一种火工品用高粘度胶液涂覆装置及方法与流程
本发明涉及火工品高粘度胶液涂覆,具体涉及一种火工品用高粘度胶液涂覆装置及方法。
背景技术:
1、手工涂覆高粘度胶液需依赖操作人员技能水平和熟练程度,容易导致高粘度胶液厚度均匀性不一致,产品质量存在波动。尤其火工品表面自动涂覆高粘度胶液需综合考虑防静电、防爆、防磕碰等安全因素,确保人员操作安全。对于高粘度胶液,尤其是某些与火工品表面粘附能力较差的高粘度胶液类型,可能会存在高粘度胶液与表面脱粘,随机的粘在药柱表面,发生大面积漏涂现象,影响产品质量。
2、现有技术中提供一种抛涂装置,包括供换胶模块、抛涂头模块、快换接头和透明软管;其中,供换胶模块、透明软管、快换接头和抛涂头模块依次同轴对接,实现将供换胶模块中的高粘度胶液输送至抛涂头模块中,并从抛涂头模块的轴端处输出,进行高粘度胶液抛涂;通过快换接头实现快速拆卸更换。但该装置无法保证高粘度胶液厚度的均匀性,切产品的边缘容易出现漏涂现象。
3、综上所述,急需一种火工品用高粘度胶液涂覆装置及方法以解决现有技术中存在的问题。
技术实现思路
1、本发明目的在于提供一种提高高粘度胶液涂覆均匀性、避免出现漏涂的火工品用高粘度胶液涂覆装置及方法,具体技术方案如下:
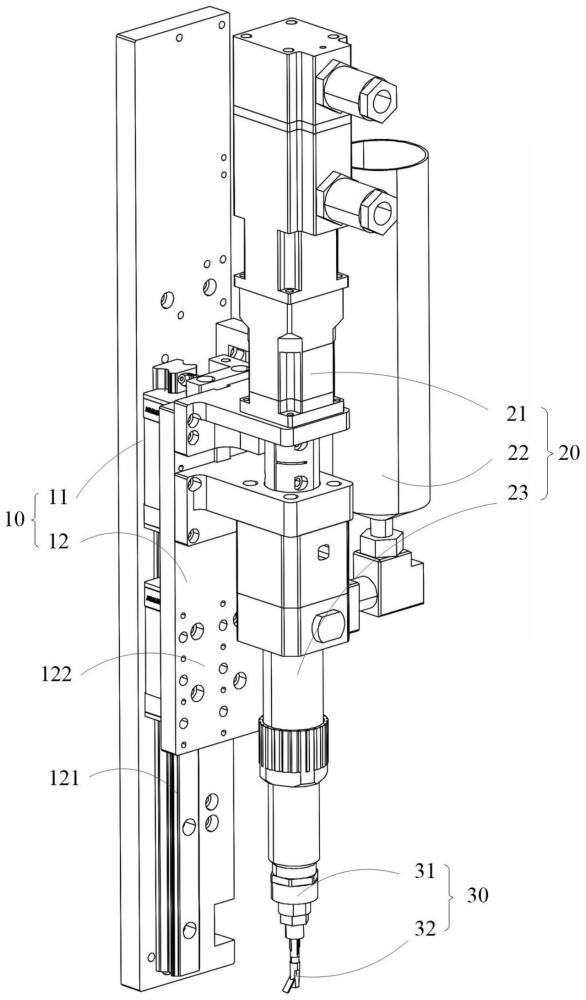
2、本发明提出一种火工品用高粘度胶液涂覆装置,设置于水平模组上,水平模组带动火工品用高粘度胶液涂覆装置沿第一方向移动,所述第一方向经过产品的中心,所述火工品用高粘度胶液涂覆装置包括升降机构(10)、出胶机构(20)、涂胶机构(30)和定位工装(40),所述升降机构(10)与水平模组连接,所述出胶机构(20)与所述升降机构(10)的输出端连接,所述涂胶机构(30)包括活动转接组件(31)和涂胶头(32),所述活动转接头(311)连通所述出胶机构(20)和所述涂胶头(32),所述涂胶头(32)包括胶头主体(321)和刮板(322),所述胶头主体(321)的侧壁形成切面(321a),所述切面(321a)与产品边缘轮廓相匹配,所述刮板(322)自所述胶头主体(321)向远离所述胶头主体(321)中心的方向延伸,且所述刮板(322)的底部与所述胶头主体(321)的底部平齐,所述刮板(322)的侧壁与产品边缘轮廓相匹配,且所述刮板(322)的侧壁与所述切面(321a)平滑过渡;所述定位工装(40)用于校正所述涂胶头(32)。
3、可选地,所述活动转接组件(31)包括依次连通的转接头(311)、锁紧套筒(312)、密封接头(313)和连接头(314),所述转接头(311)与所述出胶机构(20)连通,所述转接头(311)的底部呈渐缩设置形成锥形块(311a),所述锁紧套筒(312)套设于所述转接头(311)外且与所述转接头(311)螺纹连接,所述锁紧套筒(312)的内壁形成阶梯面(312a);所述密封接头(313)的边缘设有挡边(313a),所述密封接头(313)的内壁形成导向面(313b),所述导向面(313b)与所述锥形块(311a)的形状相匹配,且所述导向面(313b)与所述锥形块(311a)的侧壁滑动接触,所述挡边(313a)承托于所述阶梯面(312a)上;所述连接头(314)的一端与所述密封接头(313)螺纹连接,所述连接头(314)的另一端与所述胶头主体(321)螺纹连接。
4、可选地,所述定位工装(40)包括夹具(41)和指针(42),所述夹具(41)设有卡槽(411),所述卡槽(411)的形状与所述涂胶头(32)的形状相匹配;所述指针(42)与所述夹具(41)连接,且所述指针(42)沿所述夹具(41)的径向设置,所述指针(42)与所述卡槽(411)垂直设置,所述指针(42)带动所述夹具(41)转动至所述指针(42)与所述第一方向平行以校正所述涂胶头(32)。
5、可选地,所述出胶机构(20)包括防爆螺杆阀(21)、导流件(23)和点胶桶(22),所述防爆螺杆阀(21)和所述导流件(23)沿竖直方向间隔设置且均与所述升降机构(10)的输出端连接,所述防爆螺杆阀(21)的输出轴伸入所述导流件(23)中,所述防爆螺杆阀(21)用于推出所述导流件(23)中的高粘度胶液,所述导流件(23)连通所述点胶桶(22)和所述连接头(314)。
6、可选地,所述火工品用高粘度胶液涂覆装置还包括密封件(50),所述密封件(50)设置于所述导流件(23)与所述转接头(311)之间。
7、可选地,所述升降机构(10)包括安装基座(11)、导轨组件(12)和升降驱动件,所述安装基座(11)用于与所述三轴模组连接,所述导轨组件(12)包括滑轨(121)和连接座(122),所述滑轨(121)沿竖直方向设置于所述安装基座(11)上,所述连接座(122)滑动设置于所述滑轨(121)上,且所述连接座(122)与所述安装座(21)连接,所述升降驱动件设置于所述安装基座(11)上,且所述升降驱动件的输出端与所述连接座(122)连接。
8、可选地,所述连接座(122)上设有竖直设置的导向凸台(122a),所述防爆螺杆阀(21)的外壁开设有与所述导向凸台(122a)形状相匹配的第一导向槽(211),所述导向凸台(122a)与所述第一导向槽(211)的内壁滑动接触,且所述防爆螺杆阀(21)通过紧固件与所述连接座(122)连接;所述导流件(23)的外壁开设有与所述导向凸台(122a)形状相匹配的第二导向槽(231),所述导向凸台(122a)与所述第二导向槽(231)的内壁滑动接触,且所述导流件(23)通过紧固件与所述连接座(122)连接。
9、可选地,所述刮板(322)为防静电材质,所述涂胶头(32)为一体成型制件;和/或,所述胶头主体(321)为金属制件。
10、可选地,所述火工品用高粘度胶液涂覆装置还包括旋转平台和控制模块,所述旋转平台正对所述涂胶机构(30)设置,所述旋转平台用于带动产品转动,所述控制模块分别与所述旋转平台、所述升降平台和所述出胶机构(20)电连接。
11、本发明还提出一种火工品用高粘度胶液涂覆方法,采用如上所述的火工品用高粘度胶液涂覆装置,所述火工品用高粘度胶液涂覆方法包括:
12、s1:组装火工品用高粘度胶液涂覆装置,并将升降机构(10)与水平模组连接,其中活动转接头(311)与出胶机构(20)不锁紧;
13、s2:用定位工装(40)校正涂胶头(32),锁紧活动转接头(311)与出胶机构(20),其中,用定位工装(40)校正涂胶头(32)包括:
14、将涂胶头(32)卡入夹具(41)的卡槽(411)中;
15、转动指针(42),直至指针(42)与所述第一方向平行;
16、锁紧活动转接组件(31)与出胶机构(20);
17、s3:将产品固定在旋转平台上;
18、s4:控制模块启动水平模组,水平模组带动火工品用高粘度胶液涂覆装置沿第一方向移动,启动升降机构(10)带动出胶机构(20)下降,直至涂胶头(32)移动至点胶初始位置,其中,涂胶头距离产品表面0.5mm±0.2mm,点胶初始位置的坐标精度为0.1mm;
19、s5:控制模块启动旋转平台和水平模组,旋转平台带动产品旋转,水平模组带动涂胶头沿第一方向移动,同时启动防爆螺杆阀(21)将高粘度胶液挤出涂胶头(32),涂胶头(32)上的刮板(322)将高粘度胶液刮平在产品表面,其中,涂胶头(32)移动速度沿远离产品中心的方向逐渐减小,取值为1.6mm/s至2mm/s,产品旋转速度与涂胶头(32)移动速度成反比,取值为55r/min-140r/min,出胶速度控制恒定;
20、s6:涂覆完成后更换另一待涂覆产品,重复步骤s5,直至完成本批次产品的涂覆作业。
21、本发明的技术方案中,首先水平模组带动升降机构移动,以使涂胶机构移动至待涂覆产品的上方,升降机构再驱动出胶机构下降,以带动涂胶机构的涂胶头靠近产品表面,涂覆作业时,出胶机构将高粘度胶液推至涂胶机构中,高粘度胶液从胶头主体流到产品表面,同时产品进行旋转运动,胶头主体在产品表面做圆周运动,刮板将胶头主体流出的高粘度胶液刮平在产品表面,使高粘度胶液均匀地涂覆粘附在产品表面,解决了与火工品表面粘附能力较差的高粘度胶液漏涂的问题;且产品旋转的同时水平模组则带动升降机构沿第一方向移动,从而使胶头主体沿产品的径向移动,以在产品表面进行同心圆式或螺旋线式涂覆,且胶头主体的侧壁形成与产品边缘轮廓相符的切面,刮板的侧壁与产品边缘轮廓相匹配,从而胶头主体和刮板与产品边缘贴合,以使涂胶头能够沿产品边缘做圆周运动,保证涂胶头能够涂覆产品表面的最外围区域,实现了产品的全面涂覆,避免出现漏涂,定位工装能够校正涂胶头,从而进一步保证涂覆效果。
22、除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
- 还没有人留言评论。精彩留言会获得点赞!