箔浸没到防氧化槽内的浸入机构。具有不需要将防氧化槽中的防氧化液放出再进行铜箔的安装,使铜箔的安装方便快捷的优点,但是,铜箔根据使用需求具有多种厚度的规格,而且属于柔性金属,在没有张紧力的加持下,铜箔在非直线移动的条件下,容易产生折痕或褶皱,铜箔质量难以保证,另外,随着防氧化槽中防氧化液的消耗,工作人员需要定时补充防氧化液,定时添加费时费力,工作人员劳动强度大,因此,有必要提出一种具有张紧效果的铜箔防氧化处理装置。
技术实现思路
1、本发明为了克服现有技术中不能在铜箔移动时提供张紧力和无法自动添加防氧化液的缺点,本发明要解决的技术问题是一种电解铜箔防氧化处理装置及防氧化工艺。
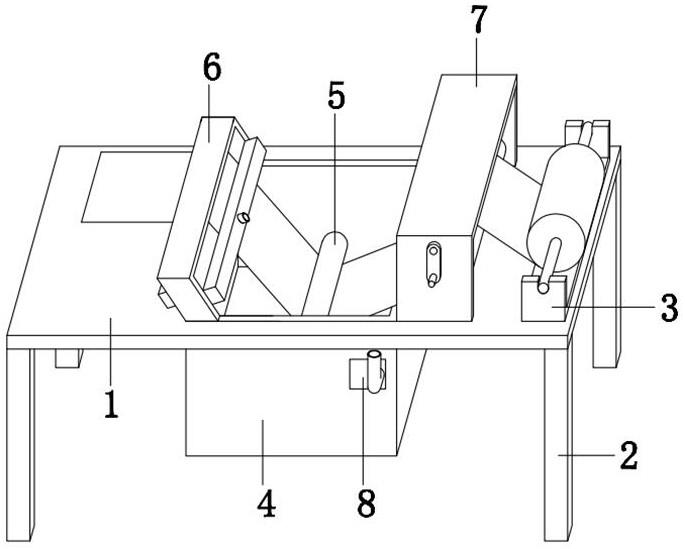
2、为实现上述目的,本发明提供如下技术方案:一种电解铜箔防氧化处理装置,包括工作台、四个支撑腿、托架和防氧化槽,四个支撑腿分别固定连接在工作台底部四角,所述托架安装在工作台的上表面右端,所述防氧化槽安装在工作台的上表面中部,铜箔浸泡在防氧化槽内进行表面处理,提升铜箔抗氧化能力,还包括第一导辊、风干机构、张紧机构和自动添加机构,第一导辊能够绕自身轴线旋转的安装在所述防氧化槽的内腔底端中部,对铜箔传导,让铜箔充分与防氧化槽中防氧化液接触;风干机构和张紧机构分别安装在所述防氧化槽的顶部左右两端;自动添加机构安装在所述防氧化槽的前端。
3、目的在于吹落铜箔表面的防氧化液,使多余的防氧化液重新回到防氧化槽,防止防氧化液浪费,所述风干机构包括第一支架、第二导辊和风刀,第一支架安装在所述防氧化槽的顶部左端;第二导辊能够绕自身轴线旋转的安装在所述第一支架的内腔顶端,通过第二导辊旋转对铜箔传导;风刀数量为两个,分别安装在所述第一支架左右两侧,风刀通过气管外接鼓风机,为风刀提供气流。
4、优选的,目的在于调整第二张紧辊与第一张紧辊之间压力,实现不同厚度铜箔移动时的张紧,所述张紧机构包括第二支架、第一张紧辊、螺杆、摇柄、制动螺母、移动块、加压组件、基座和第二张紧辊,第二支架安装在所述防氧化槽的顶部右端;第一张紧辊数量为两个,分别能够绕自身轴线旋转的安装在所述第二支架的内腔底部左右两端;螺杆能够绕自身轴线旋转的安装在所述第二支架的内腔顶端;摇柄安装在所述螺杆的前端;制动螺母螺接在所述螺杆的后端,制动螺母与第二支架外壁接触时能够对螺杆制动;移动块数量为两个,分别螺接在所述螺杆外壁前后两端;加压组件一端能够旋转的安装在所述移动块底端;基座能够旋转的安装在所述加压组件的另一端,通过加压组件为基座提供向下移动的压力;第二张紧辊能够绕自身轴线旋转的安装在所述基座的内腔。
5、优选的,所述螺杆的外壁前后两侧螺纹为正反螺纹。
6、优选的,目的在于改变弹簧对推杆的压力,实现对基座压力大小的调整,所述加压组件包括套筒、弹簧和推杆,套筒能够旋转的安装在所述移动块的底端;弹簧插接在所述套筒的内腔;推杆一端插接在所述套筒内腔,另一端与基座顶端能够相对转动的连接,在弹簧弹力作用下推杆向下为基座施加压力。
7、优选的,通过浮球感知防氧化液液面变化,让阀芯可以跟随浮球升降而顺逆时针转动,在引流孔与出液孔连通时实现防氧化液添加,而阀芯也能关闭出液孔,达到防氧化液自动添加的目的,所述自动添加机构包括阀体、出液孔、弯头、转轴、阀芯、卡槽、引流孔、挡块、摆杆和浮球,阀体安装在所述防氧化槽的正面右上角,所述阀体的前后两侧右端均开设有出液孔;弯头安装在位于前侧的所述出液孔的内腔;转轴能够绕自身轴线旋转的安装在所述阀体的内腔中心位置;阀芯安装在所述转轴的外壁,且阀芯位于阀体的内腔,所述阀芯的侧壁开设有卡槽,所述阀芯的正面远离卡槽的一端开设有引流孔,引流孔形状为弧形;挡块安装在所述阀体的内壁;摆杆一端安装在所述转轴的后端;浮球安装在所述摆杆的另一端,浮球浮力能够使其自身始终漂浮在防氧化槽内防氧化液的液面,进而利用浮球浮力使摆杆带动转轴旋转。
8、优选的,所述弯头高度大于防氧化槽的上表面。
9、一种电解铜箔防氧化处理装置的防氧化工艺,包括以下步骤:
10、步骤一,将待处理铜箔卷放在托架上,让铜箔从第一张紧辊和第二张紧辊之间穿过,并且经过第一导辊和第二导辊,收卷器放在工作台上表面左侧对铜箔拉动收卷,旋拧制动螺母远离第二支架,解除对螺杆制动,通过摇柄驱使螺杆顺时针或逆时针旋转,螺杆螺纹旋转力驱使两个移动块同时向内或向外侧移动,由于加压组件底部与基座固定不动,因此,在移动块驱使下加压组件变短或变长,加压组件变短时推杆向套筒内移动,弹簧缩短弹力增大,因此,弹簧对基座压力增大,当加压组件变长时推杆从套筒内伸出,弹簧变长对基座压力减小,因此,能够调整对基座的压力大小,达到根据不同厚度铜箔调整张紧力的作用,从而使第二张紧辊对铜箔移动时张紧力变大或变小,实现不同厚度铜箔的张紧,避免铜箔出现褶皱,铜箔经过防氧化槽内防氧化液时实现铜箔防氧化处理;
11、步骤二,鼓风机向风刀提供气流,风刀将气流引向铜箔,吹落铜箔表面的防氧化液,防止防氧化液浪费,达到铜箔防氧化处理;
12、步骤三,弯头通过水管与防氧化液存储箱连接,浮球跟随防氧化槽内防氧化液液面变化而升降,进而使摆杆能够带动转轴顺逆时针转动,当浮球下降时,阀芯逆时针转动,引流孔与出液孔连通,弯头内防氧化液能够进入防氧化槽内,让防氧化液得到补充,当浮球逐渐上升时,阀芯顺时针旋转,引流孔与出液孔逐渐错开,流量逐渐变小,直至摆杆处在水平状态时,阀芯对出液孔阻挡,弯头自动关闭,因此,实现防氧化液的自动添加。
13、与现有技术相比,本发明具有如下有益效果:
14、1、本发明通过螺杆顺时针或逆时针旋转,螺杆螺纹旋转力可以驱动两个移动块同时向内或向外侧移动,让加压组件变短或变长,在加压组件变短时,弹簧收缩,对推杆弹力增大,在加压组件变长时弹簧伸长,对推杆弹力减小,因此,调整第二张紧辊与第一张紧辊之间压力,根据铜箔厚度调整铜箔输送时张紧力,防止铜箔由于松弛而产生折痕或褶皱,保证铜箔防氧化处理后的质量。
15、2、本发明通过浮球自身浮力能够跟随防氧化液液面高低变化而升降,借此让摆杆带动阀芯顺逆时针转动,在阀芯向下运动时,引流孔可以与出液孔连通,通过弯头向防氧化槽内输送防氧化液,在阀芯向上运动时,引流孔远离出液孔,阀芯将出液孔关闭,实现防氧化槽内防氧化液的自动添加,省时省力,节省劳动力。
- 还没有人留言评论。精彩留言会获得点赞!