隔光片自动组装设备及其组装方法与流程
本发明应用于激光雷达组装设备的,特别涉及一种隔光片自动组装设备及其组装方法。
背景技术:
1、激光雷达是一种采用非接触激光测距技术的扫描式传感器,其工作原理与一般的雷达系统类似,通过发射激光光束来探测目标,并通过搜集反射回来的光束来形成点云和获取数据,这些数据经光电处理后可生成为精确的三维立体图像。采用这项技术,可以准确的获取高精度的物理空间环境信息,测距精度可达厘米级,因此,该项技术成为汽车自动驾驶、无人驾驶、定位导航、空间测绘、安保安防等领域最为核心的传感器设备。
2、目前激光雷达在生产过程中需要在半成品rx底板上进行涂胶然后插上隔光片,现有的生产方式是通过人工对rx底板进行点胶,然后再人手插入隔光片,在进行固化处理;由于rx底板需要点胶的位置较多,而且隔光片也有至少三种尺寸型号需要插入,所以目前人工生产方式不仅生产效率底,而且激光雷达对产品的品质要求高,人工组装还容易造成点胶过多活过少的问题,导致隔光片组装不稳固、还有隔光片人工装配位置也容易存在误差,影响最终产品的品质,故需要研发一款隔光片自动组装设备及其组装方法来代替目前的手工操作,从而保证产品的品质和生产效率。
技术实现思路
1、本发明所要解决的技术问题是克服现有技术的不足,提供了一种生产效率高、组装精度高品质佳的隔光片自动组装设备及其组装方法。
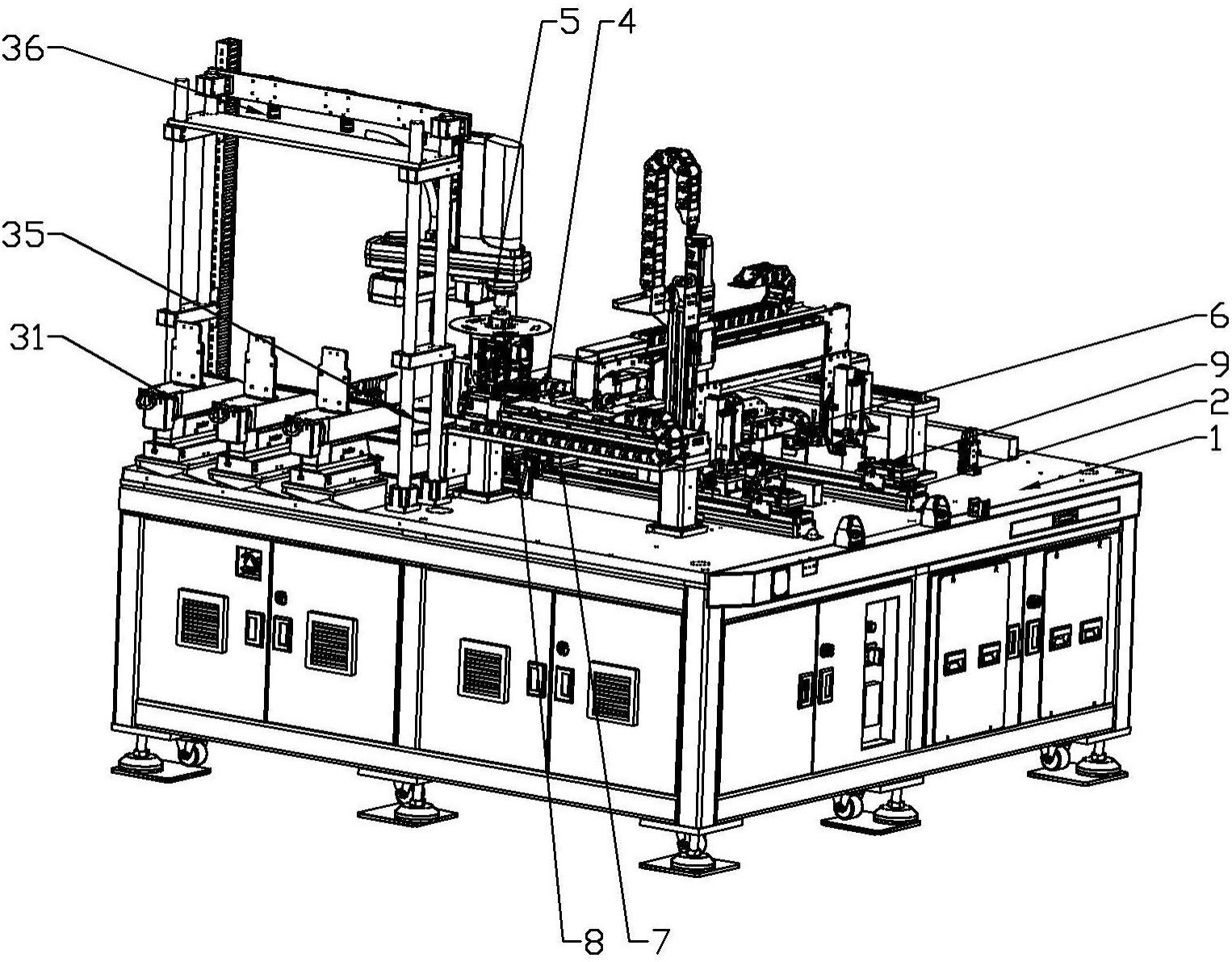
2、本发明所采用的技术方案是:本发明包括一种隔光片自动组装设备及其组装方法,所述隔光片自动组装设备包括工作台,所述工作台上对称设置有直线送料机构,所述直线送料机构的末端设置有隔光片振动上料机构,所述隔光片振动上料机构的前端设置有隔光片翻转机构,所述隔光片振动上料机构和所述隔光片翻转机构之间设置有隔光片上料机器人,所述直线送料机构上依次设置有点胶机构、移动固化机构和定位组装机构;
3、所述直线送料机构上输送有载具,所述载具上适配安装有rx底板;所述点胶机构用于对rx底板待组装隔光片处进行点胶,所述定位组装机构用于定位好载具,方便隔光片上料机器人夹持隔光片并装配在rx底板的点胶位置,所述移动固化机构用于对组装在rx底板上的隔光片进行固化处理;
4、所述隔光片上料机器人包括有隔光片吸爪模组、隔光片夹爪模组和ccd拍摄模组一,所述隔光片吸爪模组用于吸取所述隔光片振动上料机构内的隔光片,并通过所述隔光片上料机器人放置于所述隔光片翻转机构,所述隔光片翻转机构用于将放置好的隔光片进行翻转,所述隔光片夹爪模组用于夹取翻转后的隔光片,所述ccd拍摄模组一用于拍摄所述定位组装机构处的rx底板的点胶位置,并通过所述隔光片夹爪模组将夹持的隔光片插入rx底板的点胶位置。
5、进一步的,所述工作台上还设置有mcu控制系统,所述直线送料机构、所述隔光片振动上料机构、所述隔光片翻转机构、所述隔光片上料机器人、所述点胶机构、所述移动固化机构和所述定位组装机构均与所述mcu控制系统电性连接;所述点胶机构包括两个对称设置在所述工作台上且位于两个所述直线送料机构外侧的龙门骨架,两个龙门骨架上设置有y轴移动模组,两个y轴移动模组之间设置有x轴移动模组,所述x轴移动模组上设置有z轴移动模组,所述z轴移动模组上设置有点胶模组,所述点胶模组的两端分别设置有ccd拍摄模组二和激光测高度传感器。
6、进一步的,所述隔光片振动上料机构包括三个补料仓,三个所述补料仓分别装有第一隔光片、第二隔光片和第三隔光片,所述补料仓的前端依次设置有振动盘和不合格品收集盒,所述振动盘的上方设置有视觉检测摄像机一。
7、进一步的,所述隔光片上料机器人还包括有四轴机器人,所述四轴机器人的末端设置依次设置有第一安装板、第二安装板和第三安装板,所述隔光片吸爪模组、所述隔光片夹爪模组和所述ccd拍摄模组一分别安装于所述第一安装板、所述第二安装板和所述第三安装板,所述隔光片吸爪模组包括若干个升降吸爪气缸,所述升降吸爪气缸用于吸取所述隔光片;所述隔光片夹爪模组包括升降夹爪电机,升降夹爪电机,所述升降夹爪电机下端设有两个夹持爪臂,两个所述夹持爪臂之间设置有置入推块器,两个所述夹持爪臂用于夹持隔光片,所述置入推块器用于将隔光片夹爪模组夹持的隔光片置入rx底板后进一步下压置入。
8、进一步的,所述隔光片翻转机构的后端设置有ccd拍摄模组三,所述ccd拍摄模组三用于拍摄隔光片夹爪模组夹持隔光片的位置;所述隔光片翻转机构包括支撑台,所述支撑台的两侧均设置有丝杆支座,两个所述丝杆支座之间设置有翻转台板,其中一个丝杆支座的外侧设置有与所述翻转台板相连接的伺服电机,所述翻转台板的前端设置有若干转移吸附块,所述转移吸附块的前端设有若干个夹爪避让槽,所述转移吸附块上且位于每个所述夹爪避让槽的两端均设置有真空吸嘴;所述翻转台板的后端设置有连杆夹紧机构,所述连杆夹紧机构包括对称安装于所述翻转台板的后端两侧的安装立板,所述安装立板设置有至少一个连杆转轴和与所述连杆转轴相连接的连杆臂,两侧的所述连杆臂之间设置有夹紧板,所述夹紧板的前端设置有若干个夹紧块,所述夹紧板的后端设置有推动气缸和与所述推动气缸相连接的气缸连接杆,所述夹紧板的上端设置有铰接座,所述气缸连接杆的一端通过铰接轴铰接固定于所述铰接座内,所述推动气缸用于带动夹紧板摆动前压,将隔光片通过隔光片吸爪模组转移至所述转移吸附块时,通过夹紧块进一步夹紧于所述转移吸附块上。
9、进一步的,所述定位组装机构包括对称设置于所述直线送料机构末端两侧的定位升降安装架,所述定位升降安装架上设置有定位升降气缸和与所述定位升降气缸相连接的定位升降板,所述定位升降板的末端中部设置有支撑限位块,所述定位升降板的末端上设置有压板块,所述压板块的两端前部设置有定位柱,所述载具上设置有与所述定位柱相适配的定位孔,所述压板块的前部且位于两个所述定位柱之间设有让位缺口,所述支撑限位块位于所述让位缺口的下端,所述支撑限位块用于防止最外侧的隔光片组装时发生倒向的情况发生。
10、进一步的,所述移动固化机构包括位于直线送料机构一侧的y轴直线移动器,所述y轴直线移动器上设置有固化安装板,所述固化安装板上设置有固化器,所述固化安装板上还设置有升降压紧气缸和与所述升降压紧气缸相连接的隔光片压板,所述隔光片压板上设有若干个与rx底板上的元器件相适配的避让槽孔,所述隔光片压板位于所述固化器的正下方,所述y轴直线移动器用于带动所述固化器移动至所述定位组装机构的正上方。
11、进一步的,所述点胶模组包括安装于所述z轴移动模组上的点胶安装架,所述点胶安装架上设置有点胶枪,所述点胶枪的下端设有点胶针嘴,所述工作台上且位于两个所述直线送料机构内侧之间设置有点胶底板,所述点胶底板的一端设置有胶水校准称重器和位于所述胶水校准称重器前端的激光对针器,所述胶水校准称重器用于对所述点胶枪的出胶量进行精准控制,所述激光对针器用于精准定位所述点胶针嘴的坐标,所述点胶底板的另一端设置有擦胶机构,所述擦胶机构包括擦胶支撑台,所述擦胶支撑台的前端两侧分别设置有皮带输送盘和皮带收料盘,所述擦胶支撑台的下端设置有与所述皮带收料盘相连接的收料步进电机,所述擦胶支撑台的后端设置有三个呈三角形分布的第一张紧杆、第二张紧杆和第三张紧杆,所述皮带输送盘中的皮带由所述皮带输送盘输出后,依次绕过所述第一张紧杆、所述第二张紧杆、所述第三张紧杆、所述皮带收料盘,再回到所述皮带输送盘,所述擦胶支撑台的后端还设有擦胶缺口,所述擦胶支撑台的下端设置有擦胶气缸,所述擦胶气缸的后端对称设置有两个擦胶夹爪,所述擦胶夹爪穿出所述擦胶缺口且分别位于所述第一张紧杆与所述第二张紧杆之间的皮带外侧和所述第二张紧杆与所述第三张紧杆之间的皮带外侧,所述擦胶缺口的正下方设置有擦胶废料收集筒,所述擦胶缺口的侧端设置有胶枪放置筒。
12、进一步的,另一个所述丝杆支座的外侧设置有位置感应盘,所述位置感应盘的下端设置有至少两个感应器,第一个所述感应器用于感应所述翻转台板处于水平状态的位置,第二个所述感应器用于感应所述翻转台板翻转至垂直状态的位置;所述支撑台上的后端还设置有防倾倒支撑机构,所述防倾倒支撑机构包括支撑驱动电机和与所述支撑驱动电机相连接的的驱动移动板,所述驱动移动板上设置有若干个支撑柱,所述支撑柱用于当翻转台板翻转到垂直状态时,通过所述支撑驱动电机带动至所述翻转台板的背面进行支撑。
13、更进一步的,所述隔光片自动组装组装方法,包括以下步骤:s1.人工将rx底板放置进入载具内,并通过直线送料机构将装有rx底板的载具移动至点胶机构;s2.通过视觉定位rx底板需点胶的位置,再通过点胶机构进行定量点胶;s3.直线送料机构将点胶完成后的载具移动至定位组装机构对载具进行定位,接着隔光片上料机器人通过是视觉检查从隔光片振动上料机构吸取隔光片并放置到隔光片翻转机构;s4.隔光片翻转机构带动隔光片翻转90°呈垂直状态;s5.隔光片夹爪模组夹取翻转后的隔光片,并移动至视觉检查出隔光片在隔光片夹爪模组的位置,再移动至定位组装机构处,通过ccd拍摄模组一对点胶位进行定位,再将隔光片装入点胶位;s6.移动固化机构移动至定位组装机构处下压对对插入隔光片的胶水区进行固化;s7.固化后载具复位至直线送料机构,对rx底板半成品进行下料。
14、本发明的有益效果是:1.采用双工位的直线送料机构,能保持本发明在上料或下料时均能保持持续作业,提高生产效率;2.在直线送料机构上设置有定位组装机构,能保证载具精准定位在直线送料机构上,从而使后续的隔光片安装更精准;3.通过隔光片振动上料机构能够使隔光片自动上料,并通过隔光片上料机器上的隔光片吸爪模组将隔光片从隔光片振动上料机构上吸取并放置到隔光片翻转机构,再通过隔光片翻转机构翻转90°,使水平放置的隔光片翻转成垂直状态,方便隔光片上料机器上的隔光片夹爪模组夹持隔光片并组装到rx底板上;4.通过点胶机构可以rx底板待组装隔光片处进行点胶,然后移动至定位组装机构进行定位,方便后续隔光片上料机器进行隔光片的组装;5.设置移动固化机构能将组装好在rx底板上的隔光片进行固化处,从而完成整个隔光片的自动组装全过程,减少人工参与,提高产品的精度和品质。
- 还没有人留言评论。精彩留言会获得点赞!