一种内腔不规则产品自动涂胶设备及涂胶方法与流程
本发明涉及种内腔不规则产品自动涂胶设备及涂胶方法,属于机械自动化装配领域,特别适合涂胶工件内壁内腔的涂胶。
背景技术:
1、内腔不规则产品涂胶是航空航天、船舶和兵器制造等领域中产品装配过程中必不可少工序。随着产品的种类、数量不断增多,内腔结构变化不一,且部分为不规则产品,在装配涂胶工序中需人工手持胶液存储装置,通过移动胶液存储装置或旋转内腔不规则的产品工件完成人工涂胶装配内容。
2、此类内腔不规则产品人工涂胶装配过程需要操作人员对胶液存储装置的移动或内腔不规则特征工件的旋转提出更高要求。由于内腔特征为不规则形状,在移动胶液存储装置或旋转工件时很难掌控较为精准的力度,移动的精度也不方便测量和把控,进而导致工件内腔各点位涂胶量不均布或存在漏涂区域。且在涂胶装配过程中,为尽可能保障涂胶装配产品的质量,需要消耗一定的人力和时间,不利于批生产快速装配和高效生产。
3、因此,有必要设计一种内腔不规则特征涂胶设备,用于替代人工部分涂胶装配工作,完成对内腔不规则特征工件的涂胶装配工序。同时减少人力资源成本,提升产品涂胶装配的效率和质量。
技术实现思路
1、本发明的目的是提供一种内腔不规则特征自动涂胶设备及涂胶方法,用于对筒状工件的内壁实现自动化均匀涂胶。
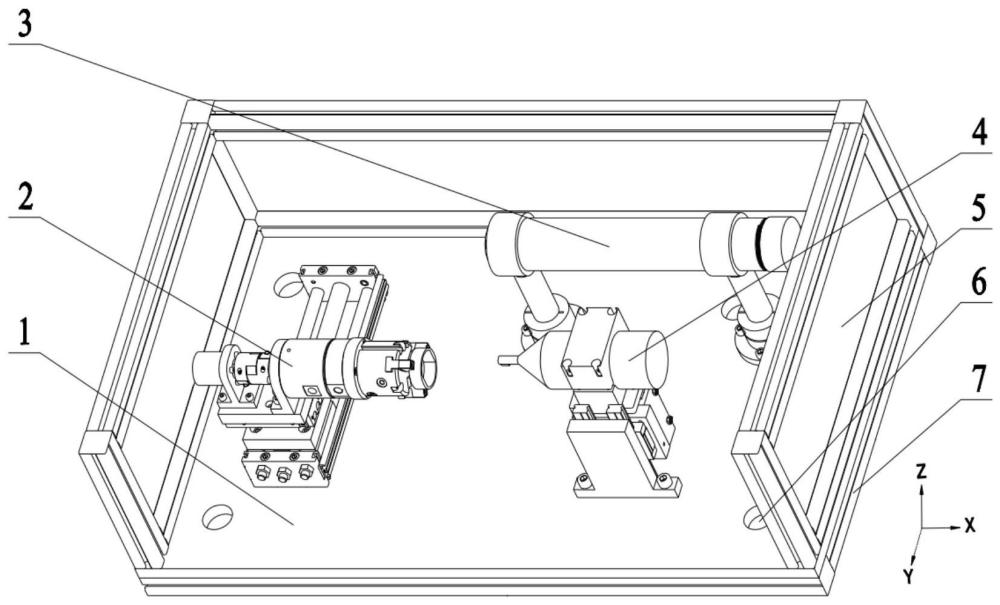
2、一种内腔不规则产品自动涂胶设备,主要包括主工作台1和工件夹持旋转装置2,工件夹持旋转装置2安装在主工作台1上,其特征在于,主工作台1还设有工件存储装置3、移动涂胶装置4,设备挡板5和铝型材7,其中工件存储装置3和移动涂胶装置4也安装在主工作台1上,铝型材7安装在主工作台1的三个边上面,设备挡板5镶嵌在铝型材7中,设备挡板5和铝型材7在主工作台1上形成半包围结构;主工作台1上设有电缆过孔6,与设备运行的驱动控制设备连接的电缆电路和气路通过电缆过孔6伸在主工作台1表面,并与工件夹持旋转装置2、工件存储装置3和移动涂胶装置4连接,设备运行的驱动控制装置安装于主工作台1下方;
3、工作时,工件夹持旋转装置2向前移动,从工件存储装置3中夹取一个环形的工件26,夹好后,工件夹持旋转装置2向右并向后移动到指定位置,同时,再让移动涂胶装置4的出胶口45调整上下位置;工件夹持旋转装置2和移动涂胶装置4的双向移动,使出胶口45的中心线与工件26的中心线在同一直线上,再使工件夹持旋转装置2向右移动;使出胶口45伸在工件26内,并移动在工件26内壁的最左端;
4、然后开始涂胶,当工件26最左端一圈涂完胶后,工件夹持旋转装置2驱动带领工件26再向左移动设定距离,继续涂胶;重复上述动作,直到使工件26内腔特征均涂上胶;人工将工件26取下;移动涂胶装置4再从工件存储装置3中夹取一个工件26进行涂胶。
5、所述的工件夹持旋转装置2包括磁偶式气缸25、旋转电机24、t型支架22、l型支架23、横转接板21、三爪卡盘27、气滑环28、横移气缸29和移动滑块30,其中,磁偶式气缸25固定在主工作台1上,偶式气缸25上设有移动滑块30,在移动滑块30上设有横移气缸29;横转接板21通过螺栓连接固定于横移气缸29上,横移气缸29提供左右横向运动动力;t型支架22和l型支架23安装在横移气缸29上;旋转电机24又固定安装在t型支架22上,气滑环28固定在l型支架23上;在气滑环28的右端固定有三爪卡盘27,三爪卡盘27用于夹紧工件26;所述的磁偶式气缸25包括固定基座251、滑轨252和定位加固横梁253,其中,滑轨252固定连接在固定基座251上,在固定基座251侧面还设有定位加固横梁253,以保证固定基座251的刚度;移动滑块30中间设有通孔的滑道301,滑轨252穿过滑道301,使移动滑块30能够在滑轨252上移动;横移气缸29提供左右横向运动动力;横移气缸通过螺栓连接固定于移动滑块30上,磁偶式气缸25中滑轨252贯穿于移动滑块中的滑道301,形成前后移动直线运动副;工件夹持旋转装置2,上述内容可完成对工件26的夹持、左右直线运动、前后直线运动和圆周旋转运动。
6、所述的工件存储装置3包括两个圆基座31、两个圆基座抱紧结构32、两个支撑柱33、推动电机34和工件存储套筒35,其中两个圆基座31固定在主工作台1上,通过拧紧两处圆基座抱紧结构32中的螺钉,将两组圆基座31和支撑柱33的夹紧,两个支撑柱33上固定连接工件存储套筒35;推动电机34连接在工件存储套筒35的右端,工件存储套筒35中存储多个工件26,推动电机34为工件存储套筒35内的工件26提供向左移动的动力。
7、所述的移动涂胶装置4包括顶升装置41、胶桶固定下基座42、胶桶43、胶桶固定上盖板44、立式导轨46和立转接板47;其中,立式导轨46固定在主工作台1上,顶升装置41通过四处螺钉固定于立转接板47上,立转接板47通过螺纹连接固定于立式导轨46上;胶桶固定下基座42通过螺钉固定于顶升装置41上,胶桶43放置有胶桶固定下基座42上表面中间的凹槽中,胶桶固定上盖板44通过螺钉固定于胶桶固定下基座42,将胶桶固定上盖板44和胶桶固定下基座42夹持的胶桶43夹紧,胶桶43的一端设有出胶口45。
8、所述的立式导轨46包括导轨461、立式滑块462和立式基座463,其中,立式基座463固定在主工作台1上,立式基座463侧面固定安装有导轨461,在导轨461上设有立式滑块462;
9、顶升装置41包括顶升基座411和顶升转接板412,顶升转接板412通过伸缩装置连接在顶升基座411顶端,使顶升转接板412能够上下伸缩;顶升基座411通过四处螺钉固定于立转接板47上,立转接板47通过螺纹连接固定在立式滑块462。
10、利用一种内腔不规则特征自动涂胶设备进行涂胶的方法,其特征在于,包括下列步骤:
11、步骤一、将多个工件26放入工件存储套筒35中;其中,设备平放,设面向于设备左方为-x向,右方为x向,前方为-y向,后方即为y向,上方为z向,下方为-z向;
12、步骤二、工件存储装置3中,推动电机34将多个工件26推动至-x向最外端;
13、步骤三、工件夹持旋转装置2中磁偶式气缸25带动上部整体移动至-y向的极限位置,移动气缸29带动三爪卡盘27向+x方向移动到指定位置,三爪卡盘27完成对工件存储套筒35最外端的一个工件26的抓取;
14、步骤四、工件夹持旋转装置2带夹取的工件26移动返回最初位置;
15、步骤五、移动涂胶装置4,顶升装置41将胶桶43升至指定位置,即出胶口45中心线与工件26中心线重合的位置;
16、步骤六、工件夹持旋转装置2,通过横移气缸29带动工件26向+x方向移动,移动至出胶口45贯穿至工件26内腔位置;
17、步骤七、移动涂胶装置4,顶升装置41将胶桶43降至即将接触工件26内腔位置,旋转电机24提供动力使工件26旋转,同时胶桶43控制出胶量,旋转一周完成对工件26内腔涂胶;当工件26最-x向的第一圈涂完胶后,工件夹持旋转装置2驱动带领工件26再向左移动设定距离,胶桶43继续出胶涂胶;重复上述动作,直到使工件26内腔特征均涂上胶;
18、步骤八、涂胶完毕后,移动涂胶装置4将胶桶升至工件26中心位置,工件夹持旋转装置2中横移气缸29带动工件26向-x向移动返回起点位置,松开三爪卡盘27,人工取下已涂胶完毕的工件26,完成首件涂胶装配工序;
19、步骤九、重复上述步骤,完成第二件及后续工件26的涂胶装配工序。
20、本发明有益效果
21、本发明提供了一种内腔不规则产品自动涂胶设备及涂胶方法,解决了现有技术人工涂胶不能使涂胶均匀的问题,本发明自动化涂胶,胶铺的均匀且涂胶速度迅速,提高了生产效率,提高了产品的整体质量,提高了产品性能的一致性。
- 还没有人留言评论。精彩留言会获得点赞!