堵头螺丝的自动检测分选机的制作方法
[0001]
本发明涉及一种堵头螺丝的自动检测分选机。
背景技术:
[0002]
随着对零件质量和快速生产要求的不断提高,对零件的外观检测以及缺陷检测变得越来越重要。堵头螺丝在生产后,如果出现质量缺陷,或混入其它相似螺丝,会给后续使用带来麻烦。因此,需要对生产完成的堵头螺丝进行六角特征识别和螺纹合格性检测,并对合格品和次品进行分选处理。
[0003]
传统的人工检测效率低,费时费力,易疲劳,而且受分选人员主观因素的影响,容易造成误选和漏选,出错率较高,不符合现在高效率和高准确率的生产要求。
技术实现要素:
[0004]
本发明的目的是解决目前人工检测堵头螺丝容易造成误选和漏选,出错率较高的技术问题。
[0005]
为实现以上发明目的,本发明提供一种堵头螺丝的自动检测分选机,包括机架及分别安装于其上的堵头上料模块、内六角检测装置、第一移料伺服模组机械手、第一螺纹通规检测装置、第二螺纹通规检测装置、第二移料伺服模组机械手、下料推料装置,还包括内六角次品出料筒和螺纹次品出料筒;所述堵头上料模块用于堵头螺丝的自动上料,所述内六角检测装置用于检测所述堵头螺丝的内六角特征,所述第一移料伺服模组机械手用于将内六角特征检测合格的堵头螺丝运至所述第一螺纹通规检测装置或第二螺纹通规检测装置,并将内六角特征检测不合格的堵头螺丝运至所述内六角次品出料筒出料,所述第一螺纹通规检测装置和第二螺纹通规检测装置用于检测内六角特征合格的堵头螺丝的螺纹规格,所述第二移料伺服模组机械手用于将螺纹规格检测合格的堵头螺丝移至所述下料推料装置进行下料,并将螺纹规格检测不合格的堵头螺丝移至所述螺纹次品出料筒出料;所述内六角次品出料筒和螺纹次品出料筒均经所述机架的内部连通至出料口。
[0006]
进一步地,所述堵头上料模块包括振动盘、上料传感器、上料直线料槽、上料料槽盖板和上料直线振动器;堵头螺丝由所述振动盘上料至所述上料直线料槽,所述上料直线料槽上设有所述上料料槽盖板以防止堵头螺丝溢出,所述上料传感器检测到堵头螺丝后,所述上料直线振动器启动将堵头螺丝送至所述内六角检测装置。
[0007]
进一步地,所述内六角检测装置包括安装支柱架及分别安装于其上的分料气缸、分料片、工件传感器、备料台、光源和fa镜头;所述分料片安装在所述分料气缸的活动端,所述工件传感器检测到堵头螺丝到位后,所述分料气缸伸出,分料片推动并分离一个堵头螺丝至所述备料台的端部的对光孔处对准所述光源,由所述fa镜头拍照,对堵头螺丝的内六角侧特征进行视觉检测,判断堵头螺丝的内六角特征是否合格,然后由所述第一移料伺服模组机械手将次品移至所述内六角次品出料筒出料,将合格品移至所述第一螺纹通规检测装置或所述第二螺纹通规检测装置的工位处进行螺纹规格检测。
[0008]
进一步地,将合格品交替运至第一螺纹通规检测装置和第二螺纹通规检测装置的工位处进行螺纹规格检测。
[0009]
进一步地,所述第一移料伺服模组机械手包括伺服丝杆模组、水平气缸、竖直气缸和气动夹爪;在所述伺服丝杆模组、水平气缸和竖直气缸的作用下,所述气动夹爪在三个方向上进行移动,到达指定工位夹持堵头螺丝,将经过所述内六角检测装置检测的合格品交替运至所述第一螺纹通规检测装置和第二螺纹通规检测装置,将次品运至所述内六角次品出料筒。
[0010]
进一步地,所述第一螺纹通规检测装置包括安装支架及分别安装于其上的感应片、升降气缸、伺服电机、浮动装置、通规安装座、螺纹通规和气动手指;所述第一移料伺服模组机械手将内六角特征合格的堵头螺丝送至所述气动手指上方,气动手指收缩夹持堵头螺丝,所述升降气缸伸出,推动所述浮动装置向下移动,所述螺纹通规贴住堵头螺丝的螺纹表面,所述伺服电机启动,将螺纹通规的螺纹旋入堵头螺丝的螺纹,并带动所述通规安装座下降,如通规安装座的凸缘接触所述感应片后产生电信号,则堵头螺丝的螺纹质量合格,如未能接触产生电信号,则堵头螺丝的螺纹质量不合格。
[0011]
进一步地,所述浮动装置包括浮动装置外壳、联轴器、轴承、浮动导向轴、回程调节套、主传动轴、传动轴导向销块、浮动轴导向销块和下段浮动轴;所述联轴器连接着所述伺服电机和主传动轴,所述浮动导向轴穿过所述轴承安装在所述浮动装置外壳上,所述传动轴导向销块和浮动轴导向销块分别嵌入所述主传动轴和下段浮动轴的销槽内,并嵌合在所述浮动导向轴的导向孔槽内;所述浮动装置外壳适于带动下段各部件升降,所述伺服电机启动时,通过所述传动轴导向销块和浮动轴导向销块传递扭矩,带动所述末端螺纹通规旋转。
[0012]
进一步地,所述下料推料装置包括推料气缸、推料板、下料传感器、下料直线料槽、下料料槽盖板和下料直线振动器;所述推料板安装在所述推料气缸的活动端,所述推料气缸收缩,推料板推动堵头螺丝至所述下料直线料槽,而后推料气缸退回;所述下料传感器检测到堵头螺丝后,所述下料直线振动器启动,通过振动带动堵头螺丝完成下料;下料直线料槽上覆盖有下料料槽盖板,以防止堵头螺丝溢出。
[0013]
与现有技术相比,本发明的有益效果是:本发明采用振动盘自动上料,自动进行内六角特征检测和螺纹规格检测并进行分选下料,分选效率高,准确率高,稳定可靠。
附图说明
[0014]
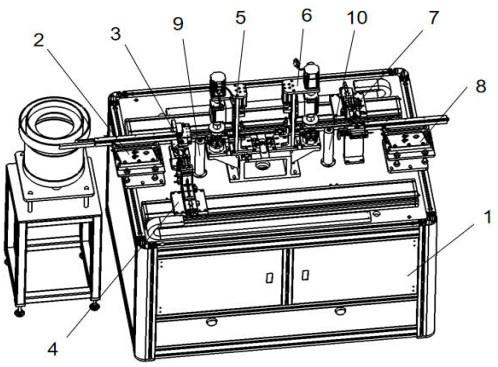
图1是本发明一个实施例的结构示意图;图2是本发明一个实施例中堵头上料模块的结构示意图;图3是本发明一个实施例中内六角检测装置的结构示意图;图4是本发明一个实施例中第一移料伺服模组机械手的结构示意图;图5是本发明一个实施例中第一螺纹通规检测装置的结构示意图;图6是本发明一个实施例中第一螺纹通规检测装置的浮动装置的结构示意图;图7是本发明一个实施例中下料推料装置的结构示意图。
[0015]
图中,机架1;
堵头上料模块2;振动盘2-1;上料传感器2-2;上料直线料槽2-3;上料料槽盖板2-4;上料直线振动器2-5;内六角检测装置3;安装支柱架3-1;分料气缸3-2;分料片3-3;工件传感器3-4;备料台3-5;光源3-6;fa镜头3-7;第一移料伺服模组机械手4;伺服丝杆模组4-1;水平气缸4-2;竖直气缸4-3;气动夹爪4-4;第一螺纹通规检测装置5;安装支架5-1;感应片5-2;升降气缸5-3;伺服电机5-4;浮动装置5-5;浮动装置外壳551;联轴器552;轴承553;浮动导向轴554;回程调节套555;主传动轴556;传动轴导向销块557;浮动轴导向销块558;下段浮动轴559;通规安装座5-6;螺纹通规5-7;气动手指5-8;第二螺纹通规检测装置6;第二移料伺服模组机械手7;下料推料装置8;推料气缸8-1;推料板8-2;下料传感器8-3;下料直线料槽8-4;下料料槽盖板8-5;下料直线振动器8-6;内六角次品出料筒9;螺纹次品出料筒10。
具体实施方式
[0016]
下面结合附图和具体实施例对本发明作优选说明。
[0017]
如图1所示,本发明堵头螺丝的自动检测分选机的一个实施例,包括机架1及分别安装于其上的堵头上料模块2、内六角检测装置3、第一移料伺服模组机械手4、第一螺纹通规检测装置5、第二螺纹通规检测装置6、第二移料伺服模组机械手7、下料推料装置8,还包括内六角次品出料筒9和螺纹次品出料筒10;所述堵头上料模块2用于堵头螺丝的自动上料,所述内六角检测装置3用于检测所述堵头螺丝的内六角特征,所述第一移料伺服模组机械手4用于将内六角特征检测合格的堵头螺丝交替运至所述第一螺纹通规检测装置5和第二螺纹通规检测装置6,并将内六角特征检测不合格的堵头螺丝运至所述内六角次品出料筒出料9,所述第一螺纹通规检测装置5和第二螺纹通规检测装置6用于检测内六角特征合格的堵头螺丝的螺纹规格,所述第二移料伺服模组机械手7用于将螺纹规格检测合格的堵头螺丝移至所述下料推料装置8进行下料,并将螺纹规格检测不合格的堵头螺丝移至所述螺纹次品出料筒出料10;所述内六角次品出料筒9和螺纹次品出料筒10均经所述机架1的内部连通至出料口。
[0018]
如图2所示,所述堵头上料模块2包括振动盘2-1、上料传感器2-2、上料直线料槽2-3、上料料槽盖板2-4和上料直线振动器2-5。堵头螺丝由振动盘2-1上料至上料直线料槽2-3,上料直线料槽2-3上设有上料料槽盖板2-4以防止堵头螺丝溢出,上料传感器2-2检测到堵头螺丝后,上料直线振动器2-5启动将堵头螺丝送至内六角检测装置3。
[0019]
如图3所示,所述内六角检测装置3包括安装支柱架3-1及分别安装于其上的分料气缸3-2、分料片3-3、工件传感器3-4、备料台3-5、光源3-6和fa镜头3-7。分料片3-3安装在分料气缸3-2活动端,工件传感器3-4检测到堵头螺丝到位后,分料气缸3-2伸出,分料片3-3推动并分离一个堵头螺丝至备料台3-5端部的对光孔处对准光源3-6,由fa镜头3-7拍照,对
堵头螺丝的内六角侧特征进行视觉检测,判断堵头螺丝的内六角特征是否合格,然后由第一移料伺服模组机械手4将次品移至内六角次品出料筒9出料,将合格品移至第一螺纹通规检测装置5或第二螺纹通规检测装置6工位处进行螺纹规格检测,优选地,将合格品交替运至第一螺纹通规检测装置5和第二螺纹通规检测装置6工位处进行螺纹规格检测。
[0020]
如图4所示,所述第一移料伺服模组机械手4包括伺服丝杆模组4-1、水平气缸4-2、竖直气缸4-3和气动夹爪4-4。在伺服丝杆模组4-1、水平气缸4-2和竖直气缸4-3的作用下,气动夹爪4-4在三个方向上进行移动,到达指定工位夹持堵头螺丝,将经过内六角检测装置3检测的合格品交替运至第一螺纹通规检测装置5和第二螺纹通规检测装置6,将次品运至内六角次品出料筒9。
[0021]
第二移料伺服模组机械手7和第一移料伺服模组机械手4的结构原理相同,用于将经过第一螺纹通规检测装置5和第二螺纹通规检测装置6的合格品移至下料推料装置8进行下料,次品移至螺纹次品出料筒10出料。
[0022]
如图5所示,所述第一螺纹通规检测装置5包括安装支架5-1及分别安装于其上的感应片5-2、升降气缸5-3、伺服电机5-4、浮动装置5-5、通规安装座5-6、螺纹通规5-7和气动手指5-8。第一移料伺服模组机械手4将内六角特征合格的堵头螺丝送至气动手指5-8上方,气动手指5-8收缩夹持堵头螺丝,升降气缸5-3伸出,推动浮动装置5-5向下移动,螺纹通规5-7贴住堵头螺丝的螺纹表面,伺服电机5-4启动,将螺纹通规5-7的螺纹旋入堵头螺丝的螺纹,并带动通规安装座5-6下降,如通规安装座5-6的凸缘接触感应片5-2后产生电信号,则堵头螺丝的螺纹质量合格,如未能接触产生电信号,即螺纹通规5-7旋入还没到位就锁死,这样通规安装座5-6的凸缘处未能与感应片5-2接触,从而不能产生电信号,则判定堵头螺丝的螺纹质量不合格。
[0023]
如图6所示,所述浮动装置5-5包括浮动装置外壳551、联轴器552、轴承553、浮动导向轴554、回程调节套555、主传动轴556、传动轴导向销块557、浮动轴导向销块558和下段浮动轴559。联轴器552连接着伺服电机5-4和主传动轴556,浮动导向轴554穿过轴承553安装在浮动装置外壳551上,传动轴导向销块557和浮动轴导向销块558分别嵌入主传动轴556和下段浮动轴559的销槽内,并嵌合在浮动导向轴554的导向孔槽内。浮动装置外壳551可带动下段各部件升降,伺服电机5-4启动时,通过传动轴导向销块557和浮动轴导向销块558传递扭矩,带动末端的螺纹通规5-7旋转。
[0024]
第二螺纹通规检测装置6与第一螺纹通规检测装置5结构及工作原理相同,不再赘述。
[0025]
如图7所示,所述下料推料装置8包括推料气缸8-1、推料板8-2、下料传感器8-3、下料直线料槽8-4、下料料槽盖板8-5和下料直线振动器8-6。推料板8-2安装在推料气缸8-1的活动端,推料气缸8-1收缩,推料板8-2推动堵头螺丝至下料直线料槽8-4,而后推料气缸8-1退回。下料传感器8-3检测到堵头螺丝后,下料直线振动器8-6启动,通过振动带动堵头螺丝完成下料。下料直线料槽8-4上覆盖有下料料槽盖板8-5,以防止堵头螺丝溢出。
[0026]
以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1