一种用于环状表面微量可控刷胶的机构和方法与流程
本发明涉及一种用于环状表面微量可控刷胶的机构和方法,尤其适用于壳体环状内锥面的均匀微量可控刷胶,属于火工品装配。
背景技术:
1、在火工品装配过程中,经常需要在两个环状零件的配合表面涂刷环氧树脂胶液以起到粘接固定和密封的作用。其中,特别是针对锥形插塞点火器类等产品要求其零件内锥面配合面之间的目标刷胶量仅为毫克级,否则会造成多余胶液溢出污染非涂胶部位,导致产品报废。目前装配领域存在的刷胶方式主要有两种,一种是人工刷胶,一种是自动或半自动刷胶,两者各有优势但却无法互补。人工刷胶方面,具有灵活性,适用于各种形状和尺寸的工件,刷胶效果直观的特点;也是火工品环状表面主要的刷胶方式。但该方式始终属于落后的工艺方法,一方面涂刷质量依赖于操作人员技能水平,存在不稳定;另一方面,更不适用于面向未来的自动化装配产线的建设需要。自动或半自动刷胶方面,最常用的是基于气动点胶机搭配点胶针筒直接进行点胶作业,但该种方式点胶量普遍较大,且点胶精度受胶液粘度状态、环境温度等多种因素综合影响,特别是火工品广泛采用的环氧树脂胶液其粘度随温度为非线性变化,点胶压力和点胶时间参数匹配难度非常大,点胶精度控制难度大,无法满足稳定的持续的微量可控刷胶的目的。现有常见刷胶方法中,通过刷胶辊或刷胶盘直接与被刷件接触进行刷胶的方法涂刷的刷胶量大,只适用于在平面刷胶,不能满足小尺寸环状表面刷胶需求;通过气动点胶机进行点胶的方法只能适用于外表面刷胶,不能满足环状内表面刷胶目的;采用活塞泵方式进行定量点胶,虽然在点胶精度上比气动点胶机要高,但胶液一旦固化后便无法恢复到流体状态,造成活塞泵核心器件的报废,使得加工成本增加,根本不具备应用价值。
2、综上所述,现有的技术无法满足类型火工品环状表面特别是环状内锥面的微量可控刷胶的需求。
技术实现思路
1、本发明的目的在于克服上述缺陷,提供一种用于环状表面微量可控刷胶的机构和方法,解决了现有刷胶方法无法满足火工品环状表面微量可控刷胶需求的技术问题,本发明能够实现火工品环状表面刷胶量和刷胶位置的精准可控,有效提高刷胶质量和刷胶效率,在火工品装配领域具有广泛的应用前景。
2、为实现上述发明目的,本发明提供如下技术方案:
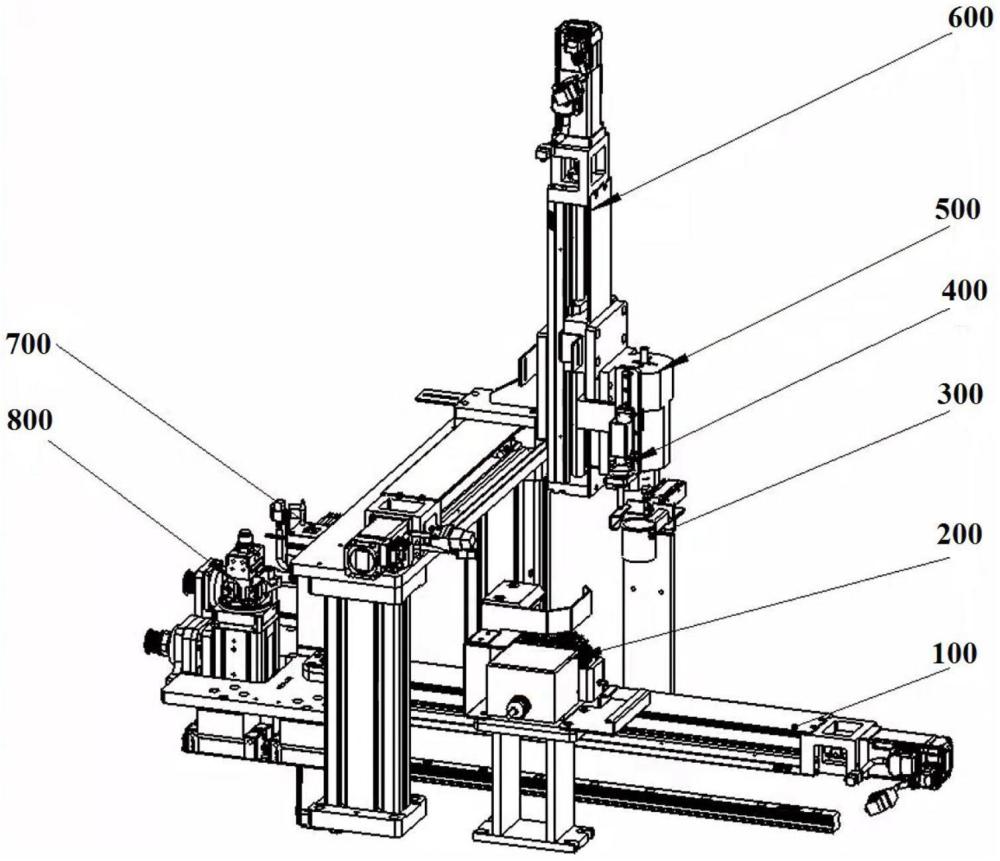
3、一种用于环状表面微量可控刷胶的机构,包括:电动夹爪、电动夹爪旋转驱动机构、第一伺服移动模组、点胶针头、仿形戳胶治具和第二伺服移动模组;
4、电动夹爪用于夹持被刷工件,在初始状态下,电动夹爪的旋转轴为竖直状态,可以带动被刷工件旋转;
5、电动夹爪旋转驱动机构用于在点胶过程中调整电动夹爪的倾斜角度;经角度调整后,电动夹爪的旋转轴也即为倾斜状态,但也可以沿自身旋转轴旋转;第一伺服移动模组用于带动电动夹爪在上下料工位和刷胶工位之间移动;
6、第二伺服移动模组用于带动点胶针头或仿形戳胶治具在刷胶工位、等待工位、仿形戳胶治具清擦工位等移动;点胶针头用于在刷胶位置对被刷工件进行点胶;仿形戳胶治具用于在刷胶位置对被刷工件进行刷胶。
7、进一步的,电动夹爪旋转驱动机构包括从同步带轮、减速机和伺服电机;
8、从同步带轮包括主动轮、从动轮和连接主动轮和从动轮的皮带;
9、从动轮安装于电动夹爪侧面,从动轮的旋转轴与水平面平行;主动轮与减速机连接,伺服电机通过减速机驱动主动轮旋转,主动轮的旋转依次带动从动轮和电动夹爪旋转,使点胶过程中被刷工件的点胶表面与点胶针头垂直。
10、进一步的,仿形戳胶治具为与被刷工件内锥面形状匹配的锥形结构;
11、仿形戳胶治具与被刷工件的内锥面配合后进行旋转,实现刷胶;
12、仿形戳胶治具与被刷工件的内锥面配合时,二者之间存在间隙,通过控制间隙的尺寸实现对刷胶厚度的控制。
13、进一步的,仿形戳胶治具的锥形表面设有用于存储多余胶液的凹槽。
14、进一步的,还包括点胶针头位置校准装置;
15、点胶针头位置校准装置包括光纤传感器和接触式限位开关,二者在x方向上并列排布,共同通过机加件安装固定在连接板上,连接板又通过滑台安装在导轨上,可以在x方向上移动。光纤传感器用于校准点胶针头在水平面上(x、y方向)的位置,接触式限位开关用于校准点胶针头在竖直方向上(z方向)的位置。
16、点胶针头位置校准装置安装好后,光纤传感器和接触式限位开关的z方向和y方向位置坐标固定不变,仅x方向位置坐标可随x轴伺服模组变化;但由于点胶针头位置校准装置和电动夹爪共同安装固定在连接板上,二者的相对位置关系固定不变,因此无论x轴伺服模组运动到何处,光纤传感器和接触式限位开关的x方向位置坐标始终相对电动夹爪位置不变。工作时,点胶针头位置校准装置先随x轴伺服模组从上下料工位移动到刷胶工位进行针头x、y、z三个方向的位置校准,然后再回到上下料工位等待上料。
17、进一步的,点胶针头先插入光纤传感器中间的方形腔内部,并使点胶针头分别从x方向和y方向移动到方形腔的中心部位直至被方形腔两侧的光电检测到,即完成了x和y方向的位置校准,得到点胶针头在x方向原点坐标和点胶针头在y方向的原点坐标;后点胶针头再移动到接触式限位开关上方,沿z方向缓慢向下移动,直至触发接触式限位开关,即完成了z方向的位置校准,得到点胶针头在z方向的原点坐标;
18、根据点胶针头在x、y、z方向的原点坐标距其他工位的距离对点胶针头进行控制,实现点胶针头在各工位的精准定位。
19、进一步的,还包括仿形戳胶治具余胶清擦装置;
20、仿形戳胶治具余胶清擦装置包括底座、左刷胶轮、右刷胶轮、清洗池和风干装置;
21、清洗池安装于底座上,清洗池内部容纳清洗剂,左刷胶轮和右刷胶轮对称安装于清洗池上方,风干装置设置于左刷胶轮和右刷胶轮上方,沾有胶液的仿形戳胶治具在清洗池内清洗后自下而上从两个刷胶轮之间穿过,利用风干装置对仿形戳胶治具进行吹干。
22、进一步的,通过胶液温度控制装置控制点胶所用胶液处于恒温。
23、进一步的,还包括余胶清擦装置;
24、余胶清擦装置安装在伺服模组外侧的机台上,整体位于刷胶工位旁边,其包括接胶气缸、泡沫棉固定架、接胶杯和支架;
25、支架用于支撑泡沫棉固定架,泡沫棉固定架两侧设有滑轨,接胶杯安装于泡沫棉固定架上并与滑轨配合,接胶杯上方可以覆盖泡沫棉,接胶气缸用于推动接胶杯沿滑轨移动,以调整接胶杯的位置;点胶针头点胶完成后,点胶针头向下运动穿过泡沫棉将多余胶液留存于接胶杯内。
26、一种用于环状表面微量可控刷胶的方法,采用上述一种用于环状表面微量可控刷胶的机构实现,包括:
27、s1初始状态下,电动夹爪、点胶针头位置校准装置位于上下料工位;点胶针头和仿形戳胶治具处于等待工位(点胶针头插入接胶杯内);
28、s2正式工作前,点胶针头位置校准装置先移动到刷胶工位进行点胶针头位置的校准,然后再回到上下料位置;
29、s3被刷工件夹持于电动夹爪上;
30、s4电动夹爪夹持被刷工件到达刷胶位置;
31、点胶针头和仿形戳胶治具移动至刷胶位置;
32、s5电动夹爪旋转驱动机构调整电动夹爪的倾斜角度,使被刷工件的内锥面与点胶针头配合,电动夹爪带动被刷工件旋转,点胶针头对被刷工件进行点胶;
33、s6点胶完成后,电动夹爪旋转驱动机构调整电动夹爪的倾斜角度,使被刷工件回正,仿形戳胶治具与被刷工件的待刷表面进行配合,仿形戳胶治具与被刷工件的待刷表面相对旋转,进行刷胶;刷胶完成后利用仿形戳胶治具余胶清擦装置对仿形戳胶治具表面的残余胶液进行清擦。
34、本发明与现有技术相比具有如下至少一种有益效果:
35、(1)本发明创造性的提出一种用于环状表面微量可控刷胶的机构,通过电动夹爪、点胶针头和仿形戳胶治具的配合,实现了被刷工件微量刷胶量的可控,有利于提高刷胶质量和刷胶效率;
36、(2)本发明通过仿形戳胶治具与刷胶表面旋转贴合,实现将胶液均匀擀平铺展在待刷胶面;同时利用仿形戳胶治具表面的竖向凹槽,在相对待刷胶面旋转时,可以将多余胶液临时储存并最终转移走的作用;仿形戳胶治具的结构尺寸基于待刷胶表面的尺寸进行匹配设计,使得旋转贴合时,戳胶治具与待刷胶面之间的间隙固定可控,即实现了目标刷胶量的可控;本发明可以使任意形状、尺寸的环状内表面实现微量可控刷胶效果;
37、(3)基于本发明,只需要简单控制点胶针头在壳体内锥面上的点胶量比环状表面的目标刷胶量大,可以大幅度弱化气动式针筒点胶的精度对环状表面目标刷胶量精度的影响,解决环氧树脂胶在气动式点胶方式下点胶精度控制难度大的问题;
38、(4)刷胶时,通过旋转电动夹爪灵活控制壳体的倾斜角度、旋转速度,搭配三轴伺服模组控制点胶针头和仿形戳胶治具的位置精度,从而可以实现任意形状、尺寸的环形表面的刷胶位置的精准可控。
- 还没有人留言评论。精彩留言会获得点赞!