一种涂布量联动可调式双胶双涂复合方法与流程
本发明涉及复合领域,尤其是一种涂布量联动可调式双胶双涂复合方法。
背景技术:
1、目前普通无溶剂复合工艺已经得到普遍应用,但在一些特殊应用场所需要用到双涂复合的方法,就是对两个复合基材分别涂布双组分胶的a胶和b胶,然后复合这两个基材,以达到复合膜快速固化等目的。申请人在先申请“一种以不同方式涂布且涂布量联动控制的复合方法和设备”(授权号cn115228704b)给出了解决方案,但在实践中,上述方案还存在缺陷,适用一种涂布量所要求的规格参数的雕刻凹辊只有一种或两种,当复合膜涂布量发生变化时须更换雕刻凹辊,给生产带来不便,因此需设计一种新的复合方案提高生产的灵活性。
技术实现思路
1、本发明所要解决的技术问题是提供一种涂布量联动可调式双胶双涂复合方法,使用一根雕刻凹辊,通过在线变换转速,能够实现多种涂布量,从而减少雕刻凹辊的更换。
2、为解决上述技术问题,本发明的技术方案是:一种涂布量联动可调式双胶双涂复合方法,包括以下步骤:
3、(1)在第一基材上采用五辊转移涂布方式涂布双组分胶的a胶,在第二基材上采用凹辊转移涂布方式涂布双组分胶的b胶;
4、(2)根据第一基材和第二基材形成复合膜的总涂布量目标值及b胶与a胶涂布量的比例要求,计算a胶涂布量目标值,并设定五辊转移涂布单元中计量钢辊相对主机的线速度百分比;
5、a胶涂胶量目标值:
6、ca=100*cab/(100+rab) g/m2; (1)
7、计量钢辊速率:
8、η1=[(0.028ca4+0.42ca3-2.405ca2+4.964ca-1.067+fv)]% (2)
9、(3)根据第一基材和第二基材形成复合膜的总涂布量目标值及b胶与a胶涂布量比例要求,计算b胶涂布量目标值;
10、b胶涂胶量目标值:
11、cb=rab*cab/(100+rab) g/m2; (3)
12、(4)根据b胶涂胶量目标值计算拟用雕刻凹辊网穴密度比容积最小值,并根据计算结果选取拟用雕刻凹辊;
13、雕刻凹辊网穴密度比容积最小值:
14、qmin=[cb*(1-k12+k12*k23)]/k12*ρb (4)
15、根据(4)式计算结果,选取网穴密度比容积值大于qmin的一个雕刻凹辊;
16、(5)计算拟用雕刻凹辊的速度参数;
17、雕刻凹辊对转移涂布胶辊线速度速率:
18、η2=[cb*(1-k12+k12*k23)]/k12*q*ρb (5)
19、以上公式(1)~(5)中:
20、cab表示复合膜设定总涂胶量,单位:g/m2;
21、rab表示所涂布胶黏剂适宜的b胶相对a胶的重量百分含量;
22、q为雕刻凹辊的网穴密度比容积,单位:cm3/m2;
23、ρb为b胶的密度,单位:g/cm3;
24、k12为b胶从雕刻凹辊到转移涂布胶辊的转移率,取值0.4~0.7;
25、k23为b胶从转移涂布胶辊到第二基材的转移率,取值0.5~0.85;
26、v为复合机主机速度,单位:m/min
27、fv为计量钢辊涂胶量修正系数,按表1选取;
28、表1主机运行速度对涂胶量的影响修正系数
29、
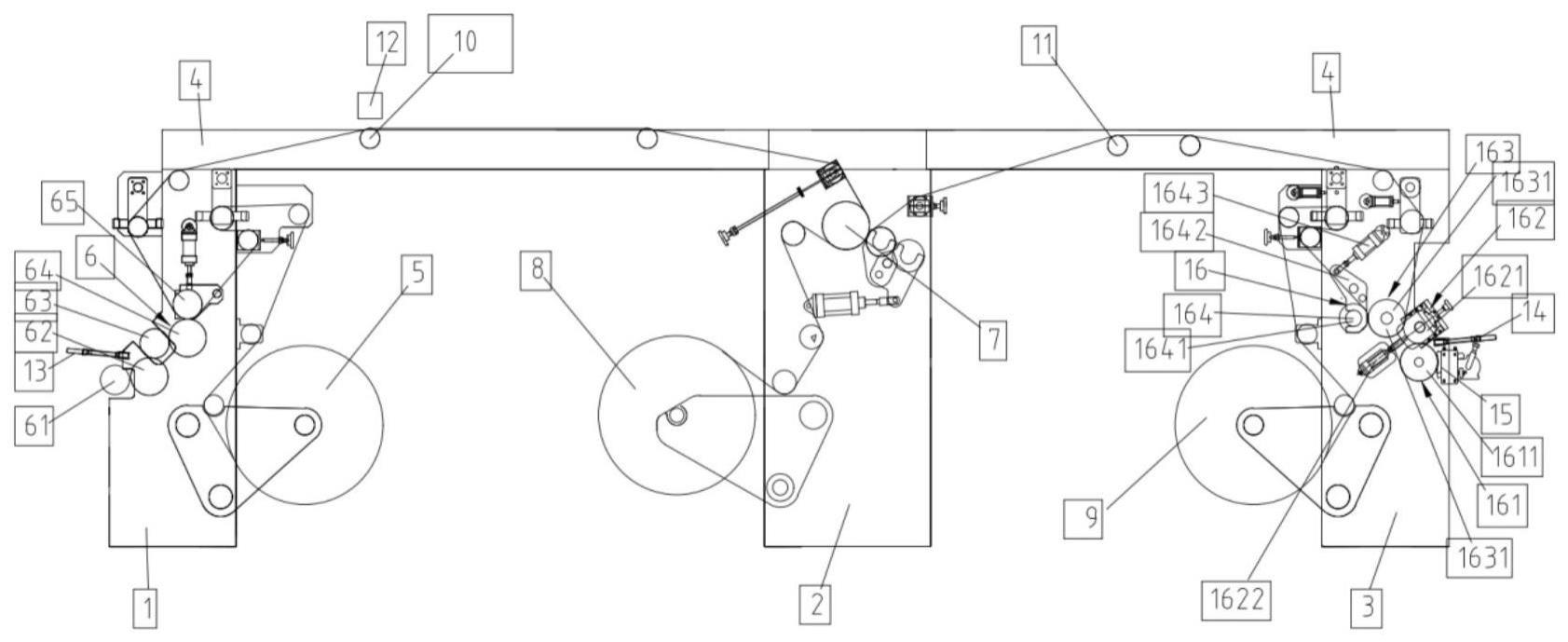
30、作为改进,复合方法采用的复合设备包括五辊转移涂布机组、复合机组和凹辊转移涂布机组,所述复合机组位于五辊转移涂布机组和凹辊转移涂布机组之间,所述五辊转移涂布机组和凹辊转移涂布机组分别与复合机组顶部之间设有连接横梁;所述五辊转移涂布机组包括五辊转移涂布单元和第一放卷单元;所述凹辊转移涂布机组包括凹辊转移涂布单元和第二放卷单元;所述复合机组包括复合单元和收卷单元;所述连接横梁上设有第一料带路径导辊组和第二料带路径导辊组,第一放卷单元的第一放卷基材料带经五辊转移涂布单元和第一料带路径导辊组进入复合单元,第二放卷单元的第二放卷基材料带经凹辊转移涂布机单元和第二料带路径导辊组进入复合单元,经复合单元复合的复合料带收卷于收卷单元。
31、作为改进,所述五辊转移涂布单元包括存胶辊、计量钢辊、匀胶辊、涂布钢棍和涂布胶辊。
32、作为改进,所述凹辊转移涂布单元包括带热保温组件的b胶胶槽、雕刻凹辊组件、转移涂布胶辊组件、牵引钢辊组件和牵引压辊组件。
33、作为改进,所述雕刻凹辊组件包括雕刻凹辊,所述转移涂布胶辊组件包括转移涂布胶辊和第一气缸,所述牵引钢辊组件包括牵引钢辊,所述牵引压辊组件包括牵引压辊、摆臂组件和第二气缸;所述雕刻凹辊组件旋转固定于单元下方,所述牵引钢辊组件旋转固定于单元上方位置,所述b胶胶槽位于雕刻凹辊组件的右侧位置,所述转移涂布胶辊组件旋转中心滑动布置于雕刻凹辊组件和牵引钢辊组件中心连线右侧的垂直线上;第一气缸设在转移涂布胶辊组件的左下方,在第一气缸的作用下,转移涂布胶辊组件滑动并同时与雕刻凹辊和牵引钢辊相切或相离;所述牵引压辊组件位于牵引钢辊组件的左方位置,所述牵引压辊位于所述摆臂组件的下端,所述第二气缸位于所述摆臂组件的上端,通过第二气缸作用,摆臂旋转使牵引压辊压于牵引钢辊左侧或离开;所述雕刻凹辊、转移涂布胶辊及牵引钢辊分别设有第一驱动电机、第二驱动电机和第三驱动电机,所述第一驱动电机、第二驱动电机和第三驱动电机转速由主机plc联动控制调速;基材包覆于牵引钢辊表面,基材从牵引钢辊和牵引压辊之间穿入,基材从转移涂布胶辊和牵引钢辊间穿出。
34、作为改进,所述凹辊转移涂布单元包括带热保温组件的b胶胶槽、雕刻凹辊组件、转移涂布胶辊组件和涂布钢辊组件及用于驱动转移涂布胶辊组件和涂布钢辊组件上下移动的导轨组件及第三气缸;所述转移涂布胶辊组件位于雕刻凹辊组件的上方,所述涂布钢辊组件位于转移涂布胶辊组件的上方,所述雕刻凹辊组件位置旋转固定,所述转移涂布胶辊组件和涂布钢辊组件在第三气缸作用下沿导轨组件上下移动,所述转移涂布胶辊组件设有第四驱动电机,所述雕刻凹辊组件设有第五驱动电机,所述第四驱动电机和第五驱动电机由主机plc联动控制调速。
35、作为改进,对特定b胶进行转移涂胶试验,设定b胶涂胶量从0.2~0.8(g/m2)的一组目标值,测量达到目标值所对应的雕刻凹辊对转移涂布胶辊速率η2,形成b胶涂胶量值cb/雕刻凹辊对转移涂布胶辊速率η2数值对应表格,作为后续查取或者插值法计算的数值源;
36、表2b胶涂胶量值cb/雕刻凹辊对转移涂布胶辊速率η2实验数据
37、 <![cdata[b胶涂胶量c<sub>b</sub>(g/m2)]]> 0.2 0.3 0.4 0.5 0.6 0.7 0.8 雕刻凹辊对转移涂布胶辊速率η2 <![cdata[η<sub>2</sub>1]]> <![cdata[η<sub>2</sub>2]]> <![cdata[η<sub>2</sub>3]]> <![cdata[η<sub>2</sub>4]]> <![cdata[η<sub>2</sub>5]]> <![cdata[η<sub>2</sub>6]]> <![cdata[η<sub>2</sub>7]]>
38、。
39、本发明与现有技术相比所带来的有益效果是:
40、通过b胶转移涂布方式,在线设定不同的雕刻凹辊相对转移涂布胶辊的速率,实现一根雕刻凹辊可适用多个有不同涂胶量要求的复合膜的生产,且通过更换不同宽度的转移涂布胶辊,实现不同宽度复合膜的涂布复合,比普通的避免基材边缘涂胶措施更为简单可靠。
- 还没有人留言评论。精彩留言会获得点赞!