一种基于机器视觉的药品泡罩包装缺陷检测系统及方法
1.本发明涉及机器视觉技术领域,尤其涉及一种基于机器视觉的药品泡罩包装缺陷检测系统及方法。
背景技术:
2.随着中国经济的发展,中国的机器视觉行业发展也越来越活跃。国内的许多高等院校、研究所和企业在机器视觉领域进行了相关的工作和研究和工作,在已有的基础上取得了一定的研究成果。
3.随着机器视觉技术和图像处理技术的快速发展,基于机器视觉的检测技术得到了快速发展。在药品缺陷检测方面,机器视觉主要应用于药品的外观检测和包装方面,如瓶装药品容量的检测、铝塑泡罩包装药品的破损、漏装、漏粉、夹杂等缺陷检测。近些年,国内外都对药品的在线质量检测进行了研究。日本兵库教育大学的masakazumorimoto研究搭建了一套基于机器视觉的识别药片类型的检测系统,通过提取药片的形状、颜色和正反两面的标识等特征来实现种类的识别。上述是对未封装的单个药片进行识别或检测,铝塑泡罩包装因其具有较强的反光性,导致检测难度增加,derganc等人研制的铝塑泡罩包装颜色药片检测系统存在训练和检测两个模式,在训练模式下得到待测药片的模板数据,并构造颜色空间模型来对药片图像进行校正和分割,在检测模式下读入模板数据进行匹配来检测缺陷。国外已有成熟的药品包装缺陷检测系统出现,如美国康耐视公司的in
‑
sight 5100药片包装缺陷检测陷检测系统,该系统是在铝塑封装前对药片进行检测,能同时处理4片药板,运算速度快,功能强大。加拿大dalsa公司开发的dalsa ipd视觉处理系统在药片缺陷检测中得到了应用。利用检测线上放置的光电传感器来得到药板的位置,并定位单个药片在药板上的位置。该系统能检测出泡罩内是否存在漏粒、破损以及药片的颜色缺陷等,还能读取药板的生产日期和批号,并将检测结果存入数据库。
4.国内的一些高校和公司也从事基于机器视觉的药品包装缺陷检测的研究。中南大学谢丹毅等人开发的药品包装缺陷检测系统已投入实际运行,该系统利用一种变窗轮廓跟踪方法对圆形药片进行检测,能检测出药片存在的空泡、残缺、裂纹等典型缺陷。但是该系统仅能对边缘轮廓明显的药片进行检测,对胶囊无法检测。国内也有铝塑泡罩包装缺陷检测产品问世,如宁波新月仪器技术有限公司开发的在线检测系统,能检测药片出现的漏粒、破损等缺陷。
5.总体说来,国外尤其是发达国家已有成熟的产品应用于铝塑泡罩包装药品检测,但其产品价格普遍较高,且不能与国内相关配套设施结合使用,国内企业引进的设备又不具有良好的性价比。基于整个药品泡罩包装市场的需求,同时兼顾泡罩药品包装缺陷检测准确性,研究开发一套药品泡罩缺陷检测系统势在必行。
技术实现要素:
6.(一)要解决的技术问题
7.鉴于现有技术的上述缺点、不足,本发明提供一种基于机器视觉的药品泡罩包装缺陷检测方法及系。
8.(二)技术方案
9.为了达到上述目的,本发明采用的主要技术方案包括:
10.第一方面,本发明实施例提供一种基于机器视觉的药品泡罩包装缺陷检测系统,所述系统包括传输带,所述传输带用于传输药品泡罩包装,其特征在于,所述系统包括:
11.plc控制装置,所述plc控制装置分别与电眼、相机、照明装置、剔除装置以及图像处理装置连接;
12.所述plc控制装置用于控制所述相机和所述照明装置在对传输带上的经过电眼检测药品泡罩包装到达预先设定位置时进行拍照和照明,实现所述相机在照明的情况下获取相应的图像信息;
13.图像处理装置,用于针对所述图像信息进行检测,并将检测结果传送至plc控制装置;
14.所述plc控制装置,还用于根据所述检测结果,控制剔除装置剔除药品泡罩包装。
15.优选的,
16.电眼,用于针对传输带上的药品泡罩包装进行电眼检测;
17.照明装置,用于针对传输带上的经过电眼检测的药品泡罩包装进行照明;
18.所述照明装置包括球积分光源和环形光源;
19.相机,用于针对所述药品泡罩在照明装置照明的条件下进行拍照,获取相应的图像信息,并将所述图像信息传送至图像处理装置。
20.优选的,
21.其中环形光源与球积分光源直径均为300mm;
22.环形光源位于球积分光源正下方并处于药品泡罩包装所经过的传输带正上方100mm;
23.所述相机处于球积分光源孔中,并与所述传输带垂直向下。
24.第二方面,本实施例还提供一种基于机器视觉的药品泡罩包装缺陷检测方法,所述药品泡罩包括pvc板和泡眼,其中泡眼中设置有药片,其特征在于,所述方法由上述任一基于机器视觉的药品泡罩包装缺陷检测系统所执行,所述方法包括:
25.s1、针对药品泡罩相应的图像信息,进行预处理,获取预处理后的图像信息;
26.所述药品泡罩相应的图像信息为所述药品泡罩在照明装置照明的条件的相应的图像信息;
27.s2、针对所述预处理后的图像信息进行检测,获取相应的检测结果。
28.优选的,所述s1中的预处理依次包括:
29.彩色图像阈值处理、图像平滑中值滤波处理、形态学处理、连通域去噪处理。
30.优选的,所述s2具体包括:
31.采用边缘检测算法对预处理后的图像信息进行处理,获取预处理后的图像信息中的pvc板的边缘轮廓,并将所述pvc板的边缘轮廓的区域作为图像信息中的pvc板区域;
32.采用预先设定的直线检测算法获取pvc板边缘轮廓的水平倾斜角度θ,并基于pvc板边缘轮廓的水平倾斜角度θ,针对所述pvc板边缘轮廓采用仿射变换处理获取仿射变换处
理后的pvc板边缘轮廓;
33.所述仿射变换处理后的pvc板边缘轮廓的水平倾斜角度θ为0;
34.采用凸包检测算法对所述仿射变换处理后的pvc板的边缘轮廓进行凸包检测,获取凸包检测结果。
35.优选的,所述方法还包括:
36.s3、提取所述仿射变换处理后的pvc板边缘轮廓区域作为pvc板区域;
37.采用相似度识别算法处理所述pvc板区域和预先设定泡眼区域图片,获取在所述pvc板区域中与所述预先设定泡眼区域图片相似度满足预先设定值的区域,并将所述预先设定泡眼区域图片相似度满足预先设定值的区域作为pvc板区域中的泡眼区域;
38.基于所述pvc板区域中的泡眼区域,采用边缘检测算法获取所述pvc板区域中第一泡眼区域的边缘轮廓;
39.所述第一泡眼区域为pvc板中从左至右、从上至下的第一个泡眼区域;
40.基于所述第一泡眼区域的边缘轮廓获取所述第一泡眼区域的边缘轮廓的最小外接矩形,基于所述第一泡眼区域的最小外接矩形获取第一泡眼区域的位置信息;
41.所述第一泡眼区域的位置信息为所述第一泡眼区域的最小外接矩形的左边与上边的交叉点的位置信息;
42.基于所述pvc板的边缘轮廓获取所述pvc板的边缘轮廓的最小外接矩形,基于所述最小外接矩形获取pvc板第一位置信息;
43.所述pvc板区域的第一位置信息为所述pvc板的边缘轮廓的最小外接矩形的左边与上边的交叉点的位置信息;
44.基于第一泡眼区域的位置信息和pvc板的第一位置信息,获取所述第一泡眼区域的位置和pvc板的第一位置之间连接线的角度和距离;
45.判断所述第一泡眼区域的位置和pvc板的第一位置之间连接线的角度和距离是否满足预先设定的角度和距离,获取第一判断结果;
46.若所述第一判断结果为所述第一泡眼区域的位置和pvc板的第一位置之间连接线的角度和距离满足预先设定的角度和距离,则确定pvc板中的泡眼没有偏移。
47.优选的,所述方法还包括:
48.s4、在pvc板中的泡眼没有偏移的情况下,采用相似度识别算法处理所述pvc板区域中的泡眼的区域和预先设定的第一图片,获取所述pvc板区域中的泡眼的区域和预先设定的第一图片的相似度;
49.所述第一图片为泡眼中有药片且泡眼没有凹陷的图片;
50.判断所述pvc板区域中的泡眼的区域和预先设定的第一图片的相似度是否满足第一预先设定值,获取第二判断结果;
51.若所述第二判断结果为所述所述pvc板区域中的泡眼的区域和预先设定的第一图片的相似度满足第一预先设定值时,则确定所述所述pvc板区域中的泡眼中有药片且没有凹陷。
52.优选的,所述方法还包括:
53.s5、在第二判断结果为所述所述pvc板区域中的泡眼的区域和预先设定的第一图片的相似度满足第一预先设定值情况下,基于所述pvc板区域中每一泡眼的区域,获取泡眼
内药片的rgb颜色数据和泡眼区域内除药片之外的其他区域的rgb颜色数据;
54.基于所述泡眼区域内药片的rgb颜色信息和泡眼内除药片之外的其他区域的rgb颜色数据,获取泡眼内药片的rgb颜色数据和泡眼区域内除药片之外的其他区域的rgb颜色数据的差值;
55.基于所述泡眼内药片的rgb颜色数据和泡眼区域内除药片之外的其他区域的rgb颜色数据的差值,获取药片的轮廓;
56.采用相似度识别算法获取所述药片的轮廓与预先设定的药片轮廓的相似度;
57.判断所述药片的轮廓与预先设定的药片轮廓的相似度是否满足第二预先设定值,获取第三判断结果;
58.若所述第三判断结果为所述药片的轮廓与预先设定的药片轮廓的相似度满足第二预先设定值,则确定药片没有轮廓缺陷。
59.优选的,所述方法还包括:
60.s6、在定药片没有轮廓缺陷的情况下,基于所述药片的轮廓的区域,采用形态学闭运算和开运算进行去噪处理,获取所述药片的轮廓区域去噪后的图像;
61.采用连通域提取算法所述药片的轮廓区域噪后的图像进行处理,获取所述药片的轮廓区域噪后的图像中连通域的数量和所述药片的轮廓区域噪后的图像中连通域的面积;
62.判断所述药片的轮廓区域噪后的图像中连通域的数量是否超过预先设定数量,获取第四判断结果;
63.若所述第四判断结果为所述药片的轮廓区域噪后的图像中连通域的数量超过预先设定数量,则确定药片漏粉;
64.判断所述药片的轮廓区域噪后的图像中连通域的面积是否超过第一预先设定面积,获取第五判断结果;
65.若所述第五判断结果为所述药片的轮廓区域噪后的图像中连通域的面积超过第一预先设定面积,则确定药片有污点;
66.s7、基于pvc板区域轮廓和pvc板中每一泡眼区域,获取pvc板区域中除泡眼对应的区域之外的pvc网格纹理区域;
67.提取所述pvc网格纹理区域的频域信息,将所述pvc网格纹理区域的频域信息与预先设定的频域信息进行比对,获取所述pvc网格纹理区域频域信息与预先设定的频域信息之间的差值;
68.判断所述pvc网格纹理区域频域信息与预先设定的频域信息之间的差值是否满足预先设定范围,获取第六判断结果;
69.若所述第六判断结果为满足预先设定范围,则确定pvc网格纹理区域热封良好;
70.s8、采用连通域提取算法处理所述pvc网格纹理区域,获取所述pvc网格纹理区域中连通域的面积;
71.判断所述pvc网格纹理区域中连通域的面积是否超过第二预先设定面积,获取第七判断结果;
72.若所述第七判断结果为所述pvc网格纹理区域中连通域的面积超过第二预先设定面积,则确定所述pvc网格纹理区域具有污点。
73.(三)有益效果
74.本发明的有益效果是:本发明的一种基于机器视觉的药品泡罩包装缺陷检测系统,由于采用全新的照明装置,使得在照明装置的照明下采集的图像信息更优质,进一步使得,在对图像信息处理过程中得到的结果更为准确。
75.本发明的一种基于机器视觉的药品泡罩包装缺陷检测方法,针对本发明的一种基于机器视觉的药品泡罩包装缺陷检测系统中得到的图像信息使用了多种图像处理技术,能对pvc板中存在的各种缺陷进行检测,相对于现有技术而言,解决了现有的技术中检测项目单一、检测精度低、成本高的问题。
附图说明
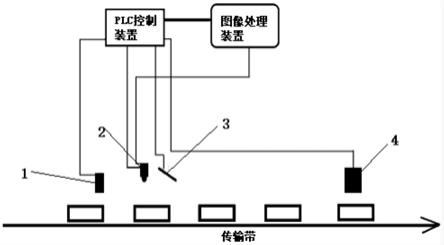
76.图1为本发明的一种基于机器视觉的药品泡罩包装缺陷检测系统结构示意图;
77.图2为本发明的一种基于机器视觉的药品泡罩包装缺陷检测系统中plc控制装置的结构示意图;
78.图3为本发明中照明装置结构示意图;
79.图4为本发明中的一种基于机器视觉的药品泡罩包装缺陷检测方法流程图。
80.【附图标记说明】
81.1:电眼;
82.2:相机;
83.3:照明装置;
84.4:剔除装置。
具体实施方式
85.为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明作详细描述。
86.为了更好的理解上述技术方案,下面将参照附图更详细地描述本发明的示例性实施例。虽然附图中显示了本发明的示例性实施例,然而应当理解,可以以各种形式实现本发明而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更清楚、透彻地理解本发明,并且能够将本发明的范围完整的传达给本领域的技术人员。
87.参加图1,本实施例提供一种基于机器视觉的药品泡罩包装缺陷检测系统,所述系统包括传输带,所述传输带用于传输药品泡罩包装,所述系统包括:
88.plc控制装置,所述plc控制装置分别与电眼1、相机2、照明装置3、剔除装置4以及图像处理装置连接;
89.所述plc控制装置用于控制所述相机2和所述照明装置3在对传输带上的经过电眼1检测药品泡罩包装到达预先设定位置时进行拍照和照明,实现所述相机1在照明的情况下获取相应的图像信息;
90.图像处理装置,用于针对所述图像信息进行检测,并将检测结果传送至plc控制装置;
91.所述plc控制装置,还用于根据所述检测结果,控制剔除装置4剔除药品泡罩包装。其中,参见图2,为本实施例的一种plc控制装置的结构示意图。
92.在本实施例的实际应用中,电眼1,用于针对传输带上的药品泡罩包装进行电眼检
测;
93.照明装置3,用于针对传输带上的经过电眼检测的药品泡罩包装进行照明;
94.所述照明装置3包括球积分光源和环形光源;
95.相机,用于针对所述药品泡罩在照明装置照明的条件下进行拍照,获取相应的图像信息,并将所述图像信息传送至图像处理装置。
96.在本实施例的实际应用中,在传输带上的药品泡罩包装经过电眼检测后,设定延时通过plc进行控制实现照明装置触发和相机取图,
97.相机取得的图像通过千兆网传输协议被输入图像处理装置(工控机)进行图像处理,通过设定的软件算法判断待检测样品的缺陷信息,当待测药品泡罩包装不合格时,设定延时进行样品的剔除。
98.参见图3,在本实施例的实际应用中,其中环形光源与球积分光源直径均为300mm;
99.环形光源位于球积分光源正下方并处于药品泡罩包装所经过的传输带正上方100mm;
100.所述相机处于球积分光源孔中,并与所述传输带垂直向下。
101.参见图3,在本实施例的具体应用中,本实施例中的照明装置使用了环形光源和球积分光源(圆顶无影光源)。其中环形光源与球积分光源尺寸相近,直径均为300mm左右,环形光源处于球积分光源正下方并处于待测样品所经过的传输带正上方100mm左右,相机处于球积分光源孔中,垂直向下进行取图,两种光源同时持续触发,由此实现泡罩包装的照明装置。此种方式可以同时保留图像的均匀性和纹理特征信息。
102.本实施例中的一种基于机器视觉的药品泡罩包装缺陷检测系统,由于采用全新的照明装置,使得在照明装置的照明下采集的图像信息更优质,进一步使得,在对图像信息处理过程中得到的结果更为准确。
103.参见图4,本实施例还提供一种基于机器视觉的药品泡罩包装缺陷检测方法,所述药品泡罩包括pvc板和泡眼,其中泡眼中设置有药片,所述方法由上述任一基于机器视觉的药品泡罩包装缺陷检测系统所执行,所述方法包括:
104.s1、针对药品泡罩相应的图像信息,进行预处理,获取预处理后的图像信息。
105.所述药品泡罩相应的图像信息为所述药品泡罩在照明装置照明的条件的相应的图像信息;
106.s2、针对所述预处理后的图像信息进行检测,获取相应的检测结果。
107.在本实施例的实际应用中,所述s1中的预处理依次包括:
108.彩色图像阈值处理、图像平滑中值滤波处理、形态学处理、连通域去噪处理。
109.在本实施例中,所述s2具体包括:
110.采用边缘检测算法对预处理后的图像信息进行处理,获取预处理后的图像信息中的pvc板的边缘轮廓,并将所述pvc板的边缘轮廓的区域作为图像信息中的pvc板区域。
111.采用预先设定的直线检测算法获取pvc板边缘轮廓的水平倾斜角度θ,并基于pvc板边缘轮廓的水平倾斜角度θ,针对所述pvc板边缘轮廓采用仿射变换处理获取仿射变换处理后的pvc板边缘轮廓。
112.所述仿射变换处理后的pvc板边缘轮廓的水平倾斜角度θ为0。
113.采用凸包检测算法对所述仿射变换处理后的pvc板的边缘轮廓进行凸包检测,获
取凸包检测结果。
114.在本实施例中,所述方法还包括:
115.s3、提取所述仿射变换处理后的pvc板边缘轮廓区域作为pvc板区域。
116.采用相似度识别算法处理所述pvc板区域和预先设定泡眼区域图片,获取在所述pvc板区域中与所述预先设定泡眼区域图片相似度满足预先设定值的区域,并将所述预先设定泡眼区域图片相似度满足预先设定值的区域作为pvc板区域中的泡眼区域。
117.基于所述pvc板区域中的泡眼区域,采用边缘检测算法获取所述pvc板区域中第一泡眼区域的边缘轮廓。
118.所述第一泡眼区域为pvc板中从左至右、从上至下的第一个泡眼区域。
119.基于所述第一泡眼区域的边缘轮廓获取所述第一泡眼区域的边缘轮廓的最小外接矩形,基于所述第一泡眼区域的最小外接矩形获取第一泡眼区域的位置信息。
120.所述第一泡眼区域的位置信息为所述第一泡眼区域的最小外接矩形的左边与上边的交叉点的位置信息。
121.基于所述pvc板的边缘轮廓获取所述pvc板的边缘轮廓的最小外接矩形,基于所述最小外接矩形获取pvc板第一位置信息。
122.所述pvc板区域的第一位置信息为所述pvc板的边缘轮廓的最小外接矩形的左边与上边的交叉点的位置信息。
123.基于第一泡眼区域的位置信息和pvc板的第一位置信息,获取所述第一泡眼区域的位置和pvc板的第一位置之间连接线的角度和距离。
124.判断所述第一泡眼区域的位置和pvc板的第一位置之间连接线的角度和距离是否满足预先设定的角度和距离,获取第一判断结果。
125.若所述第一判断结果为所述第一泡眼区域的位置和pvc板的第一位置之间连接线的角度和距离满足预先设定的角度和距离,则确定pvc板中的泡眼没有偏移。
126.在本实施例中,所述方法还包括:
127.s4、在pvc板中的泡眼没有偏移的情况下,采用相似度识别算法处理所述pvc板区域中的泡眼的区域和预先设定的第一图片,获取所述pvc板区域中的泡眼的区域和预先设定的第一图片的相似度。
128.所述第一图片为泡眼中有药片且泡眼没有凹陷的图片。
129.判断所述pvc板区域中的泡眼的区域和预先设定的第一图片的相似度是否满足第一预先设定值,获取第二判断结果。
130.若所述第二判断结果为所述所述pvc板区域中的泡眼的区域和预先设定的第一图片的相似度满足第一预先设定值时,则确定所述所述pvc板区域中的泡眼中有药片且没有凹陷。
131.在本实施例中,所述方法还包括:
132.s5、在第二判断结果为所述所述pvc板区域中的泡眼的区域和预先设定的第一图片的相似度满足第一预先设定值情况下,基于所述pvc板区域中每一泡眼的区域,获取泡眼内药片的rgb颜色数据和泡眼区域内除药片之外的其他区域的rgb颜色数据。
133.基于所述泡眼区域内药片的rgb颜色信息和泡眼内除药片之外的其他区域的rgb颜色数据,获取泡眼内药片的rgb颜色数据和泡眼区域内除药片之外的其他区域的rgb颜色
数据的差值。
134.基于所述泡眼内药片的rgb颜色数据和泡眼区域内除药片之外的其他区域的rgb颜色数据的差值,获取药片的轮廓。
135.采用相似度识别算法获取所述药片的轮廓与预先设定的药片轮廓的相似度。
136.判断所述药片的轮廓与预先设定的药片轮廓的相似度是否满足第二预先设定值,获取第三判断结果。
137.若所述第三判断结果为所述药片的轮廓与预先设定的药片轮廓的相似度满足第二预先设定值,则确定药片没有轮廓缺陷。
138.在本实施例中,所述方法还包括:
139.s6、在定药片没有轮廓缺陷的情况下,基于所述药片的轮廓的区域,采用形态学闭运算和开运算进行去噪处理,获取所述药片的轮廓区域去噪后的图像。
140.采用连通域提取算法所述药片的轮廓区域噪后的图像进行处理,获取所述药片的轮廓区域噪后的图像中连通域的数量和所述药片的轮廓区域噪后的图像中连通域的面积。
141.判断所述药片的轮廓区域噪后的图像中连通域的数量是否超过预先设定数量,获取第四判断结果。
142.若所述第四判断结果为所述药片的轮廓区域噪后的图像中连通域的数量超过预先设定数量,则确定药片漏粉。
143.判断所述药片的轮廓区域噪后的图像中连通域的面积是否超过第一预先设定面积,获取第五判断结果。
144.若所述第五判断结果为所述药片的轮廓区域噪后的图像中连通域的面积超过第一预先设定面积,则确定药片有污点。
145.s7、基于pvc板区域轮廓和pvc板中每一泡眼区域,获取pvc板区域中除泡眼对应的区域之外的pvc网格纹理区域。
146.提取所述pvc网格纹理区域的频域信息,将所述pvc网格纹理区域的频域信息与预先设定的频域信息进行比对,获取所述pvc网格纹理区域频域信息与预先设定的频域信息之间的差值。
147.判断所述pvc网格纹理区域频域信息与预先设定的频域信息之间的差值是否满足预先设定范围,获取第六判断结果。
148.若所述第六判断结果为满足预先设定范围,则确定pvc网格纹理区域热封良好。
149.s8、采用连通域提取算法处理所述pvc网格纹理区域,获取所述pvc网格纹理区域中连通域的面积。
150.判断所述pvc网格纹理区域中连通域的面积是否超过第二预先设定面积,获取第七判断结果。
151.若所述第七判断结果为所述pvc网格纹理区域中连通域的面积超过第二预先设定面积,则确定所述pvc网格纹理区域具有污点。
152.本实施例中的一种基于机器视觉的药品泡罩包装缺陷检测方法,针对本发明的一种基于机器视觉的药品泡罩包装缺陷检测系统中得到的图像信息使用了多种图像处理技术,能对pvc板中存在的各种缺陷进行检测,相对于现有技术而言,解决了现有的技术中检测项目单一、检测精度低、成本高的问题。
153.由于本发明上述实施例所描述的系统,为实施本发明上述实施例的方法所采用的系统,故而基于本发明上述实施例所描述的方法,本领域所属技术人员能够了解该系统/装置的具体结构及变形,因而在此不再赘述。凡是本发明上述实施例的方法所采用的系统都属于本发明所欲保护的范围。
154.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统或计算机程序产品。因此,本发明可采用完全硬件实施例、完全软件实施例,或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用程序代码的计算机可用存储介质(包括但不限于磁盘存储器、cd
‑
rom、光学存储器等)上实施的计算机程序产品的形式。
155.本发明是参照根据本发明实施例的方法、设备(系统)和计算机程序产品的流程图和/或方框图来描述的。应理解可由计算机程序指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。
156.应当注意的是,在权利要求中,不应将位于括号之间的任何附图标记理解成对权利要求的限制。词语“包含”不排除存在未列在权利要求中的部件或步骤。位于部件之前的词语“一”或“一个”不排除存在多个这样的部件。本发明可以借助于包括有若干不同部件的硬件以及借助于适当编程的计算机来实现。在列举了若干装置的权利要求中,这些装置中的若干个可以是通过同一个硬件来具体体现。词语第一、第二、第三等的使用,仅是为了表述方便,而不表示任何顺序。可将这些词语理解为部件名称的一部分。
157.此外,需要说明的是,在本说明书的描述中,术语“一个实施例”、“一些实施例”、“实施例”、“示例”、“具体示例”或“一些示例”等的描述,是指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
158.尽管已描述了本发明的优选实施例,但本领域的技术人员在得知了基本创造性概念后,则可对这些实施例作出另外的变更和修改。所以,权利要求应该解释为包括优选实施例以及落入本发明范围的所有变更和修改。
159.显然,本领域的技术人员可以对本发明进行各种修改和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也应该包含这些修改和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1