基于图像处理的点胶机多目标路径优化方法及系统与流程
本发明涉及点胶控制,更具体涉及一种基于图像处理的点胶机多目标路径优化方法及系统。
背景技术:
1、随着制造业的不断发展和自动化水平的提高,点胶机作为一种重要的生产工具,在生产过程中起到了至关重要的作用,对点胶机的精度问题也越来越凸显,特别是点胶机的精度问题,在现有技术中,例如:中国专利cn114505207b,该发明提供了一种均匀涂覆点胶机运动控制方法及系统,在传统的五轴联动(rtcp)基础上增加了一个实时胶量控制轴输出信号。获取当前时刻一加工件加工点相对于机台坐标系的一运动矢量vω,获取当前时刻一点胶头相对于机台坐标系的一空间运动矢量vm,根据运动矢量vω和空间运动矢量vm合成相对运动相关联的一实时输出信号,基于所述实时输出信号控制点胶阀的一出胶速度。该发明可实现对复杂曲面工件表面点胶工作,同时保证点胶头方向作业的均匀涂覆效果,避免胶线产生堆胶和断胶的现象。又例如:韩国专利kr102401728b1,公开了一种精密分配控制系统。精密点胶控制系统包括上位控制器、dsp模块、伺服电机驱动器、伺服电机编码器、激光或喷嘴装置,上位控制器采用pwm(推荐标准)232通讯接口与dsp模块.pulse widthmodulation)设置信息,伺服电机驱动器通过对伺服电机编码器的监控将伺服电机编码器的当前编码器值实时发送给dsp模块,dsp模块发送从伺服电机驱动器接收到的编码器。基于值对pwm设置信息产生pwm控制信号,并且基于产生的pwm控制信号控制激光器或喷嘴装置。因此,可以通过pwm控制方式精确控制点胶,即使在加减速区间也可以进行均匀点胶,从而可以完全消除出现的涂布宽度和厚度的不均匀性在分配过程中。虽然都实现了均匀点胶,但是都没有考虑直线点胶和弯道点胶的均匀点胶及其区别,并采用不同的点胶方式实现在行进速度发生改变时,都能够实现均匀点胶。
技术实现思路
1、为了更好的解决上述问题,本发明提供一种基于图像处理的点胶机多目标路径优化方法,所述方法包括如下步骤:
2、步骤s1:获取预设点胶轨迹,以所述点胶轨迹的顶点为原点创建坐标系,并获取所述点胶轨迹在所述坐标系中的坐标;
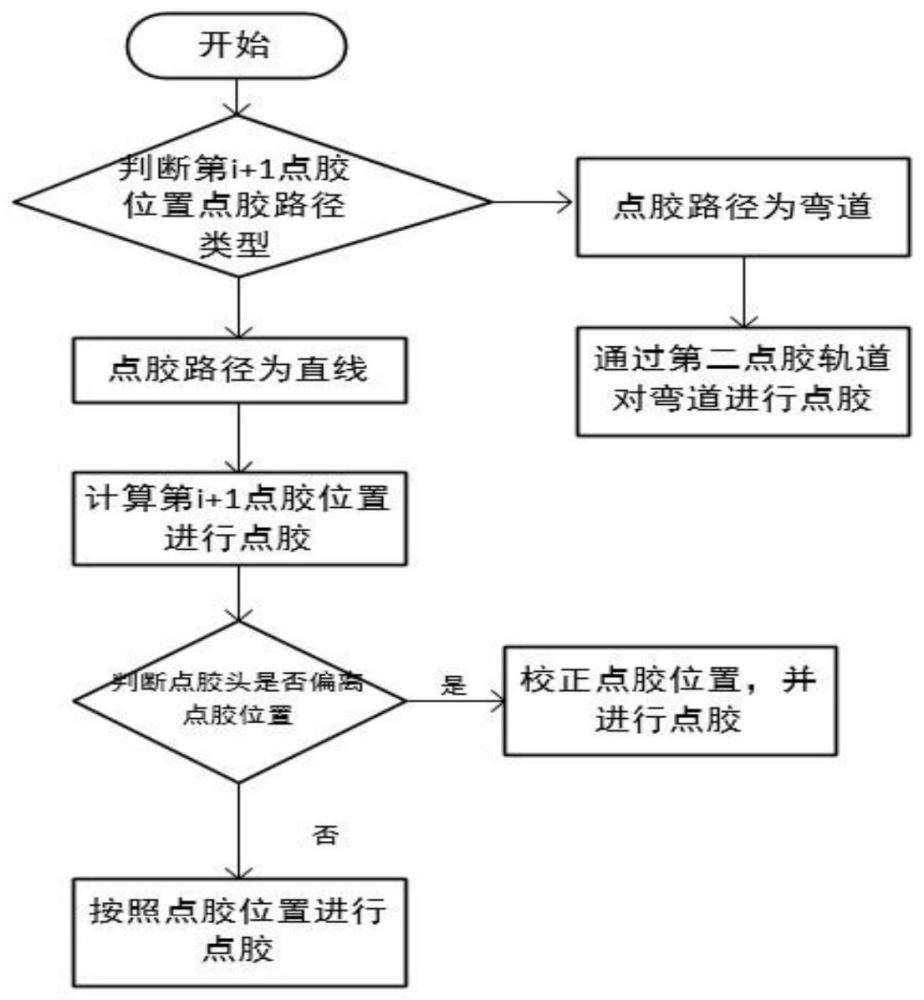
3、步骤s2:通过摄像单元实时拍摄的深度图像获取并基于所述点胶轨迹中第i-1点胶位置的坐标、第i点胶位置的坐标及第i+1点胶位置的坐标,计算所述第i-1点胶位置指向第i点胶位置的第一向量和所述第i点胶位置指向所述第i+1点胶位置的第二向量的夹角,所述夹角小于第一阈值时,所述第i+1点胶位置的点胶路径为直线,所述夹角大于等于所述第一阈值时,所述第i+1点胶位置的点胶路径为弯道;
4、步骤s3:在所述第i+1点胶位置的点胶路径为直线时,基于所述第i点胶位置坐标和所述第i+1点胶位置坐标获取所述第i点胶位置到所述第i+1点胶位置的点胶距离,根据所述第i+1点胶位置处的所述点胶轨迹的宽度和预设点胶厚度计算所述第i+1点胶位置处的点胶量,基于所述点胶距离和预设行进速度设置点胶速度,根据所述点胶量和所述点胶速度对所述第i+1点胶位置进行点胶;
5、步骤s4:在所述第i+1点胶位置的点胶路径为弯道时,基于所述点胶轨迹获取所述弯道的第一点胶轨道,基于所述第一点胶轨道获取第二点胶轨道,其中所述第一点胶轨道和所述第二点胶轨道同心,且所述第二点胶轨道半径小于所述第一点胶轨道半径,通过所述第二点胶轨道对所述弯道进行点胶;
6、其中,所述摄像单元位于点胶头的一侧。
7、作为本发明一种更优选技术方案,所述弯道为圆弧,其中所述弯道外侧和内侧设置有凹槽,i的取值范围为大于等于1小于等于n-1的正整数,n为所述点胶轨迹中点胶位置的数量,n大于等于2。
8、作为本发明一种更优选技术方案,所述第i点胶位置的获取包括:
9、将所述点胶轨迹从起始位置开始以所述点胶轨迹的宽度为直径画内切圆,并将所述点胶轨迹划分为n个相邻外切的所述内切圆,其中从起始位置开始第i内切圆的圆心坐标为所述第i点胶位置的坐标,所述第i内切圆为所述第i点胶位置的点胶区域。
10、作为本发明一种更优选技术方案,所述步骤s3包括:
11、步骤s31:在所述第i+1点胶位置的点胶路径为直线时,基于所述第i点胶位置的坐标和所述第i+1点胶位置的坐标计算从所述第i点胶位置指向所述第i+1点胶位置的所述第二向量,基于所述第二向量计算所述第i点胶位置到所述第i+1点胶位置的距离,并基于所述距离和所述预设行进速度的比值获取所述第i点胶位置到所述第i+1胶位置的点胶时间差,并根据所述点胶时间差获取所述直线点胶速度;
12、步骤s32:通过所述第i+1点胶位置处对应所述点胶轨迹的宽度,计算所述第i+1点胶位置处的点胶面积,基于所述点胶面积和所述预设点胶厚度获取所述第i+1点胶位置的直线点胶量;
13、步骤s33:基于所述第i+1点胶位置的直线点胶量、所述直线点胶速度和所述预设行进速度对所述第i+1点胶位置进行点胶。
14、作为本发明一种更优选技术方案,所述步骤s4包括如下步骤:
15、步骤s41:在所述第i+1点胶位置的点胶路径为弯道时,通过所述点胶轨迹获取所述弯道的中心线作为所述第一点胶轨道,所述第一点胶轨道的半径为r,通过所述第一点胶轨道获取与所述第一点胶轨道同心且半径为0.9r的第二点胶轨迹,其中所述弯道外侧和内侧设置有凹槽;
16、步骤s42:从所述弯道起始位置开始以所述弯道的宽度为直径在所述弯道内画多个圆形点胶区,相邻两个所述圆形点胶区相外切,将第j圆形点胶区的圆心与所述第二点胶轨道的圆心连线,并将所述连线与所述第二点胶轨道的交点作为第j点胶位置,并基于所述第j圆形点胶区的点胶量对所述第j点胶位置进行点胶;
17、j的取值为大于等于1小于等于m的正整数,m为所述弯道内所述圆形点胶区的数量。
18、作为本发明一种更优选技术方案,在对所述弯道进行点胶时,获取所述弯道起始点胶位置的坐标,并基于所述起始点胶位置的坐标和所述起始点胶位置前一点胶位置的坐标计算所述起始点胶位置与所述起始点胶位置的前一点胶位置的中点位置坐标,并将所述中点位置坐标作为所述弯道的起始点胶位置坐标。
19、作为本发明一种更优选技术方案,所述步骤s3还包括:通过所述深度图像获取所述第i点胶位置处点胶头的点胶坐标,基于所述第i点胶位置的坐标和所述点胶坐标获取第三向量,在所述第三向量小于设定值时,对所述第i点胶位置进行正常点胶。
20、作为本发明一种更优选技术方案,在所述第三向量大于等于所述设定值时,所述点胶头在所述第i点胶位置处的点胶坐标发生偏移;以所述点胶坐标为圆心获取与所述第i点胶位置对应的第一点胶区域相内切的圆并作为第二点胶区域,并将所述第一点胶区域内除所述第二点胶区域之外的第三点胶区域划分为m个子点胶区域,所述子点胶区域都是与所述第一点胶区域相内切的圆,并分别基于所述第二点胶区域和每一所述子点胶区域的面积及所述预设点胶厚度计算所述第二点胶区域和每一所述子点胶区域的点胶量,并对所述第二点胶区域和每一所述子点胶区域进行点胶。
21、作为本发明一种更优选技术方案,在所述点胶速度跟不上所述预设行进速度时,通过减小胶水的粘度来提高点胶速度,使得所述预设行进速度和所述点胶速度相匹配,还通过增加所述弯道的点胶量增加所述弯道的应力。
22、本发明还提供一种基于图像处理的点胶机多目标路径优化系统,所述系统用于实现上述的方法,所述系统包括:
23、创建单元,用于获取预设点胶轨迹,以所述点胶轨迹的顶点为原点创建坐标系,并用于获取所述点胶轨迹在所述坐标系中的坐标;
24、摄像单元,用于实时拍摄的深度图像;
25、判断单元配置为:基于所述点胶轨迹中第i-1点胶位置的坐标、第i点胶位置的坐标及第i+1点胶位置的坐标,计算所述第i-1点胶位置指向第i点胶位置的第一向量和所述第i点胶位置指向所述第i+1点胶位置的第二向量的夹角,所述夹角小于第一阈值时,所述第i+1点胶位置的点胶路径为直线,所述夹角大于等于所述第一阈值时,所述第i+1点胶位置的点胶路径为弯道;
26、计算单元配置为:在所述第i+1点胶位置的点胶路径为直线时,基于所述第i点胶位置坐标和所述第i+1点胶位置坐标获取所述第i点胶位置到所述第i+1点胶位置的点胶距离,根据所述第i+1点胶位置处的所述点胶轨迹的宽度和预设点胶厚度计算所述第i+1点胶位置处的点胶量,基于所述点胶距离和预设行进速度设置点胶速度,根据所述点胶量和所述点胶速度对所述第i+1点胶位置进行点胶;
27、在所述第i+1点胶位置的点胶路径为弯道时,基于所述点胶轨迹获取所述弯道的第一点胶轨道,基于所述第一点胶轨道获取第二点胶轨道,其中所述第一点胶轨道和所述第二点胶轨道同心,且所述第二点胶轨道半径小于所述第一点胶轨道半径,通过所述第二点胶轨道对所述弯道进行点胶;
28、其中,所述摄像单元位于点胶头的一侧。
29、与现有技术相比,本发明的有益效果至少如下所述:
30、本发明通过点胶轨迹上第i-1点胶位置、第i点胶位置和第i+1点胶位置的坐标判断上述第i+1点胶位置的点胶路径为直线还是弯道,在上述第i+1点胶位置为直线时,通过计算点胶头从第i点胶位置到第i+1点胶位置的时间,并基于上述时间设置点胶速度,从而使得在上述点胶头的行进速度增大或者减小时,避免造成点胶的间断和重叠,实现均匀点胶,还在上述点胶头相对于点胶位置偏移夹角大于第一阈值时,通过将上述点胶头所在点胶区重新划分点胶区域进行点胶达到点胶偏移校正的目标,在上述第i+1点胶位置为弯道时,由于收到离心力的作用,会使得点胶时胶水产生偏心,通过第二点胶轨道对上述弯道进行点胶,并配合上述弯道内外侧的凹槽,不仅能够实现均匀点胶,还避免了在通过上述弯道时减速的问题,同时在胶水的点胶速度小于胶头的行进速度时,通过减小上述胶水的粘度来提高上述胶水的点胶速度,通过上述技术方案的相互配合不仅能够实现在上述行进速度改变时,保持均匀点胶,还能够使得在通过弯道时,不需要减速就能通过,从而进一步提高了点胶精度。
- 还没有人留言评论。精彩留言会获得点赞!