一种雕刻用粉末喷涂生产线的制作方法
本技术涉及工件表面处理的领域,尤其是涉及一种雕刻用粉末喷涂生产线。
背景技术:
1、为了提升工件的美观性以及达到一些如防滑的功能特性,例如一些铝合金汽车配饰,需要在工件表面进行相应图案的雕刻。而以往雕刻的方式有两种,一种是蚀刻,需要在工件表面不需要形成图案的区域进行保护膜的贴附,但是在工件一些转角处保护膜贴附十分不便,还有就是直接对工件进行激光雕刻,但是雕刻时间同样较长,且对于厚度较小的工件,容易出现工件穿透的情况,使得融化部分从穿透处流下,对雕刻质量造成影响。
2、为了提升雕刻质量以及雕刻效率,现有公告号为cn101456331a的一种在金属工件表面标刻图案的方法,先在工件表面喷涂一层防腐蚀的保护涂层,再对保护涂层上使用激光雕刻形成所需要的雕刻图案,然后再进行蚀刻,以在工件表面形成相应的图案,最后将保护涂层去除即可。
3、针对上述中的相关技术,人工在工件表面进行粉末涂层的喷涂时,难以获得较为均匀的涂层,而激光雕刻的深度为固定值,使得部分涂层不能被激光雕刻所穿透或激光雕刻在工件表面形成过深的纹路,对后续蚀刻后所形成的最终图案存在影响。
技术实现思路
1、为了降低工件最终形成图案所受到的质量影响,本技术提供一种雕刻用粉末喷涂生产线。
2、本技术提供的一种雕刻用粉末喷涂生产线采用如下的技术方案。
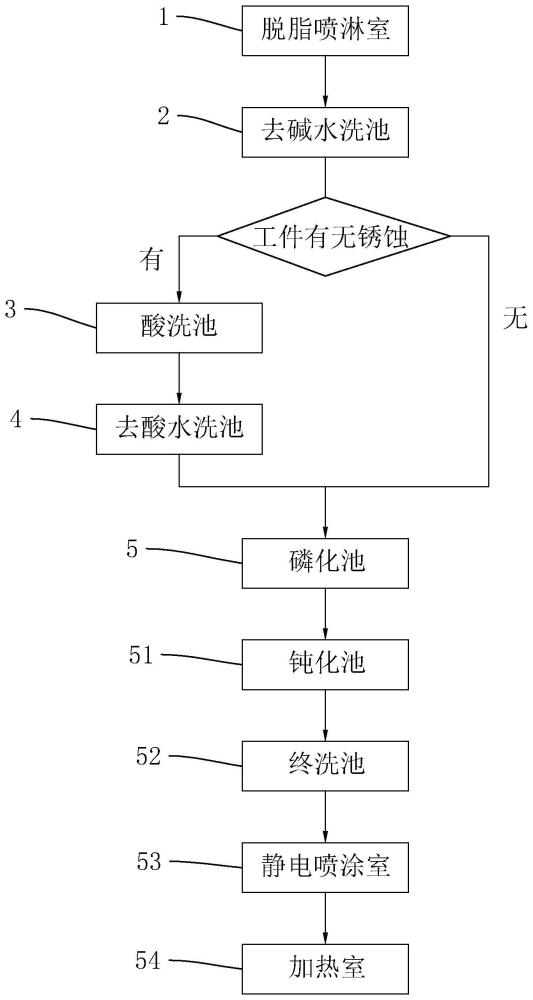
3、一种雕刻用粉末喷涂生产线,包括将工件表面油污去除的脱脂喷淋室、将工件表面的脱脂剂去除的去碱水洗池、将工件表面锈蚀除去的酸洗池、将表面锈蚀去除后的工件的酸液去除的去酸水洗池、对工件表面形成磷化膜的磷化池、对形成磷化膜的工件表面进行钝化的钝化池、对钝化后的工件进行表面清理的终洗池、对工件表面喷涂保护膜粉末的静电喷涂室、对工件表面的保护膜粉末加热以实现固化的加热室、对工件进行输送以使工件依次进行各步处理的输送装置。
4、通过采用上述技术方案,使得工件依次经过各种表面处理,以将工件表面的油污以及可能存在的锈蚀去除并在工件表面形成保护的磷化膜后,再通过静电粉末喷涂的方式进行保护膜粉末的均匀喷涂,以使得工件表面能较为均匀的涂覆一侧保护膜,以便在后续激光雕刻的过程中,对应图案部分的保护膜能被充分去除的同时不易去除过度,以使得后续蚀刻所最终形成的图案质量不易受到较大影响。
5、可选的,所述静电喷涂室包括室体、一一对应位于室体相对两侧内壁的两组定滑轨、滑动连接于定滑轨的喷枪滑块、设于喷枪滑块且朝向工件喷出保护膜粉末的静电喷枪、固定连接于喷枪滑块且滑动连接于定滑轨内部的丝杠块、转动连接于定滑轨且螺纹连接于丝杠块的往复丝杠、设于定滑轨且使得往复丝杠转动的丝杠电机,丝杠块带动静电喷枪移动的移动方向垂直于输送装置带动工件在室体内的移动方向。
6、通过采用上述技术方案,使得在工件位于室体内向前平移的过程中,静电喷枪进行竖移,以使得工件能获得较为充分的喷涂。
7、可选的,所述静电喷枪转动连接于喷枪滑块且转动轴线方向垂直于喷枪滑块移动方向。
8、通过采用上述技术方案,使得静电喷枪喷涂角度能进行调整,以更好适应于一些存在凹陷表面的工件均匀喷涂工作。
9、可选的,所述静电喷枪位于喷枪滑块中一端连接有拉伸弹簧,拉伸弹簧远离静电喷枪一端连接于喷枪滑块内部,拉伸弹簧连接于喷枪滑块和静电喷枪的两点间距大于静电喷枪的转动点和拉伸弹簧连接于喷枪滑块或静电喷枪的连接点的间距,定滑轨两端均固定连接有能抵接于静电喷枪以使得拉伸弹簧所在直线越过静电喷枪转动点的迫转块。
10、通过采用上述技术方案,使得在静电喷枪每次移动至定滑轨一端处要改变移动方向时,迫转块能抵接于静电喷枪使得静电喷枪的喷涂角度进行适应的改变,以更好适应于静电喷枪的移动方向,以便对工件各处进行更加充分的喷涂。
11、可选的,所述输送装置包括位置固定的导轨、滑动连接于导轨的输送块、一一对应设于导轨位于去碱水洗池、酸洗池、去酸水洗池、磷化池、钝化池和终洗池处的数组升降齿条、转动连接于输送块且能啮合于升降齿条的升降齿轮、同轴固定连接于升降齿轮的对调部、设于对调部以随同升降齿轮同步转动的蜗杆、啮合于蜗杆的蜗轮、同轴固定连接于蜗轮的带动齿轮、滑动连接于输送块且能进行高度改变的升降杆、固定连接于升降杆且啮合于带动齿轮的带动齿条、设于升降杆底端的旋转底杆、可拆卸连接于旋转底杆且供工件悬挂的挂件,每组升降齿条设置两个且使得升降齿轮进行不同方向的转动。
12、通过采用上述技术方案,在工件移动至需要下移进行浸泡的位置处时,升降齿条能先使得升降齿轮转动,以使得升降杆下移,移动到位后升降齿轮便脱离于升降齿条,以使得此时工件处于合适的浸泡位置并被输送块带动前移,在即将完成对应的浸泡时,升降齿轮和同组另一个升降齿条啮合,以使得此时升降齿轮反向转动,以使得此时工件上移,以便工件能顺利进入下一步的浸泡或相关处理,并且蜗轮蜗杆的设置使得在升降齿轮脱离于升降齿条的过程中,工件的高度不易发生改变。
13、可选的,所述旋转底杆转动连接于升降杆,输送块转动连接有套设于旋转底杆的旋转套,旋转套和旋转底杆之间能同步转动并沿旋转套转动轴线方向滑动,导轨位于脱脂喷淋室、去碱水洗池、酸洗池、去酸水洗池、磷化池、钝化池、终洗池、静电喷涂室和加热室处的部分均设有导轨齿条,旋转套同轴设有能啮合于导轨齿条的旋转齿轮。
14、通过采用上述技术方案,使得工件在进行对应的表面处理过程中,工件能够绕自身中心线转动,以使得工件表面处理效果更加充分,有助于提升工件的表面处理质量,以使得最终形成的保护膜更加充分均匀。
15、可选的,所述对调部包括同轴固定连接于蜗杆的随动杆、同轴固定连接于升降齿轮且滑动连接于随动杆的齿轮套、转动连接于齿轮套且能沿齿轮套转动轴线方向移动的调楔块,随动杆和齿轮套之间同步转动且能沿齿轮套轴线相对滑动。
16、通过采用上述技术方案,以使得在工件不能正常移动停止,并且此时工件处于浸泡过程中,而该浸泡时间过长会对工件表面造成损坏时,例如脱脂和酸洗,则可以将升降齿轮移动远离于升降齿条,以便通过外力来使得升降齿轮转动,以使得此时对应处于浸泡过程中的工件高度上升,以减少对工件的损坏。
17、可选的,所述导轨位于去碱水洗池和酸洗池之间的部分设有楔块电缸,楔块电缸动力杆设有动楔块,动楔块能抵接于调楔块以使得升降齿轮移动以和升降齿条相错位,输送块设有供调楔块滑动的基块,基块内设有对调楔块抵接于动楔块后所移动至的位置进行限定的限位机构。
18、通过采用上述技术方案,酸洗针对于工件表面的锈蚀,而一般工件表面不易存在锈蚀,而没有锈蚀的工件进行酸洗容易对工件表面造成损坏,为此,在工件从去碱水洗池中送出后,对应人员观察工件表面是否存在锈蚀,如果不存在则使得楔块电缸运动,以使得对应的动楔块能移动至和调楔块相抵接的位置处,以使得即将要移动至酸洗池处的工件的所对应的升降齿轮会和升降齿条相错位,以使得没有锈蚀的工件不会高度下降进行对应的酸洗,以对工件表面进行保护。
19、可选的,所述限位机构包括滑动连接于基块且能插接于调楔块的插块、设于基块且迫使插块朝向调楔块移动的插块弹簧,插块朝向调楔块一端始终抵接于调楔块。
20、通过采用上述技术方案,使得在调楔块带动升降齿轮移动至和升降齿条相错位的位置后,插块会插接于调楔块,以使得此时调楔块远离动楔块后,升降齿轮的位置也不易发生改变,以便工件在经过酸洗池和去酸水洗池的过程中高度不会下降。
21、可选的,所述插块远离调楔块一端设有能外露于基块的回位杆,导轨位于去酸水洗池和磷化池之间的部分设有能对回位杆进行吸引以使得插块远离于调楔块的磁力件,基块内设有迫使调楔块向基块外移动的回位弹簧,输送块设有能阻止调楔块脱离于基块的抵件。
22、通过采用上述技术方案,在工件经过去酸水洗池将要进入至磷化池时,输送块经过磁力件,以使得回位杆被吸附从而使得调楔块带动升降齿轮和升降齿条处于同一平面内的位置,以使得工件能顺利进行高度下降以进行对应的表面处理。
23、综上所述,本技术包括以下至少一种有益效果:
24、1.通过静电粉末喷涂的方式进行保护膜粉末的均匀喷涂,以使得工件表面能较为均匀的涂覆一侧保护膜,以便在后续激光雕刻的过程中,对应图案部分的保护膜能被充分去除的同时不易去除过度,以使得后续蚀刻所最终形成的图案质量不易受到较大影响;
25、2.迫转块能抵接于静电喷枪使得静电喷枪的喷涂角度进行适应的改变,以更好适应于静电喷枪的移动方向,以便对工件各处进行更加充分的喷涂。
- 还没有人留言评论。精彩留言会获得点赞!