一种滤棒质量检测系统的制作方法
[0001]
本实用新型涉及滤棒质量检测技术领域,特别是涉及一种滤棒质量检测系统。
背景技术:
[0002]
轮式多元复合滤棒生产机,是一种新型的机器,轮式多元复合成型机组以单通道、轮式复合为主要工艺流程,由组合机、成型机组成。组合机由1个传送单元和4个独立组合单元组成。组合机通过伺服电机带动鼓轮系实现棒段的分切、排列、组合、传送,组合后的滤棒组合体通过机械手伺服传递至成型机,进行滤条的成型、切割和输送,生成多元复合滤棒。机组可实现4元复合滤棒的生产,并可快速切换组合单元数量,生产2元、3元、4元复合滤棒。现有的轮式多元复合成型机为一种新机型,对于生产的成品没有质量检测,所以在后续使用滤棒时,会对最终生产的成品造成质量影响。
技术实现要素:
[0003]
基于此,有必要针对滤棒生产机没有集成滤棒外观质量检测系统的情况,提供一种滤棒质量检测系统,在滤棒传输单元上设置有图像检测装置,使用图像检测装置获取在滤棒传输单元上传输的滤棒外观并发送至质量检测模块进行分析,由控制器接收分析结果并控制剔除模块剔除不合格滤棒,提高滤棒质量。
[0004]
一种滤棒质量检测系统,包括滤棒传输单元,图像检测装置,控制模块与机架,所述滤棒传输单元安装在所述机架上用于汇合及运输滤棒,所述图像检测装置安装在所述机架上用于检测所述滤棒传输单元上运输的滤棒,所述控制模块包括控制器,质量检测模块与剔除模块,所述图像检测装置、质量检测模块及剔除模块分别与所述控制器电连接,所述滤棒传输单元包括料斗轮、汇合轮、检测轮,转向轮与传动电机,所述料斗轮、汇合轮、检测轮依次抵接并分别通过三个所述传动电机安装在所述机架的第一侧板上,所述转向轮通过所述传动电机安装在所述机架的第二侧板上并与所述检测轮抵接,所述第一侧板与所述第二侧板垂直连接,所述图像检测装置安装在所述机架的顶板上用于获取所述检测轮上运输的滤棒图像。
[0005]
优选的,所述质量检测模块包括有长度检测单元、缺段检测单元与序列检测单元。
[0006]
优选的,所述图像检测装置包括工业相机与led补光灯,所述工业相机及led补光灯分别与所述控制器电连接。
[0007]
优选的,所述控制模块还包括有显示屏,所述显示屏与所述控制器电连接。
[0008]
优选的,所述控制器为ipc控制器。
[0009]
优选的,所述转向轮包括底座与转向拨片,所述转向拨片设置有齿轮结构的一端与所述底座上的凹陷处活动连接。
[0010]
本实用新型的有益之处在于:1、在滤棒传输单元内的设置检测轮,图像检测装置对通过检测轮的滤棒进行图像取样后发送至后台的质量检测模块分析,由控制器控制剔除模块剔除不符合质量要求的滤棒,无需人工校验,大大提高了滤棒的检测效率及滤棒输出
质量。2、在滤棒传输单元内还分别设置有汇合轮及转向轮,使用汇合轮便于配合负压装置汇聚多节滤棒,转向轮用于改变滤棒输出方向,配合生产线生产,降低产线整体占地面积。
附图说明
[0011]
图1为其中一实施例一种滤棒质量检测系统立体示意图;
[0012]
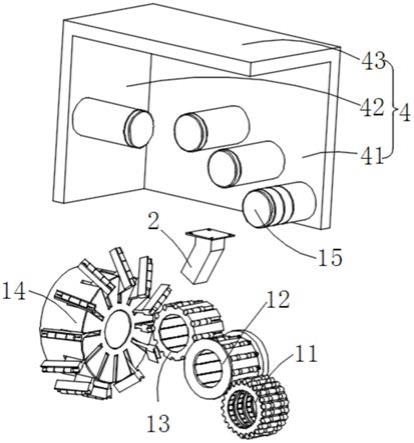
图2为一种滤棒质量检测系统爆炸示意图;
[0013]
图3为转向轮爆炸示意图;
[0014]
图4为一种滤棒质量检测系统电路模块图;
[0015]
图5为质量检测模块与控制器电路模块图。
具体实施方式
[0016]
为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
[0017]
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
[0018]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0019]
如图1~4所示,一种滤棒质量检测系统,包括滤棒传输单元1,图像检测装置2,控制模块3与机架4,所述滤棒传输单元1安装在所述机架4上用于汇合及运输滤棒,所述图像检测装置2安装在所述机架4上用于检测所述滤棒传输单元1上运输的滤棒,所述控制模块3包括控制器31,质量检测模块32与剔除模块33,所述图像检测装置2、质量检测模块32及剔除模块33分别与所述控制器31电连接,所述滤棒传输单元1包括料斗轮11、汇合轮12、检测轮13,转向轮14与传动电机15,所述料斗轮11、汇合轮12、检测轮13依次抵接并分别通过三个所述传动电机15安装在所述机架4的第一侧板41上,所述转向轮14通过所述传动电机15安装在所述机架4的第二侧板42上并与所述检测轮13抵接,所述第一侧板41与所述第二侧板42垂直连接,所述图像检测装置2安装在所述机架4的顶板43上用于获取所述检测轮13上运输的滤棒图像。具体的,在本实施例中,滤棒传输单元1包括料斗轮11、汇合轮12、检测轮13,转向轮14与传动电机15,其中,料斗轮11安装在机架4第一侧板41的端部,用于接收外部传输的多节滤棒100,具体的,在料斗轮11、汇合轮12、检测轮13及转向轮14上分别设置有与滤棒相匹配的凹槽,当料斗轮11、汇合轮12及检测轮13在传动电机15驱动下同向转动时,滤棒100汇入凹槽内,进而实现滤棒100在包括料斗轮11、汇合轮12、检测轮13上运输、检测、剔除及换向的目的。需要说明的是,多节滤棒100从料斗轮11进入汇合轮12上的凹槽后,通过负
压装置将多节滤棒100吸附连接成一节后进入与汇合轮12抵接的检测轮13上,所述检测轮13上侧设置有图像检测装置2,图像检测装置2用于对放置在检测13凹槽内并随其旋转的滤棒100进行拍照取样,并将获取的图片信息发送至质量检测模块32,由质量检测模块32根据图片信息分析滤棒100外观质量,图片分析,都会先进行灰度化处理,运用gray=0.3*r+0.59*g+0.11*b的比例计算实现灰度化。并将分析结果发送至控制器31,由控制器31控制剔除模块33剔除不符合要求的滤棒。具体的,在本实施例中,剔除模块33是吹气剔除。进一步的,完成质量检测的滤棒100从检测轮13上进入转向轮14,由转向轮14完成转向操作后输出至其他生产线上。在滤棒传输单元1内集成图像检测装置2,使用机器视觉检测的方法对滤棒传输单元1上运输的滤棒100进行外观质量检测,能够准确,高速的检测出滤棒100的缺陷。所述控制器31为ipc控制器,保证能够及时的处理高速传输的图像,不会造成延迟处理或者丢帧,以保证检测结果的精准性。
[0020]
如图4~5所示,所述质量检测模块32包括有长度检测单元321、缺段检测单元322与序列检测单元323。具体的,在本实施例中,质量检测模块32都是基于图像检测装置2拍摄的照片信息进行分析测算,具体的,长度检测单元321用于测算的滤棒100的长度,缺段检测单元322用于检测拼接成的滤棒100是否有缺失,序列检测单元323用于检测多段滤棒排列顺序是否正确。
[0021]
如图4所示,所述图像检测装置2包括工业相机21与led补光灯22,所述工业相机21及led补光灯22分别与所述控制器31电连接。具体的,采用led补光灯22,提高工业相机21拍摄的图像清晰度,便于后续的质量检测模块32分析。
[0022]
如图4所示,所述控制模块3还包括有显示屏34,所述显示屏34与所述控制器31电连接。具体的,在本实施例中,设置显示屏34,便于工作人员实时查看质量检测模块32反馈的检测信息,并更改参数。
[0023]
如图2~3所示,所述转向轮14包括底座141与转向拨片142,所述转向拨片142设置有齿轮结构的一端与所述底座141上的凹陷处活动连接。具体的,在本实施例中,转向拨片142通过齿轮结构活动安装在底座141的凹陷处,便于工作人员根据检测轮13上的凹槽位置调整转向拨片142的方位,使得转向拨片142能完全承接检测轮13输出的滤棒100并改变滤棒100的传送方向。
[0024]
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0025]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1