一种外观检测装置的制作方法
1.本实用新型涉及镜头模组产品外观检测技术领域,特别涉及一种外观检测装置。
背景技术:
2.如今,各种电子设备早已走进千家万户,为了满足人们的实现各种电子设备的拍照以及摄像的功能需求,通常需要在设备内部安装镜头模组。厂家在安装镜头模组时,需对镜头模组的外观进行检测,也即利用外观检测机对镜头模组的外观进行检测。这样做可以使得镜头模组异形、瑕疵等不合格进行剔除,用户可获得最佳的拍照或摄像体验。
3.目前,业内常用的外观检测方式还是人眼观察进行检测,这种检测方式会导致一些肉眼观察不到的地方被忽略,不能做到彻底的检测。另外人眼检测无法做到统一标准的检测,这样就会导致部分不合格产品流入市场,影响用户体验及厂家声誉。
4.除了上述提到的人眼检测方式外,也有些厂家利用自动影像检测方式来操作,但是往往这些检测设备均采用单站作业设计,要实现自动线生产,需要定制专用取放设备,配套价格昂贵,尺寸体积也无法适配一般工厂的自动线设计要求,并且现有设备只能单颗作业,产出低。
5.因此,需要提出一种可以自动影像检测且适用范围广的外观检测机。
技术实现要素:
6.本实用新型的目的在于提供一种外观检测装置,以解决现有技术中外观检测机检测效率低,且成本高昂的问题。
7.为解决上述技术问题,本实用新型提供一种外观检测装置,用于对镜头模组的外观进行检测,包括机台本体,所述机台本体内设置有检测台、支撑架、导轨组件、导轨固定单元、至少一个载具、至少一个导向组件和至少一个外观检测单元;所述支撑架罩设于检测台的外围,并且所述支撑架的顶端高于所述检测台的台面;所述检测台的台面包括沿第一方向延伸的检测区域,所述检测区域沿所述第一方向至少包括至少一个检测工位;所述导轨组件沿所述第一方向设置在所述检测区域上,并且所述导轨组件沿所述第一方向可运动;至少一个所述载具设置于所述导轨组件上,并用于容置镜头模组;所述导轨固定单元设置于所述检测台上,用于固定所述导轨组件,以用于使位于所述导轨组件上的所述载具停在所述检测工位处;所述导向组件设置于所述支撑架上,所述外观检测单元设置于所述导向组件上,所述导向组件用于带动所述外观检测单元朝靠近或远离所述检测工位的方向运动,所述外观检测单元用于对所述检测工位处的所述载具中的镜头模组进行外观检测。
8.进一步的,所述导向组件设置于所述检测台上方,包括x向导向机构、y向导向机构和z向导向机构;所述y向导向机构固定在所述支撑架上,所述x向导向机构滑动设置于所述y向导向机构上,所述z向导向机构滑动设置于所述x向导向机构上,所述外观检测单元滑动设置于所述z向导向机构上;所述x向导向机构在所述y向导向机构上沿y向可运动,所述z向导向机构在所述x向导向机构上沿x向可运动,所述外观检测单元在所述z向导向机构上沿z
向可运动;所述x向为所述第一方向,所述y向为平行于所述检测台的台面且垂直于所述x向的方向,所述z向为同时垂直于所述x向和所述y向的方向。
9.进一步的,所述y向导向机构包括沿y向固定在所述支撑架上的y向导轨,所述x向导向机构包括沿x向设置的x向导轨,所述x向导轨的一端通过一y向滑块滑动连接于所述y向导轨上;所述z向导向机构包括沿z向设置的z向导轨,所述z向导轨的一端通过一x向滑块滑动连接于所述x向导轨上,所述外观检测单元通过一z向滑块滑动连接于所述z向导轨上。
10.进一步的,所述导向组件的数量为两个,分别为第一导向组件和第二导向组件;所述外观检测单元的数量为两个,分别为第一外观检测单元和第二外观检测单元;所述检测区域沿所述第一方向至少包括至少两个检测工位,分别为第一检测工位和第二检测工位;所述导轨固定单元用于固定所述导轨组件,以用于使位于所述导轨组件上的所述载具停在所述第一检测工位处或所述第二检测工位处;所述第一导向组件和所述第二导向组件沿所述第一方向分别设置于所述支撑架上,所述第一外观检测单元设置于所述第一导向组件上,所述第二外观检测单元设置于所述第二导向组件上;所述第一导向组件用于带动所述第一检测单元朝靠近或远离所述第一检测工位的方向运动,所述第一检测单元用于对所述第一检测工位处的所述载具中的镜头模组进行第一外观检测;所述第二导向组件用于带动所述第二检测单元朝靠近或远离所述第二检测工位的方向运动,所述第二检测单元用于对所述第二检测工位处的所述载具中的镜头模组进行第二外观检测。
11.进一步的,沿所述第一方向,所述检测区域依次包括第一检测工位、第一待料工位、第二检测工位、第二待料工位和分拣工位;所述导轨固定单元用于固定所述导轨组件,以用于使位于所述导轨组件上的所述载具停在所述第一检测工位、所述第一待料工位、所述第二检测工位、所述第二待料工位或所述分拣工位处;所述外观检测装置还包括分拣组件,所述分拣组件用于对所述分拣工位处的所述载具和/或所述载具中的镜头模组进行分拣。
12.进一步的,所述导轨组件包括沿所述第一方向依次铺设的5段导轨,依次为第一导轨、第二导轨、第三导轨、第四导轨和第五导轨,相邻的两段导轨之间沿所述第一方向的距离小于所述载具沿所述第一方向的尺寸;所述外观检测装置包括与所述5段导轨相匹配的5个导轨驱动装置,每个驱动装置分别用于驱动对应的一段导轨沿所述第一方向运动;所述第一检测工位、所述第一待料工位、所述第二检测工位、所述第二待料工位和所述分拣工位分别依次位于所述第一导轨、第二导轨、第三导轨、第四导轨和第五导轨的运行范围内;所述导轨固定单元包括与所述5段导轨相匹配的5个导轨固定装置,每个导轨固定装置分别用于固定对应的一段导轨,以用于使位于导轨上的载具停留在与导轨相匹配对应的工位处。
13.进一步的,所述分拣组件包括分拣导向机构、抓盘机构和取料机构,所述分拣导向机构设置于所述支撑架上,所述抓盘机构和所述取料机构均设置于所述分拣导向机构上,所述分拣导向机构用于带动所述抓盘机构和所述取料机构运动,所述抓盘机构用于对所述分拣工位处的所述载具进行抓取,所述取料机构用于对所述分拣工位处的所述载具中的镜头模组进行吸取分拣。
14.进一步的,所述分拣导向机构设置于所述检测台上方,包括分拣x向导向机构、分拣y向导向机构和分拣z向导向机构;所述分拣y向导向机构固定在所述支撑架上,所述分拣x向导向机构滑动设置于所述分拣y向导向机构上,所述分拣z向导向机构滑动设置于所述
分拣x向导向机构上,所述抓盘机构和所述取料机构均滑动设置于所述分拣z向导向机构上;所述分拣x向导向机构在所述分拣y向导向机构上沿y向可运动,所述分拣z向导向机构在所述分拣x向导向机构上沿x向可运动,所述抓盘机构和所述取料机构在所述分拣z向导向机构上沿z向可运动;所述x向为所述第一方向,所述y向为平行于所述检测台的台面且垂直于所述x向的方向,所述z向为同时垂直于所述x向和所述y向的方向。
15.进一步的,所述检测台的台面上还包括良品工位和不良品工位,所述良品工位和所述不良品工位沿y向分别位于所述分拣工位的两侧,所述y向为平行于所述检测台的台面且垂直于所述第一方向的方向;所述抓盘机构用于对所述分拣工位处的所述载具进行抓取并放置于所述良品工位或不良品工位处;所述取料机构用于对所述分拣工位处的所述载具中的镜头模组进行吸取分拣并放置于所述良品工位或不良品工位处的载具中。
16.本实用新型还提供了一种利用如上所述的外观检测装置对镜头模组进行外观检测的方法,包括如下步骤:
17.s1:将放置有镜头模组产品的载具放置于导轨组件上,并启动所述导轨组件使其带动放置有镜头模组产品的载具沿所述第一方向运动;
18.s2:当载具运动至第一检测工位处时,导轨固定单元固定所述导轨组件,以使位于所述导轨组件上的所述载具停在所述第一检测工位处;
19.s3:所述第一导向组件驱动所述第一外观检测单元朝靠近所述第一检测工位的方向运动,使第一外观检测单元运动至第一检测工位上方,所述第一外观检测单元对所述第一检测工位处的所述载具中的镜头模组进行第一外观检测;
20.s4:导轨固定单元松开所述导轨组件,所述导轨组件继续带动载具运动至第一待料工位处,若第二检测工位处无载具停留工作,则执行s5,若第二检测工位处有载具停留工作,则导轨固定单元固定所述导轨组件,使载具停留在第一待料工位处,直至第二检测工位处无载具停留工作,执行s5;
21.s5:所述导轨组件带动载具运动至第二检测工位处,导轨固定单元固定所述导轨组件,以使所述载具停在所述第二检测工位处;
22.s6:所述第二导向组件驱动所述第二外观检测单元朝靠近所述第二检测工位的方向运动,使第二外观检测单元运动至第二检测工位上方,所述第二外观检测单元对所述第二检测工位处的所述载具中的镜头模组进行第二外观检测;
23.s7:导轨固定单元松开所述导轨组件,所述导轨组件继续带动载具运动至第二待料工位处,若所述分拣工位处无载具停留工作,则执行s8,若所述分拣工位处有载具停留工作,则导轨固定单元固定所述导轨组件,使载具停留在第二待料工位处,直至分拣工位处无载具停留工作,执行s8;
24.s8:所述导轨组件带动载具运动至所述分拣工位处,导轨固定单元固定所述导轨组件,以使所述载具停在所述分拣工位处,所述分拣组件对所述分拣工位处的所述载具和/或所述载具中的镜头模组进行分拣,完成一次外观检测。
25.在具体分拣时,可以采用如下的流程继续完成分拣工作:
26.s9:所述分拣导向机构81带动所述抓盘机构82和所述取料机构83朝靠近所述分拣工位105的方向运动,使所述抓盘机构82或所述取料机构83运动至所述分拣工位105上方;
27.s10:判断所述良品工位106处是否有载具,若所述良品工位106处没有载具,执行
s11;若良品工位106处有载具,执行s12;
28.s11:所述分拣导向机构81带动所述抓盘机构82运动,使所述抓盘机构82抓取所述分拣工位105上的载具放置到良品工位106处;然后,所述分拣导向机构81带动所述取料机构83运动,使所述取料机构83从所述良品工位105处的载具中将不良品吸起,并放置到不良品工位107处的空载具中,该空载具为事先放置的一个空载具,专用于盛放不良品,完成一次外观检测;
29.s12:所述分拣导向机构81带动所述取料机构83运动,使所述取料机构83从所述分拣工位105处的载具中将不良品吸起,并放置到不良品工位107处的空载具中;然后,使所述取料机构83继续运动,将良品工位106处的载具中的良品吸起放置到分拣工位105处的载具中进行补齐整合,当分拣工位105处的载具中的良品放置满时,执行s13,当良品工位106处的载具中的良品取完时,执行s14;
30.s13:所述导轨组件30带动所述良品工位105处的载具流出轨道进入下一个流水线,外观检测工作完成;
31.s14:包括:
32.s141:所述分拣导向机构81带动所述抓盘机构82运动,使所述抓盘机构82抓取所述良品工位106上的空载具放置到不良品工位107处用来放置不良品,而分拣工位105上的载具则再次被抓取放置到良品工位106上,等待被取走;
33.s142:如果不良品工位107处已存在两个载具,需报警提示人工取走不良品工位107处中的一个载具,然后执行所述s141的动作。
34.综上所述,本实用新型提供了一种外观检测装置及检测方法,用来对镜头模组的外观进行检测,可以实现对镜头模组外观的自动检测,而且,由于载具具有通用性,因此,可满足各种不同类型的镜头模组产品的外观检测,而且流水化的检测工艺,可以有效提高镜头模组的外观检测效率。此外,还通过导轨的分段独立设置,进一步提高了作业效率,同时可以节约能源。并且,还设置了分拣组件,可以实现对产品的良品与不良品的分类整合。
附图说明
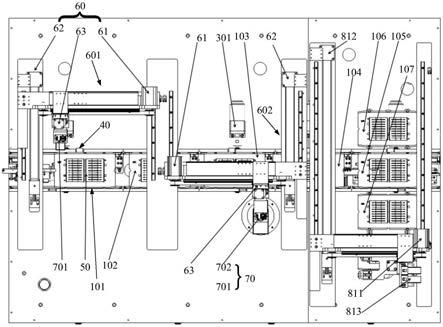
35.图1是本实用新型一实施例提供的外观检测装置的俯视结构示意图;
36.图2是本实用新型一实施例提供的外观检测装置的侧视结构示意图;
37.图中,
38.10
‑
检测台;20
‑
支撑架;30
‑
导轨组件;40
‑
导轨固定单元;50
‑
载具;60
‑
导向组件;70
‑
外观检测单元;80
‑
分拣组件;101
‑
第一检测工位;102
‑
第一待料工位;103
‑
第二检测工位;104
‑
第二待料工位;105
‑
分拣工位;106
‑
良品工位;107
‑
不良品工位;301
‑
导轨驱动装置;61
‑
x向导向机构;62
‑
y向导向机构;63
‑
z向导向机构;601
‑
第一导向组件;602
‑
第二导向组件;701
‑
第一外观检测单元;702
‑
第二外观检测单元;81
‑
分拣导向机构;82
‑
抓盘机构;83
‑
取料机构;811
‑
分拣x向导向机构;812
‑
分拣y向导向机构;813
‑
分拣z向导向机构。
具体实施方式
39.以下结合附图和具体实施例对本实用新型提出的一种外观检测装置作进一步详细说明。根据下面说明和权利要求书,本实用新型的优点和特征将更清楚。需说明的是,附
图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本实用新型实施例的目的。
40.如图1和图2所示,本实用新型提供了一种外观检测装置,用于对镜头模组的外观进行检测,包括机台本体,所述机台本体内设置有检测台10、支撑架20、导轨组件30、导轨固定单元40、至少一个载具50、至少一个导向组件60和至少一个外观检测单元70;所述支撑架20罩设于检测台10的外围,并且所述支撑架20的顶端高于所述检测台10的台面;所述检测台10的台面包括沿第一方向(定义为x向)延伸的检测区域,所述检测区域沿所述第一方向至少包括至少一个检测工位;所述导轨组件30沿所述第一方向设置在所述检测区域上,并且所述导轨组件30沿所述第一方向可运动;至少一个所述载具50设置于所述导轨组件30上,并用于容置镜头模组,所述导轨组件30沿所述第一方向移动时用于带动所述载具50沿所述第一方向移动;所述导轨固定单元40设置于所述检测台10上,用于固定所述导轨组件30,以用于使位于所述导轨组件30上的所述载具50停在所述检测工位处,例如导轨固定单元40可以是气缸结构,当气缸活塞顶住导轨组件时,导轨组件停止运动,当气缸松开时,导轨组件继续运行;所述导向组件60设置于所述支撑架20上,所述外观检测单元70设置于所述导向组件60上,所述导向组件60用于带动所述外观检测单元70朝靠近或远离所述检测工位的方向运动,所述外观检测单元70用于对所述检测工位处的所述载具50中的镜头模组进行外观检测。本实用新型提供的外观检测装置可以实现对镜头模组外观的自动检测,而且,由于载具具有通用性,因此,可满足各种不同类型的镜头模组产品的外观检测,而且流水化的检测工艺,可以有效提高镜头模组的外观检测效率。
41.作为本实用新型的一种实现方式,所述导向组件60设置于所述检测台10上方,包括x向导向机构61、y向导向机构62和z向导向机构63;所述y向导向机构62固定在所述支撑架20上,所述x向导向机构61滑动设置于所述y向导向机构62上,所述z向导向机构63滑动设置于所述x向导向机构61上,所述外观检测单元70滑动设置于所述z向导向机构63上;所述x向导向机构61在所述y向导向机构62上沿y向可运动,所述z向导向机构62在所述x向导向机构61上沿x向可运动,所述外观检测单元70在所述z向导向机构63上沿z向可运动;其中,所述x向为所述第一方向,所述y向为平行于所述检测台10的台面且垂直于所述x向的方向,所述z向为同时垂直于所述x向和所述y向的方向。在本实施例中,所述外观检测单元70可以包括相机和光源,本实施例中通过导向组件60的设置,可以实现外观检测单元70在三个方向上的自由运动,即可以实现外观检测单元70朝靠近或远离检测工位的方向运动,又可以对外观检测单元70与检测工位之间的间距进行调整,满足外观检测单元中相机镜头模组与待检测产品镜头模组之间的距离,实现自动调焦。
42.优选的,所述y向导向机构62包括沿y向固定在所述支撑架上的y向导轨,所述x向导向机构61包括沿x向设置的x向导轨,所述x向导轨的一端通过一y向滑块滑动连接于所述y向导轨上;所述z向导向机构63包括沿z向设置的z向导轨,所述z向导轨的一端通过一x向滑块滑动连接于所述x向导轨上,所述外观检测单元70通过一z向滑块滑动连接于所述z向导轨上。通过导轨与滑块之间的相互匹配,实现导向机构之间的相对滑动,实现外观检测单元70三个方向上的自由运动。
43.优选的,所述导向组件60的数量为两个,分别为第一导向组件601和第二导向组件602;所述外观检测单元70的数量为两个,分别为第一外观检测单元701和第二外观检测单
元702;所述检测区域沿所述第一方向至少包括至少两个检测工位,分别为第一检测工位101和第二检测工位103;所述导轨固定单元40用于固定所述导轨组件30,以用于使位于所述导轨组件30上的所述载具50停在所述第一检测工位处101或所述第二检测工位103处;所述第一导向组件601和所述第二导向组件602沿所述第一方向分别设置于所述支撑架20上,所述第一外观检测单元701设置于所述第一导向组件601上,所述第二外观检测单元702设置于所述第二导向组件602上;所述第一导向组件601用于带动所述第一检测单元701朝靠近或远离所述第一检测工位101的方向运动,所述第一检测单元701用于对所述第一检测工位101处的所述载具中的镜头模组进行第一外观检测,第一外观检测例如可以是镜头模组lens外观检测;所述第二导向组件602用于带动所述第二检测单元702朝靠近或远离所述第二检测工位103的方向运动,所述第二检测单元702用于对所述第二检测工位103处的所述载具中的镜头模组进行第二外观检测,第二外观检测例如可以是除lens外观检测之外的其他部位的外观检测,如麦克风刮伤、定位点破损、sn码解析、铁壳划伤、pad点划伤、connect破损。采用两道外观检测工艺,可以使镜头模组的外观检测更加全面精确,并且采用流水化的检测线,使得两道外观检测工艺的检测效率更高。其中每个导向组件可以分别用一个导向驱动装置进行驱动,驱动导向组件运动。
44.进一步的,沿所述第一方向,所述检测区域依次包括第一检测工位101、第一待料工位102、第二检测工位103、第二待料工位104和分拣工位105;所述导轨固定单元40用于固定所述导轨组件30,以用于使位于所述导轨组件30上的所述载具停在所述第一检测工位101、所述第一待料工位102、所述第二检测工位103、所述第二待料工位104或所述分拣工位105处;所述外观检测装置还包括分拣组件80,所述分拣组件80用于对所述分拣工位105处的所述载具和/或所述载具中的镜头模组进行分拣。设置待料工位可以进一步优化整个检测工艺,使多个载具同时上线检测成为可能,待料工位可以防止后一道工位上有载具工作时,下一批载具仍然运送至该工位导致的错误,提高了检测规模。同时,设置了分拣工位105,利用分拣组件80对检测后的镜头模组进行分拣,可以实现对产品的良品与不良品的分类整合。
45.优选的,所述导轨组件30包括沿所述第一方向依次铺设的5段导轨,依次为第一导轨、第二导轨、第三导轨、第四导轨和第五导轨,相邻的两段导轨之间沿所述第一方向的距离小于所述载具沿所述第一方向的尺寸,这样可以顺利实现载具在相邻导轨之间的运输,防止载具从导轨间隙掉落;所述外观检测装置包括与所述5段导轨相匹配的5个导轨驱动装置301,每个驱动装置301分别用于驱动对应的一段导轨沿所述第一方向运动;所述第一检测工位101、所述第一待料工位102、所述第二检测工位103、所述第二待料工位104和所述分拣工位105分别依次位于所述第一导轨、第二导轨、第三导轨、第四导轨和第五导轨的运行范围内;所述导轨固定单元40包括与所述5段导轨相匹配的5个导轨固定装置,每个导轨固定装置分别用于固定对应的一段导轨,以用于使位于导轨上的载具停留在与导轨相匹配对应的工位处。采用独立导轨的设计,使得每段导轨之间互不影响,可以根据需要启动其中一段导轨工作,一方面使工作效率更高,另一方面还可以达到节约能源的目的。
46.进一步的,所述分拣组件80包括分拣导向机构81、抓盘机构82和取料机构83,所述分拣导向机构81设置于所述支撑架20上,所述抓盘机构82和所述取料机构83均设置于所述分拣导向机构81上,所述分拣导向机构82用于带动所述抓盘机构82和所述取料机构83运
动,所述抓盘机构82用于对所述分拣工位105处的所述载具进行抓取,可以是抓盘气缸等结构,所述取料机构83用于对所述分拣工位105处的所述载具中的镜头模组进行吸取分拣,可以是吸嘴等结构。分拣导向机构81可以通过分拣导向驱动装置来提供动力进行驱动。
47.优选的,所述分拣导向机构81设置于所述检测台10上方,包括分拣x向导向机构811、分拣y向导向机构812和分拣z向导向机构813;所述分拣y向导向机构812固定在所述支撑架20上,所述分拣x向导向机构811滑动设置于所述分拣y向导向机构上812,所述分拣z向导向机构813滑动设置于所述分拣x向导向机构811上,所述抓盘机构82和所述取料机构83均滑动设置于所述分拣z向导向机构813上;所述分拣x向导向机构811在所述分拣y向导向机构812上沿y向可运动,所述分拣z向导向机构813在所述分拣x向导向机构811上沿x向可运动,所述抓盘机构82和所述取料机构83在所述分拣z向导向机构上沿z向可运动;所述x向为所述第一方向,所述y向为平行于所述检测台10的台面且垂直于所述x向的方向,所述z向为同时垂直于所述x向和所述y向的方向。
48.进一步的,为了方便分拣,所述检测台10的台面上还包括良品工位106和不良品工位107,所述良品工位106和所述不良品工位107沿y向分别位于所述分拣工位105的两侧,所述y向为平行于所述检测台10的台面且垂直于所述第一方向的方向;所述抓盘机构82用于对所述分拣工位105处的所述载具进行抓取并放置于所述良品工位105或不良品工位107处;所述取料机构83用于对所述分拣工位105处的所述载具中的镜头模组进行吸取分拣并放置于所述良品工位106或不良品工位107处的载具中。其中,良品工位106和/或不良品工位107的个数可以根据需要设置为一个或两个以上,多个良品工位106和/或不良品工位107可以用来放置更多的空载具,用来放置从分拣工位105上的载具或者载具中的良品或不良品镜头模组。
49.更进一步的,上述提到的驱动每段导轨运动的导轨驱动装置301、驱动导向组件运动的导向驱动装置、驱动分拣导向机构运动的分拣导向驱动装置均可以采用一控制器进行调控,控制器根据需要对这些驱动装置进行选择性的启动,从而实现自动化作业。优选的,控制器可以采用传统的plc控制器。具体控制系统及控制过程属于现有技术常规的调控方案,只要实现对驱动装置的启动控制即可,不属于本实用新型保护的重点,在此不再赘述。
50.本实用新型还提供了一种利用上面的外观检测装置对镜头模组进行外观检测的方法,包括如下步骤:
51.s1:将放置有镜头模组产品的载具放置于导轨组件30上,并启动所述导轨组件30使其带动放置有镜头模组产品的载具沿所述第一方向运动;
52.s2:当载具运动至第一检测工位101处时,导轨固定单元40固定所述导轨组件30,以使位于所述导轨组件30上的所述载具停在所述第一检测工位101处;
53.s3:所述第一导向组件601驱动所述第一外观检测单元701朝靠近所述第一检测工位101的方向运动,使第一外观检测单元701运动至第一检测工位101上方,所述第一外观检测单元701对所述第一检测工位101处的所述载具中的镜头模组进行第一外观检测,例如lens外观检测;
54.s4:导轨固定单元40松开所述导轨组件30,所述导轨组件30继续带动载具运动至第一待料工位102处,若第二检测工位103处无载具停留工作,则执行s5,若第二检测工位103处有载具停留工作,则导轨固定单元40固定所述导轨组件30,使载具停留在第一待料工
位102处,直至第二检测工位103处无载具停留工作,执行s5;
55.s5:所述导轨组件30带动载具运动至第二检测工位103处,导轨固定单元40固定所述导轨组件30,以使所述载具停在所述第二检测工位103处;
56.s6:所述第二导向组件602驱动所述第二外观检测单元702朝靠近所述第二检测工位103的方向运动,使第二外观检测单元702运动至第二检测工位103上方,所述第二外观检测单元702对所述第二检测工位103处的所述载具中的镜头模组进行第二外观检测;
57.s7:导轨固定单元40松开所述导轨组件30,所述导轨组件30继续带动载具运动至第二待料工位104处,若所述分拣工位105处无载具停留工作,则执行s8,若所述分拣工位105处有载具停留工作,则导轨固定单元40固定所述导轨组件30,使载具停留在第二待料工位104处,直至分拣工位105处无载具停留工作,执行s8;
58.s8:所述导轨组件30带动载具运动至所述分拣工位105处,导轨固定单元40固定所述导轨组件30,以使所述载具停在所述分拣工位105处,所述分拣组件80对所述分拣工位105处的所述载具和/或所述载具中的镜头模组进行分拣,完成一次外观检测。
59.在具体分拣时,可以采用如下的流程继续完成分拣工作:
60.s9:所述分拣导向机构81带动所述抓盘机构82和所述取料机构83朝靠近所述分拣工位105的方向运动,使所述抓盘机构82或所述取料机构83运动至所述分拣工位105上方;
61.s10:判断所述良品工位106处是否有载具,若所述良品工位106处没有载具,执行s11;若良品工位106处有载具,执行s12;
62.s11:所述分拣导向机构81带动所述抓盘机构82运动,使所述抓盘机构82抓取所述分拣工位105上的载具放置到良品工位106处;然后,所述分拣导向机构81带动所述取料机构83运动,使所述取料机构83从所述良品工位105处的载具中将不良品吸起,并放置到不良品工位107处的空载具中,该空载具为事先放置的一个空载具,专用于盛放不良品,完成一次外观检测;
63.s12:所述分拣导向机构81带动所述取料机构83运动,使所述取料机构83从所述分拣工位105处的载具中将不良品吸起,并放置到不良品工位107处的空载具中;然后,使所述取料机构83继续运动,将良品工位106处的载具中的良品吸起放置到分拣工位105处的载具中进行补齐整合,当分拣工位105处的载具中的良品放置满时,执行s13,当良品工位106处的载具中的良品取完时,执行s14;
64.s13:所述导轨组件30带动所述良品工位105处的载具流出轨道进入下一个流水线,外观检测工作完成;
65.s14:包括:
66.s141:所述分拣导向机构81带动所述抓盘机构82运动,使所述抓盘机构82抓取所述良品工位106上的空载具放置到不良品工位107处用来放置不良品,而分拣工位105上的载具则再次被抓取放置到良品工位106上,等待被取走;
67.s142:如果不良品工位107处已存在两个载具,需报警提示人工取走不良品工位107处中的一个载具,然后执行所述s141的动作。
68.综上所述,本实用新型提供了一种外观检测装置及检测方法,用来对镜头模组的外观进行检测,可以实现对镜头模组外观的自动检测,而且,由于载具具有通用性,因此,可满足各种不同类型的镜头模组产品的外观检测,而且流水化的检测工艺,可以有效提高镜
头模组的外观检测效率。此外,还通过导轨的分段独立设置,进一步提高了作业效率,同时可以节约能源。并且,还设置了分拣组件,可以实现对产品的良品与不良品的分类整合。
69.上述描述仅是对本实用新型较佳实施例的描述,并非对本实用新型范围的任何限定,本实用新型领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1