一种甲硅烷的制备装置系统及制备方法与流程
本发明属于硅烷生产,涉及一种甲硅烷的制备装置系统及制备方法。
背景技术:
1、四氢化硅又称甲硅烷,是提供硅组分的重要气体源,被广泛应用于太阳能、汽车、建筑、平板显示、半导体以及ic制造等领域。目前,现有技术中公开的四氢化硅的制造方法包括镁硅法、锂硅法、氟硅法与氯硅法,而主要应用的方法为氟硅法和氯硅法。
2、氯硅法的原料易得,副产物四氯硅烷可循环使用,其反应方程式如下所示:
3、4sihcl3→sih4+3sicl4
4、3sicl4+si+2h2→4sihcl3
5、该技术最大的优势在于,形成了类似工业硅加氢直接制备四氢化硅的闭路循环生产工艺,且随着改进氯硅法的提出,sihcl3的歧化转化率能够提高到95%以上,大幅提高了该技术的工业转化价值,目前绝大多数企业均采用该方法进行生产。但歧化段主要通过反应精馏的方式来提高转化率,工艺能耗需求较高,且其冷氢段工艺的转化率较低,使得副产物sicl4的处理效率略低。
6、氟硅法是以氢化铝钠直接还原四氟化硅制备甲硅烷的技术,该技术用铝粉和液态金属钠、氢气为原料,反应制备氢化铝钠,然后使氢化铝钠与四氟化硅反应制备得到甲硅烷。同时,氟硅法还能够得到助熔剂氟化铝钠,其可用于炼铝行业和金属熔炼,涉及到的反应如下:
7、na+al+2h2→naalh4
8、naalh4+sif4→sih4+naalf4
9、氟硅法的优势在于工艺转化率高,反应过程中不需要反应精馏等方法辅助提高转化率,能耗较低。但氟硅法主要存在两个技术瓶颈:(i)如何对副产物naalf4的资源化处理;(ii)如何提高工艺安全性。
10、具体的,氟硅法采用金属钠、铝粉等危险原料,中间产物naalh4也存在极易发生火灾或爆炸的风险,使得整体工艺的安全风险较高;中间产物naalh4为间歇反应,进一步增加了工艺控制的难度。
11、氟硅法副产物naalf4的资源化方案包括cn102718244a公开的制备冰晶石,以及cn101786607a公开的制备氟化氢,或cn101544374a公开的将其返回制备sif4,但其中并不涉及对sih4生产环节的技术优化与安全性提升。而cn101531338a公开的氢化铝钠制备方法与cn101531367a公开的硅烷生产工艺中仅关注了硅烷制备过程中的温度、压力及投料比变化等因素,对于各种反应条件下的安全性及工业化后的可操作性问题并未进行讨论。
12、而且,现有技术公开的制备工艺均为间歇生产方法,即以高压釜为主要反应设备,虽然保证了naalh4的较高收率,但间歇制备方法在实际工业生产中的风险较大、设备利用率较低,生产成本也偏高;此外,釜式反应器的持液量较高,传质效率并不理想,依旧具有较大的技术优化空间。
技术实现思路
1、针对现有技术的不足,本发明的目的在于提供一种甲硅烷的制备装置系统及制备方法,该制备装置系统与制备方法能够减少铝粉以及催化剂用量,降低反应压力以及停留时间,不仅能够提高产安全性,还能够提高sif4的转化率以及甲硅烷的纯度。
2、为达到此发明目的,本发明采用以下技术方案:
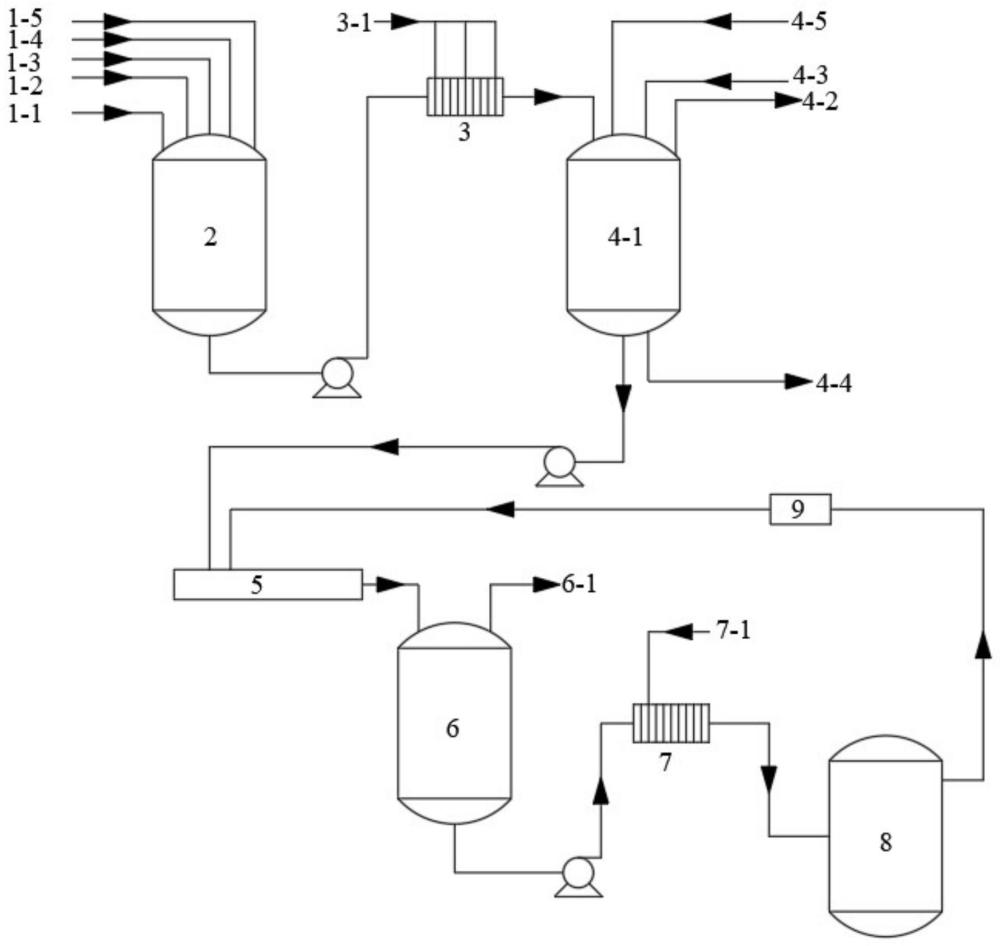
3、第一方面,本发明提供了一种甲硅烷的制备装置系统,所述制备装置系统包括依次连接的混料装置、第一微通道反应装置、四氢铝钠洗涤装置、管式反应装置、硅烷中转装置、第二微通道反应装置以及四氟铝钠接收装置;
4、所述混料装置的进料口分别与第一溶剂供给装置、铝粉供给装置、液态钠供给装置、第一催化剂供给装置以及第二催化剂供给装置连接;
5、所述第一微通道反应装置与氢气供给装置连接;氢气供给装置用于向第一微通道反应装置中输入氢气;
6、所述四氢铝钠洗涤装置与第二溶剂供给装置以及氮气供给装置连接;所述四氢铝钠洗涤装置还包括顶部的尾气排放口与底部的第一溶剂排放口;
7、所述硅烷中转装置设置有气体排放口;所述硅烷中转装置的液体出料口与第二微通道反应装置的进料端连接;
8、所述第二微通道反应装置的进料端与四氟化硅供给装置连接;
9、所述四氢铝钠接收装置的出气口与管式反应装置的进料端连接。
10、本发明提供的制备装置系统,通过第一微通道反应装置的使用,大幅强化了原料na、al、催化剂和h2的传质效果,使得反应所需压力有所降低,同时适当提高反应温度亦有利于提高空速,降低反应装置的持液量,提高反应装置的本质安全性;此外,随着反应条件的调整以及传质效果的增加,催化剂的用量亦较已报到的技术有了较大量的降低,既控制了生产成本,又降低了危险化学品的使用量,增加了反应的安全性。
11、第一微通道反应器的使用也将naalh4的釜式间歇生产改为连续制备,利用微通道反应器实现了局部全混流整体平推流的效果;同时,极高的传质效率大幅减少了反应的停留时间,在保证反应充分的基础上大幅降低了副反应的发生。这也使本发明中铝粉的使用量降低,既能够降低生产成本,又避免了过量铝的回收以及大量铝杂质进入四氢化硅制备副产物naalf4中的问题,为naalf4的资源化处理降低了技术难度。而且,铝用量的减少也使得工艺过程中取消了铝回收环节,进而亦大幅减少了生产过程中发生燃烧、爆炸等方面的安全风险。
12、管式反应装置以及第二微通道反应装置的设置优点与第一微通道反应装置的设置优点类似。不同之处在于,管式反应器的使用避免了由于高浓度固体颗粒的出现而造成的堵塞现象,且管式反应装置与第二微通道反应装置的使用既降低了反应的持液量,同时还提高了反应转化率;而且,还能够使四氢化硅的制备工序在密闭环境中进行,增加了原料sif4和naalh4的接触时间和传质效率,进而有效提高了sif4的利用效率。
13、本发明提供的制备装置系统还包括连接各装置的必要管路以及物料输送装置,本发明在此不做具体限定,本领域技术人员能够根据需要进行合理的设置。
14、本发明提供的四氢铝钠洗涤装置中还设置有固液分离所需要的隔板或滤网,本发明对比不做具体限定,只要能够实现固液分离,进而实现第一溶剂的回收即可。
15、本发明通过使四氢铝钠接收装置的出气口与管式反应装置的进料端连接,实现未反应sif4的输送。
16、优选地,所述混料装置、四氢铝钠洗涤装置、硅烷中转装置以及四氟铝钠接收装置中分别独立地设置有搅拌件。
17、第二方面,本发明提供了一种甲硅烷的制备方法,所述制备方法在第一方面所示的制备装置系统中进行,包括如下步骤:
18、(1)混料装置内混合铝粉、液态钠、第一催化剂、第二催化剂以及第一溶剂,得到浆料;
19、(2)步骤(1)所得浆料通入第一微通道反应装置,使其与氢气发生氢化反应,反应所得氢化铝钠浆料流入四氢铝钠洗涤装置;
20、(3)氢化铝钠浆料于四氢铝钠洗涤装置中降温,然后通过氮气压力进行固液分离,分离得到的第一溶剂由第一溶剂排放口排出,然后使用由第二溶剂供给装置提供的第二溶剂溶解所得固体,得到四氢铝钠溶液;
21、(4)步骤(3)所得四氢铝钠溶液通入管式反应装置,使其与四氟化硅供给装置提供的四氟化硅逆流接触、发生反应,反应物料依次流经硅烷中转装置与第二微通道反应装置后,流入四氟铝钠接收装置;
22、硅烷中转装置的气体排放口排出粗sih4,粗sih4进入后续提纯装置,得到高纯甲硅烷。
23、优选地,步骤(1)所述铝粉与液态钠的摩尔比为(1.01-1.1):1,例如可以是1.01:1、1.02:1、1.03:1、1.05:1、1.06:1、1.08:1或1.1:1,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为(1.01-1.03):1。
24、优选地,步骤(1)所述第一催化剂与液态钠的质量比为1:(0.01-0.05),例如可以是1:0.01、1:0.012、1:0.015、1:0.02、1:0.03、1:0.04或1:0.05,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为1:(0.01-0.015)。
25、优选地,步骤(1)所述第二催化剂的用量为铝粉质量的0.8-1.2‰,例如可以是0.8‰、0.9‰、1‰、1.1‰或1.2‰,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
26、优选地,步骤(1)所述第一溶剂与液态钠的质量比为(1-50):1,例如可以是1、3、5、8、10、12、15、20、30、40或50,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为(8-12):1。
27、优选地,步骤(1)所述第一催化剂包括三乙基铝。
28、优选地,步骤(1)所述第二催化剂包括钛、锆、铌、钒或铪中的任意一种或至少两种的组合,典型但非限制性的组合包括钛与锆的组合,铌与钒的组合,铌与铪的组合,钛、锆与铌的组合,铌、钒与铪的组合,或钛、锆、铌、钒与铪的组合。
29、优选地,步骤(1)所述第一溶剂包括苯、甲苯、乙苯或异丙基苯中的任意一种或至少两种的组合,典型但非限制性的组合包括苯与甲苯的组合,甲苯与乙苯的组合,甲苯与异丙基苯的组合,苯、甲苯与乙苯的组合,或苯、甲苯、乙苯与异丙基苯的组合。
30、优选地,步骤(1)所述混合的温度为100-150℃,例如可以是100℃、110℃、115℃、120℃、125℃、130℃、140℃或150℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为115-125℃。
31、优选地,以浆料中的na计,步骤(2)中浆料的进料流速与氢气的进料流速的摩尔比为1:(1-2),例如可以是1:1、1:1.05、1:1.1、1:1.2、1:1.3、1:1.5、1:1.6、1:1.8或1:2,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为1:(1.05-1.3)。
32、优选地,步骤(2)所述氢化反应的压力为5-15mpa,例如可以是5mpa、5.8mpa、6.4mpa、7.2mpa、8mpa、10mpa、12mpa或15mpa,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为5.8-7.2mpa。
33、优选地,步骤(2)所述氢化反应的温度为100-200℃,例如可以是100℃、120℃、150℃、160℃、180℃或200℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为150-160℃。
34、优选地,步骤(2)中浆料在第一微通道反应装置中的停留时间为300-550s,例如可以是300s、350s、400s、500s或550s,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
35、优选地,步骤(2)所得物料进入四氢铝钠洗涤装置的温度为0-100℃,例如可以是0℃、10℃、20℃、30℃、40℃、50℃、55℃、60℃、65℃、70℃、80℃、90℃或100℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为50-70℃。
36、优选地,步骤(3)所述第二溶剂包括乙二醇二甲醚和/或四氢呋喃,优选为乙二醇二甲醚。
37、优选地,步骤(3)所得四氢铝钠溶液的温度为0-100℃,例如可以是0℃、10℃、20℃、25℃、30℃、50℃、60℃、80℃或100℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为20-30℃。
38、优选地,步骤(3)所得四氢铝钠溶液的浓度为0.1-20wt%,例如可以是0.1wt%、0.5wt%、1wt%、3wt%、6wt%、8wt%、12wt%、16wt%、18wt%或20wt%,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为3-5wt%。
39、优选地,步骤(4)中,四氢铝钠溶液与四氟化硅进料摩尔比为1:(1-1.1),例如可以是1:1、1:1.01、1:1.02、1:1.05、1:1.06、1:1.08或1:1.1,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为1:(1-1.02)。
40、优选地,步骤(4)所述反应时,管式反应装置中的温度为0-100℃,例如可以是0℃、20℃、40℃、45℃、50℃、60℃、80℃或100℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为40-45℃。
41、优选地,步骤(4)所述反应时,管式反应装置中的表压为0-2mpa,例如可以是0mpa、0.2mpa、0.4mpa、0.5mpa、0.8mpa、1mpa、1.5mpa或2mpa,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为0.4-0.8mpa。
42、优选地,步骤(4)所述反应时,第二微通道反应装置中的温度为0-100℃,例如可以是0℃、20℃、50℃、60℃、65℃、70℃、80℃或100℃,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为60-65℃。
43、优选地,步骤(4)所述反应时,第二微通道反应装置中的表压为0-3mpa,例如可以是0mpa、0.5mpa、0.8mpa、1mpa、1.5mpa、2mpa、2.5mpa或3mpa,但不限于所列举的数值,数值范围内其它未列举的数值同样适用,优选为0.5-1mpa。
44、优选地,步骤(4)所述反应时,管式反应装置中的停留时间为40-250s,例如可以是40s、80s、120s、160s、200s、220s、或250s,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
45、优选地,步骤(4)所述反应时,第二微通道反应装置内的停留时间为15-80s,例如可以是15s、20s、30s、40s、50s、60s、70s或80s,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
46、相对于现有技术,本发明具有以下有益效果:
47、(1)本发明提供的制备装置系统,通过第一微通道反应装置的使用,大幅强化了原料na、al、催化剂和h2的传质效果,使得反应所需压力有所降低,同时适当提高反应温度亦有利于提高空速,降低反应装置的持液量,提高反应装置的本质安全性;此外,随着反应条件的调整以及传质效果的增加,催化剂的用量亦较已报到的技术有了较大量的降低,既控制了生产成本,也减少了危险化学品的使用量,增加了反应的安全性;
48、(2)第一微通道反应器的使用也将naalh4的釜式间歇生产改为连续制备,利用微通道反应器实现了局部全混流整体平推流的效果;同时,极高的传质效率大幅减少了反应的停留时间,在保证反应充分的基础上大幅降低了副反应的发生。这也使本发明中铝粉的使用量降低,既能够降低生产成本,又避免了过量铝的回收以及大量铝杂质进入四氢化硅制备副产物naalf4中的问题,为naalf4的资源化处理降低了技术难度;而且,铝用量的减少也使得工艺过程中取消了铝回收环节,进而大幅减少了生产过程中发生燃烧、爆炸等方面的安全风险;
49、(3)管式反应装置以及第二微通道反应装置的设置优点与第一微通道反应装置的设置优点类似;不同之处在于,管式反应器的使用避免了由于高浓度固体颗粒的出现而造成的堵塞现象,且管式反应装置与第二微通道反应装置的使用既降低了反应器的持液量,同时还提高了反应转化率;而且,还能够使四氢化硅的制备工序在密闭环境中进行,增加了原料sif4和naalh4的接触时间和传质效率,进而有效提高了sif4的利用效率。
- 还没有人留言评论。精彩留言会获得点赞!