一种球头涂胶装置的制作方法
本技术涉及一种球头涂胶装置,属于生产自动化。
背景技术:
1、自动化生产线是指由自动化机器体系实现产品工艺过程的一种生产组织形式。它是在连续流水线的进一步发展的基础上形成的。其特点是:加工对象自动地由一台机器传送到另一台机器,并由机器自动地进行加工、装卸、检验等;工人的任务仅是调整、监督和管理生产线,不参加直接操作;所有的机器设备都按统一的节拍运转,生产过程是高度连续的。
2、皮制球生产过程包括炼胶、制皮、穿孔、粘球头、球内胆成形、硫化、检验、缠纱、贴皮、打印图案商标、外观检验、包装入库等多道工序,其中部分工序机械化程度较高,但有些工序还是需要人工手工完成。其中在进行粘球头工序时,球头需要预先涂胶,再加热升温至胶水的粘合温度,才可进行粘球头工序。球头主要有气嘴和球头唇边组成,其中球头唇边为涂胶面,由于球头唇边质地较软,不易于利用机械进行夹持涂胶,并且有的种类的球头需要在球头两侧的涂胶面都进行涂胶,与球胆和外皮进行粘连。因此现有生产方式主要依靠人工手动进行涂胶,导致产品质量易受人工个人技术限制,出现质量稳定性低,且采用人工手动涂料,生产效率低,人工劳动强度大。
3、现有技术中,采用涂料机构进行自动化涂料,其工作流程为:将球头放置于产品安装座内,采用喷涂的方式,利用压缩空气将胶水喷涂在球头唇边上。但这类涂料方式,也存在不足之处。为了保证喷涂质量,在喷涂前需要对球头进行表面清洁,以提高胶水附着力。还需要对球头的气嘴进行避涂处理,避免胶水堵塞气嘴。导致生产流程长,生产效率不高。另外采用喷涂的方式也会造成胶水用量的增加。在实际生产中,喷涂方式生产的球头,相对采用涂刷方式生产的球头,产品使用周期短,会出现球头早期脱落的问题。因此亟需一种球头涂胶装置以解决上述问题。
技术实现思路
1、对现有技术中存在的问题与不足,本技术提供一种球头涂胶装置,旨在解决上述技术问题。
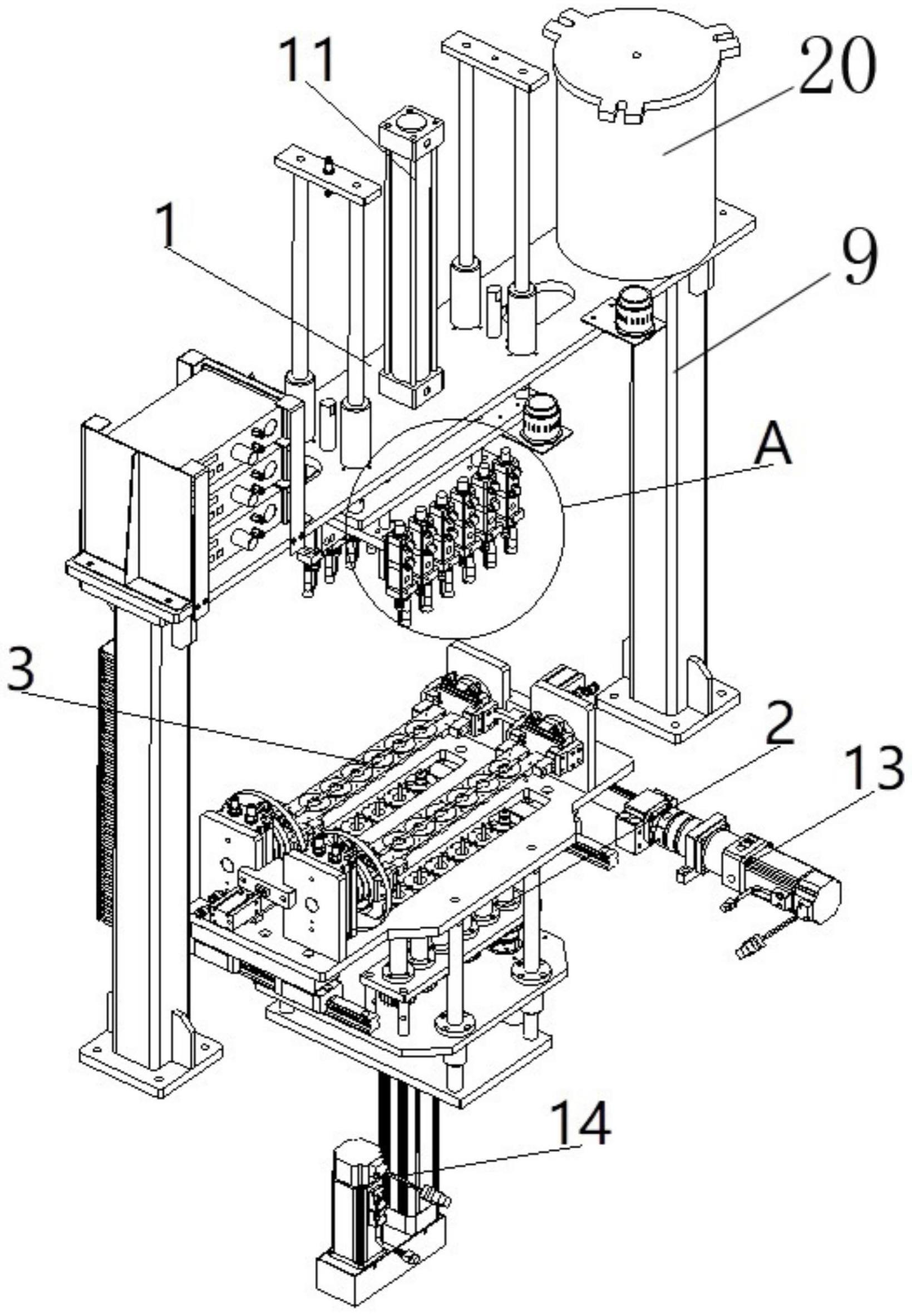
2、为实现上述目的,本技术提供如下技术方案:一种球头涂胶装置,包括支架、涂胶装置、球头安装装置、夹持装置和动力装置;球头安装装置包括安装板、滑动板和球头安装杆;安装板安装于支架,且安装板上设有导向杆,滑动板沿径向滑动安装于导向杆;球头安装杆安装于滑动板,且其一端与动力装置的动力端连接,通过动力装置的驱动沿水平方向进行旋转运动,另一端设有顶针,用于安装球头的气嘴;夹持装置的一端安装有夹爪,另一端转动安装于安装板,并与动力装置的动力端连接,通过动力装置的驱动沿径向进行旋转运动;涂胶装置包括涂胶架和胶枪;涂胶架沿径向滑动安装于支架,胶枪安装于涂胶架。
3、具体的,支架包括门型架、滑轨和两个滑轨安装架;两个滑轨安装架相对平行设置,滑轨安装架上侧分别固定安装有滑轨;球头安装装置的安装板滑动安装于滑轨;门型架跨设于两个滑轨安装架的两侧,涂胶装置安装于门型架中部的连接板。
4、具体的,动力装置包括伸缩气缸、旋转气缸、翻转气缸、横移气缸和升降气缸;伸缩气缸安装于门型架中部的连接板,且其动力端与涂胶架固定连接;翻转气缸安装于安装板,且其动力端与夹持装置连接;旋转气缸安装于滑动板,且其动力端与球头安装杆连接;横移气缸安装于滑轨安装架,且其动力端与安装板连接;升降气缸安装于安装板,且其动力端与滑动板固定连接。通过设置横移气缸和旋转气缸,实现胶枪对球头的唇边进行涂胶时,胶枪抵靠于球头唇边的中心位置,球头安装杆经旋转气缸的驱动进行旋转运动,带动球头进行旋转,再通过横移气缸安装板驱动安装板沿水平方向做水平横移运动,实现球头相对胶枪进行横移,从而实现胶枪对球头的唇边表面进行涂胶,保证涂胶质量,同时通过设置横移气缸,能实现满足不同尺寸的球头的涂胶要求,产品适用范围广。
5、具体的,球头安装杆的数量为若干个,若干个球头安装杆均分为两组,两组球头安装杆相对平行安装于滑动板;滑动板设有两个齿轮安装架,齿轮安装架上间隔设有若干个安装通孔;两组球头安装杆分别安装于齿轮安装架的安装通孔内,且球头安装杆的一端设有从动齿轮,作为连接端,另一端设有顶针,作为气嘴安装端;每组球头安装杆的连接端的从动齿轮相互啮合,且旋转气缸的动力端设有驱动齿轮,驱动齿轮与一侧的球头安装杆的从动齿轮相啮合。
6、具体的,夹持装置包括两组夹爪安装架,两组夹爪安装架安装于安装板,且与两组球头安装杆位置相对应;每组夹爪安装架包括两个子安装架和两个旋转板,两个子安装架相对平行安装于安装板,且在两个子安装架的相对内侧分别转动安装有旋转板,两个旋转板之间连接有夹爪,且其一侧的旋转板与翻转气缸的动力端固定连接。通过设置相对平行的旋转板,并在旋转板之间连接夹爪,可实现通过夹爪对球头进行夹持,并通过翻转气缸驱动旋转板进行180度翻转运动,可实现对球头的双面唇边进行涂胶工序,满足球头的不同涂胶要求,装置的产品适用性高。
7、具体的,夹爪包括两个夹板和夹紧气缸;旋转板上设有滑槽,两个夹板的两端分别滑动安装于两侧的旋转板的滑槽内,且两个夹板的一侧与夹紧气缸的动力端连接。
8、具体的,两个夹板的相对内侧分别设有若干个凹槽,两个夹板夹紧时,相对的凹槽之间形成一与球头气嘴形状相适配的夹紧卡槽。通过设置两个相对安装的夹板作为球头的夹持工具,在夹板上设置凹槽形成夹紧卡槽,通过夹紧卡槽夹持球头气嘴的方式对球头进行夹持,实现对球头进行夹持时,不会对唇边的涂胶层造成影响,保证涂胶质量。
9、具体的,涂胶装置设有导杆和胶桶;门型架的中部连接板上设有导杆安装孔;导杆滑动安装于导杆安装孔内,且其一端与涂胶架固定连接;胶桶固定安装于门型架的中部连接板。
10、具体的,胶枪的数量为若干个;若干个胶枪分为两组,且胶枪与球头安装杆一一对应;胶枪的一端设有出胶管和毛刷;若干个出胶管的一端相互联通并与胶桶的出胶口连接。这样设置可实现通过出胶管将胶水涂在球头的唇边上,同时在球头做旋转运动和横移运动时,通过毛刷将胶水沿唇边涂抹均匀,保证涂胶质量。
11、具体的,球头安装杆的顶针外侧的杆体上滑动安装有球头托架;球头托架的中部向内凹陷,形成一与气嘴形状相适配的气嘴凹槽,且气嘴凹槽的顶部沿水平方向朝外延伸,形成一用于放置唇边的唇边支撑台;球头托架的唇边支撑台的外侧底部与球头安装杆之间连接有压缩弹簧。通过设置唇边支撑台,由于球头包括气嘴和唇边,唇边的一连接有气嘴,呈凸起状,唇边的另一侧呈平面状,当需要对球头对气嘴侧的唇边进行涂胶时,球头是放置于顶针,平面侧的唇边由球头托架的支撑台进行支撑;当对平面侧的唇边进行涂胶时,球头放置于顶针,此时气嘴落入气嘴凹槽,气嘴侧的唇边由唇边支撑板进行支撑,完成涂胶后,由于气嘴是落入气嘴凹槽的,夹板无法直接夹持球头,需要球头安装杆沿径向向上升起,带动球头朝夹持装置运动,顶针从两个夹板之间的间隙穿过,而唇边支撑台的外侧抵靠于两个夹板,接着球头安装杆继续向上升起,带动压缩弹簧进行压缩,唇边支撑台与顶针发生相对滑动,实现气嘴从气嘴凹槽内脱离出,此时夹板即可对气嘴进行夹持,最后球头安装杆沿径向向下运动,球头则由夹板夹持住,
12、与现有技术相比,本技术的有益效果在于:
13、1.本技术的球头涂胶装置,通过设置涂胶装置和球头安装装置,将球头的气嘴气道插入球头安装杆一端的顶针,实现球头的放置,球头安装杆由旋转气缸驱动进行转动,球头的唇边通过胶枪的出胶管和毛刷进行涂胶,本技术的涂胶装置可代替人工,相比喷涂式涂胶方式,本技术的涂胶装置无需进行避涂工序,生产效率高,降低涂胶用量,可降低生产成本。
14、 2.在前述的基础上,通过设置横移气缸以驱动安装板进行横移运动,实现对球头进行涂胶时,安装板的横移,带动球头相对胶枪进行水平横移运动,实现对唇边表面进行全面涂胶工序,保证涂胶质量,也提高涂胶装置的产品适用范围。
15、3.在前述的基础上,考虑到有的球头需要进行双面唇边涂胶面的涂胶,本技术通过设置翻转气缸,以驱动夹爪夹持住球头后,进行180度翻转运动,实现对球头的双面唇边进行涂胶工序,满足不同球头的不同涂胶要求。同时本技术的夹爪设置为夹板式,夹板的板体上设置有凹槽,以形成夹持卡槽,通过夹持卡槽对球头的气嘴进行夹持,不会对唇边的涂胶层造成影响,保证涂胶质量。
16、4. 在前述的基础上,考虑到球头唇边质地较软,不利于机械夹持和在涂胶时,唇边易变形,导致涂胶不均的情况,本技术通过在球头安装杆的顶针外侧设置球头托架,唇边通过放置于唇边支撑台,可实现在涂胶时,唇边处于水平方向状态,便于进行涂胶,同时设置气嘴凹槽,可实现当对球头气嘴凸起侧的唇边进行涂胶时,球头放置于顶针,气嘴落入气嘴凹槽内,保证唇边放置于唇边支撑台,亦是为了便于涂胶,提高涂胶质量。
- 还没有人留言评论。精彩留言会获得点赞!