一种摩托车油箱气密检测自动化设备的制作方法
:
1.本发明涉及气密性检测技术领域,尤其涉及一种摩托车油箱气密检测自动化设备。
背景技术:
2.摩托车油箱的壳体采用冲压成型,然后与其他周边结构及注油口焊接而成,不排除有焊接缺陷的存在,因此需要进行试漏测试。目前国内摩托车油箱的气密检测自动化设备多数采用水检,就是人工将油箱充气放入水中观察是否冒泡,完了后要取出吹干,采用水检法,各油口的封堵采用人工手动封堵,随意性较大,且效率低下,后续需将检测产品烘干后方可转入下道工序,增大了生产成本,同时环境恶劣,水检后油箱易锈蚀,影响产品质量,需要多人操作,不利于批量化生产,难以实现自动化,智能化;于是有的企业采用氦气检测,但这种检测方式设备成本高昂,氦气是消耗品,检测成本高,这使得很多厂家不能接受;因此需要研发一种方便且实用的摩托车油箱气密性检测装置。
技术实现要素:
3.本发明目的是解决上述技术问题,提供一种摩托车油箱气密检测自动化设备。
4.为了实现上述目的,本发明采用以下技术方案予以实现:
5.一种摩托车油箱气密检测自动化设备,包括机架,所述机架上设有用于放置油箱工件的定位工装,所述机架的顶部安装有第一直线驱动装置,所述第一直线驱动装置的驱动端安装有旋转夹紧气缸,所述旋转夹紧气缸的缸体下端固定连接有进气环,所述进气环开设有内孔,所述旋转夹紧气缸的伸缩杆穿过内孔固定连接有拉压柱,所述拉压柱的外径小于油箱工件加油口的内径;所述拉压柱的下端两侧设有与油箱加油口缺口相匹配的第一凸起块;所述进气环的侧壁开设有与内孔连通的第一接口,所述第一接口用于与差压式气密检漏仪的充气管相连,所述进气环的下端固定连接有油口封堵头,所述油口封堵头为环形结构且穿套在拉压柱外侧,所述油口封堵头位于定位工装上方且与油箱工件的加油口位置相匹配,所述第一直线驱动装置的驱动端向下驱动移动时使得油口封堵头下移并抵接在油箱工件的加油口外侧。
6.所述油口封堵头用于贴合挤压在油箱的加油口外侧,所述拉压柱伸入油箱加油口中并通过旋转夹紧使得第一凸起块夹紧在加油口内侧翻边上,从而使得油口封堵头与拉压柱共同作用将油箱的加油口夹紧。差压式气密检漏仪工作时将检测气体从第一接口充入内孔,检测气体从内孔沿油口封堵头的内壁与拉压柱之间间隙之间进入油箱内,从而使得检测气体在封堵油口后能够进入油箱内对油箱的密封性进行检测。
7.进一步的,所述第一直线驱动装置的驱动端固定连接有连接板,所述旋转夹紧气缸的缸体固定连接在连接板的底部,所述连接板上固定连接有第一导杆,所述机架上固定连接有第一导套,所述第一导杆穿插在第一导套中并与第一导套滑动连接。
8.进一步的,所述连接板上固定连接有横向直线驱动装置,所述横向直线驱动装置
的驱动端固定连接有侧向堵头,所述侧向堵头用于侧向封堵油箱上的侧面孔洞。
9.进一步的,所述连接板上固定连接有横向杆,所述横向杆上滑动连接有上下移动的第一连接轴,所述第一连接轴的上端固定连接有限位板,所述第一连接轴的下端固定连接压紧柱,所述压紧柱的底部固定连接有弹性封堵头,所述第一连接轴外侧穿套有第一压缩弹簧,所述第一压缩弹簧位于横向杆与压紧柱之间。所述弹性封堵头通过第一压缩弹簧的弹力贴合在油箱表面用于对油箱上的孔洞进行封堵。
10.进一步的,所述机架上安装有下料装置,下料装置包括有下料横梁,所述下料横梁固定连接在机架上,所述下料横梁上安装有横向驱动的第一滑台气缸,所述第一滑台气缸的移动滑台上安装有上下驱动的第一搬运气缸,所述第一搬运气缸的伸缩杆端固定连接有用于夹紧工件的夹紧搬运机构,所述机架的一侧设有输送带,所述下料装置用于将定位工装上的合格工件搬运至输送带上。
11.进一步的,所述夹紧搬运机构包括双向同步往复气缸,所述双向同步往复气缸的两端伸缩杆均固定连接有夹臂机构,所述夹臂机构包括固定臂,所述固定臂的下端横向滑动连接有第二连接轴,所述第二连接轴的一端固定连接有弹性夹紧块,所述第二连接轴的另一端穿过固定臂固定连接有第二限位块;所述第二连接轴外侧穿套有第二压缩弹簧,所述第二压缩弹簧位于固定臂与弹性夹紧块之间,所述双向同步往复气缸的两端夹紧机构上的弹性夹紧块相对设置。
12.具体的,所述弹性夹紧块采用弹性的聚氨酯材料制成。夹紧搬运机构两端均设置有两件第二连接轴,从而形成4个夹紧点对工件进行夹紧。
13.进一步的,所述机架上安装有凸轮分割器,所述凸轮分割器的驱动端固定连接有旋转盘,所述定位工装安装在旋转盘上。
14.进一步的,所述定位工装包括可拆卸连接在旋转盘上的底板,所述底板上可拆卸连接有多个定位立柱,所述定位立柱的上端端面作为定位平面,所述定位立柱的上端开设有第一容纳孔,所述第一容纳孔中穿插有定位销,所述定位立柱的侧面开设有与第一容纳孔连通的螺纹孔,所述螺纹孔中通过螺纹连接有用于锁紧定位销的螺栓。
15.进一步的,所述定位销的上端设有对工件导向的锥面;所述定位销的位置与油箱工件上的安装孔相对应,以使得定位销穿插在油箱安装孔中对油箱进行定位。
16.进一步的,所述第一直线驱动装置用于驱动对象实现直线移动,可以采用气缸、液压缸、电动推杆、丝杆螺母副机械常用驱动机构,优选采用气缸,所述第一直线驱动装置的驱动端为气缸的伸缩杆端。所述第一直线驱动装置采用气缸结构,其气缸的进气端连接有减压阀,并通过减压阀调节第一直线驱动装置的驱动力大小。
17.一种摩托车油箱气密检测自动化设备的检测方法,采用上述一种摩托车油箱气密检测自动化设备对摩托车油箱进行气密性检测,其包括如下具体步骤:
18.s1,将待检测的油箱工件放置在定位工装上,转动定位工装使得定位工装上的油箱工件的加油口位于油口封堵头的下方;
19.s2,通过第一直线驱动装置驱动旋转夹紧气缸向下移动,使得油口封堵头与油箱的加油口外侧抵接,旋转夹紧气缸下端连接的拉压柱伸入至油箱的加油口中,旋转夹紧气缸动作使得拉压柱的第一凸起块挂在加油口的内壁上,通过油口封堵头与拉压柱从加油口外侧和内侧将加油口夹紧;
20.s3,第一直线驱动装置驱动下弹性封堵头贴合在油箱表面上其他孔洞外侧,弹性封堵头在第一压缩弹簧作用下使得孔洞进行封堵,通过横向直线驱动装置将侧向堵头贴合在油箱工件的侧面孔洞外侧并将侧面孔洞封堵;
21.s4,油箱上的孔洞封堵后,启动差压式气密检漏仪工作将检测气体从第一接口充入内孔,检测气体从内孔沿油口封堵头的内壁与拉压柱之间间隙之间进入油箱内;
22.s5,通过差压式气密检漏仪对检测油箱进行充气、平衡、检测,检测完成后差压式气密检漏仪对检测油箱的检测合格性进行判断,给出ok或ng提示;
23.s6,通过下料装置将合格产品搬运至输送带上,完成对油箱的气密性检测及筛选。
24.在步骤s5中,差压式气密检漏仪的标准罐配置为600
‑
700ml,通过平衡和比较标准罐的泄露量差值进行判断工件的合格和不合格。
25.具体的,检测工艺参数的设定,充气压力:上限值+35kpa,下限值+30kpa,过程控制时间为:加压:20s,平衡:8s,检出:3s。
26.本发明提供的一种摩托车油箱气密检测自动化设备,具有以下有益效果:采用自动封堵测试气密性,检测方便,检测效率高;本技术中的加油口封堵机构不是直接压在油箱的加油口上,而是利用旋转夹紧气缸将拉压柱伸入加油口内部,在加油口内部旋转并向上拉紧使得上方的油口封堵头对加油口接触密封,形成加油口局部受力的自动封堵结构,这样整体油箱不受外部压力,避免对油箱挤压造成变形,油箱本体机构比较薄弱,一旦受到外部压力会有微量变形,导致泄露量数据产生误差,严重影响测量结果的判断,在这个微小空间内该机构完美合理的解决这个问题;另外可以通过调节的第一直线驱动装置的驱动力度,从而避免对油箱造成变形;下料装置采用能够适应不同规则表面的弹性夹紧机构,通过第二压缩弹簧进行压缩和自动复位,能够适应不同规则的工件搬运;弹性夹紧块能够增大与油箱接触面的摩擦力,且不损坏油箱表面涂装;油箱的定位工装的稳定和快捷,利用油箱的安装孔,多点定位,克服安装燃油泵螺钉的旋转力矩,同时也利用封堵检测,在定位立柱的布局上采用快换间距的布局,适应多品种油箱的定位;合理利用空间布局,为整条生产线节拍提供保证,结构简洁紧凑,检测成本低,方便实用。
附图说明:
27.下面结合附图对本发明的具体实施方式作进一步详细的描述:
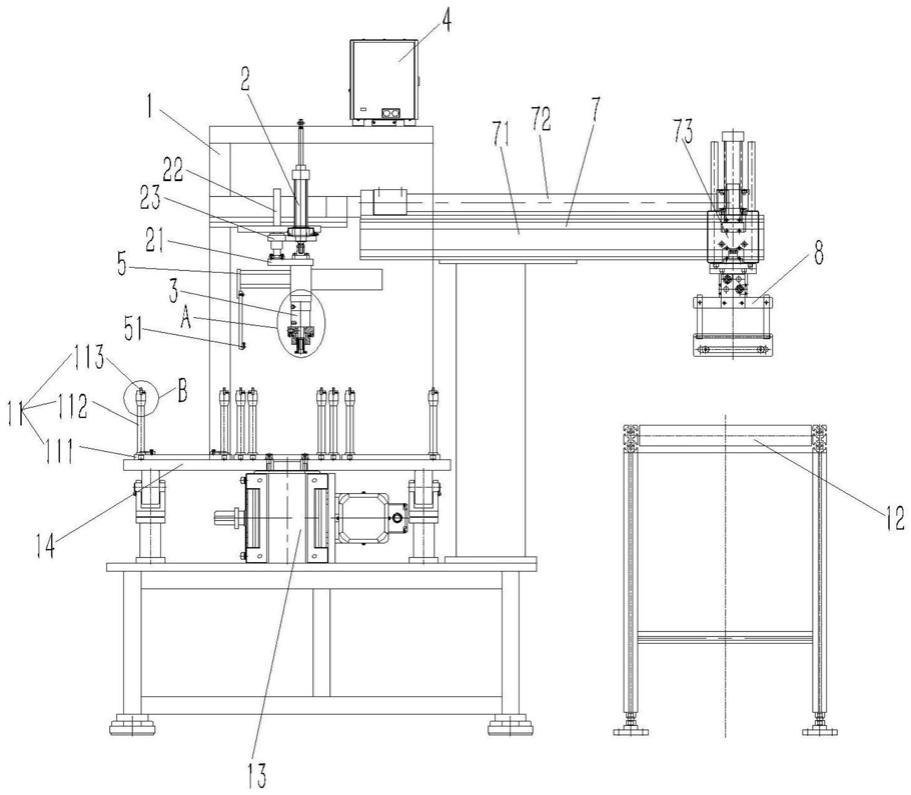
28.图1为本发明提供的一种摩托车油箱气密检测自动化设备的主视结构示意图;
29.图2为本发明提供的一种摩托车油箱气密检测自动化设备的侧视结构示意图;
30.图3为本发明提供的一种摩托车油箱气密检测自动化设备的部分结构俯视结构示意图;
31.图4为图1中a部位的局部结构示意图;
32.图5为图1中b部位的局部结构示意图;
33.图6为图2中c部位的局部结构示意图;
34.图7为图2中d部位的局部结构示意图;
35.图8为本发明提供的一种摩托车油箱气密检测自动化设备的拉压柱收缩状态示意图;
36.图9为本发明提供的一种摩托车油箱气密检测自动化设备中的拉压柱底端端面结
构示意图;
37.图10为本发明提供的一种摩托车油箱气密检测自动化设备使用状态示意图;
38.图11为本技术示例性检测的摩托车油箱结构示意图。
39.图中标号说明:1、机架;11、定位工装;111、底板;112、定位立柱;113、定位销;114、螺纹孔;12、输送带;13、凸轮分割器;14、旋转盘;2、第一直线驱动装置;21、连接板;22、第一导杆;23、第一导套;3、旋转夹紧气缸;31、进气环;311、第一接口;32、拉压柱;321、第一凸起块;33、油口封堵头;4、差压式气密检漏仪;5、横向直线驱动装置;51、侧向堵头;6、横向杆;61、第一连接轴;62、限位板;63、压紧柱;64、弹性封堵头;65、第一压缩弹簧;7、下料装置;71、下料横梁;72、第一滑台气缸;73、第一搬运气缸;8、夹紧搬运机构;81、双向同步往复气缸;82、夹臂机构;821、固定臂;822、第二连接轴;823、弹性夹紧块;824、第二限位块;825、第二压缩弹簧;a1、油箱;a2、加油口;a3、加油口缺口;a4、安装孔。
具体实施方式:
40.应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
41.下面将结合本发明的实施例中的附图,对本发明的实施例中的技术方案进行清楚
‑
完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.需要说明,本发明的实施例中所有方向性指示(诸如上
‑
下
‑
左
‑
右
‑
前
‑
后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系
‑
运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变,所述的连接可以是直接连接,也可以是间接连接。
43.参阅图1
‑
11所示,一种摩托车油箱气密检测自动化设备,包括机架1,所述机架1上设有用于放置油箱a1工件的定位工装11,所述机架1的顶端安装有第一直线驱动装置2,所述第一直线驱动装置2的驱动端安装有旋转夹紧气缸3,所述旋转夹紧气缸3的缸体下端固定连接有进气环31,所述进气环31开设有内孔,所述旋转夹紧气缸3的伸缩杆穿过内孔固定连接有拉压柱32,所述拉压柱32的外径小于油箱工件加油口的内径;所述拉压柱32的下端两侧设有与油箱a1的加油口缺口a3相匹配的第一凸起块321;所述进气环31的侧壁开设有与内孔连通的第一接口311,所述第一接口311用于与差压式气密检漏仪4的充气管相连,所述进气环31的下端固定连接有油口封堵头33,所述油口封堵头33为环形结构且穿套在拉压柱32外侧,所述油口封堵头33位于定位工装11上方且与油箱工件的加油口位置相匹配,所述第一直线驱动装置2的驱动端向下驱动移动时使得油口封堵头33下移并抵接在油箱a1工件的加油口a2外侧。
44.所述油口封堵头33用于贴合挤压在油箱的加油口a2外侧,所述拉压柱32伸入油箱a1加油口a2中并通过旋转夹紧使得第一凸起块321夹紧在加油口a2内侧翻边上,从而使得油口封堵头33与拉压柱32共同作用将油箱的加油口夹紧,进而使得油口封堵头33与进气环31、旋转夹紧气缸3的下端对加油口进行封堵。差压式气密检漏仪4工作时将检测气体从第一接口311充入内孔,检测气体从内孔沿油口封堵头33的内壁与拉压柱32之间间隙之间进入油箱内,从而使得检测气体在封堵油口后能够进入油箱内对油箱的密封性进行检测。
45.采用上述技术方案,加油口封堵机构不是直接压在油箱的加油口上,而是利用旋转夹紧气缸3将拉压柱32伸入加油口内部,在加油口内部旋转并向上拉紧使得上方的油口封堵头33对加油口接触密封,形成加油口局部受力的自动封堵结构,这样整体油箱不受外部压力,油箱本体机构比较薄弱,一旦受到外部压力会有微量变形,导致泄露量数据产生误差,严重影响测量结果的判断,在这个微小空间内该机构完美合理的解决这个问题;另外可以通过调节的第一直线驱动装置2的驱动力度,从而避免对油箱造成变形;合理利用空间布局,为整条生产线节拍提供保证。
46.具体的,所述第一直线驱动装置2的驱动端固定连接有连接板21,所述旋转夹紧气缸3的缸体固定连接在连接板21的底部,所述连接板21上固定连接有第一导杆22,所述机架1上固定连接有第一导套23,所述第一导杆22穿插在第一导套23中并与第一导套23滑动连接。通过第一导杆22与第一导套23配合,对第一直线驱动装置2进行导向。
47.具体的,所述连接板21上固定连接有横向直线驱动装置5,所述横向直线驱动装置5的驱动端固定连接有侧向堵头51,所述侧向堵头51用于侧向封堵油箱上的侧面孔洞。所述横向直线驱动装置5优选采用气缸形式。通过侧向堵头51可以将油箱的侧面小孔堵住,避免漏气;机构安装在连接板21上,结构简洁。
48.具体的,所述连接板21上固定连接有横向杆6,所述横向杆6上滑动连接有上下移动的第一连接轴61,使得第一连接轴61能够收缩,所述第一连接轴61的上端固定连接有限位板62,通过限位板62对第一连接轴61进行限位,所述第一连接轴61的下端固定连接压紧柱63,所述压紧柱63的底部固定连接有弹性封堵头64,弹性封堵头64对孔洞进行封堵,所述第一连接轴61外侧穿套有第一压缩弹簧65,所述第一压缩弹簧65位于横向杆6与压紧柱63之间,通过第一压缩弹簧65的弹力使得弹性封堵头64贴合在油箱表面。所述弹性封堵头64通过第一压缩弹簧65的弹力贴合在油箱表面用于对油箱上的孔洞进行封堵。
49.具体的,所述机架1上安装有下料装置7,下料装置7包括有下料横梁71,所述下料横梁71固定连接在机架1上,下料横梁71对结构进行支撑,所述下料横梁71上安装有横向驱动的第一滑台气缸72,通过第一滑台气缸72对机构进行横向驱动移动,所述第一滑台气缸72的移动滑台上安装有上下驱动的第一搬运气缸73通过第一搬运气缸73将物料进行提升和下降,所述第一搬运气缸73的伸缩杆端固定连接有用于夹紧工件的夹紧搬运机构8,所述机架1的一侧设有输送带12,所述下料装置7用于将定位工装11上的合格工件搬运至输送带12上。
50.具体的,所述夹紧搬运机构8包括双向同步往复气缸81,所述双向同步往复气缸81的两端伸缩杆均固定连接有夹臂机构82,所述夹臂机构82包括固定臂821,所述固定臂821的下端横向滑动连接有第二连接轴822,所述第二连接轴822的一端固定连接有弹性夹紧块823,所述第二连接轴822的另一端穿过固定臂821固定连接有第二限位块824;所述第二连接轴822外侧穿套有第二压缩弹簧825,所述第二压缩弹簧825位于固定臂821与弹性夹紧块823之间,所述双向同步往复气缸81的两端夹紧机构上的弹性夹紧块823相对设置。通过夹臂机构82与双向同步往复气缸81配合对工件进行夹紧,在夹紧的过程中,第二压缩弹簧825收缩,避免对工件冲击和挤压造成工件损坏;下料装置7采用能够适应不同规则表面的弹性夹紧机构,通过第二压缩弹簧825进行压缩和自动复位,能够适应不同规则的工件搬运;弹性夹紧块823能够增大与油箱接触面的摩擦力,且不损坏油箱表面涂装。
51.具体的,所述弹性夹紧块823采用弹性的聚氨酯材料制成。夹紧搬运机构8两端均设置有两件第二连接轴822,从而形成4个夹紧点对工件进行夹紧。
52.具体的,所述机架1上安装有凸轮分割器13,所述凸轮分割器13的驱动端固定连接有旋转盘14,所述定位工装11安装在旋转盘14上。通过凸轮分割器13驱动使得旋转盘14间歇转动,保证生产的节拍。
53.具体的,所述定位工装11包括可拆卸连接在旋转盘14上的底板111,所述底板111上可拆卸连接有多个定位立柱112,所述定位立柱112的上端端面作为定位平面,所述定位立柱112的上端开设有第一容纳孔,所述第一容纳孔中穿插有定位销113,所述定位立柱112的侧面开设有与第一容纳孔连通的螺纹孔114,所述螺纹孔114中通过螺纹连接有用于锁紧定位销113的螺栓。油箱的定位工装11的稳定和快捷,利用油箱a1的安装孔a4,多点定位,克服安装燃油泵螺钉的旋转力矩,同时也利用封堵检测,在定位立柱112的布局上采用快换间距的布局,适应多品种油箱的定位。
54.具体的,所述定位销113的上端设有对工件导向的锥面,从而方便放置工件;所述定位销113的位置与油箱a1工件上的安装孔a4相对应,以使得定位销113穿插在油箱a1安装孔a4中对油箱a1进行定位。
55.具体的,所述第一直线驱动装置2用于驱动对象实现直线移动,可以采用气缸、液压缸、电动推杆、丝杆螺母副机械常用驱动机构,优选采用气缸,所述第一直线驱动装置2的驱动端为气缸的伸缩杆端。所述第一直线驱动装置2采用气缸结构,其气缸的进气端连接有减压阀,并通过减压阀调节第一直线驱动装置2的驱动力大小。
56.一种摩托车油箱气密检测自动化设备的检测方法,采用上述一种摩托车油箱气密检测自动化设备对摩托车油箱进行气密性检测,其包括如下具体步骤:
57.s1,将待检测的油箱工件放置在定位工装11上,转动定位工装11使得定位工装11上的油箱工件的加油口位于油口封堵头33的下方;
58.s2,通过第一直线驱动装置2驱动旋转夹紧气缸3向下移动,使得油口封堵头33与油箱的加油口外侧抵接,旋转夹紧气缸3下端连接的拉压柱32伸入至油箱的加油口中,旋转夹紧气缸3动作使得拉压柱32的第一凸起块321挂在加油口的内壁上,通过油口封堵头33与拉压柱32从加油口外侧和内侧将加油口夹紧;
59.s3,第一直线驱动装置2驱动下弹性封堵头64贴合在油箱表面上其他孔洞外侧,弹性封堵头64在第一压缩弹簧65作用下使得孔洞进行封堵,通过横向直线驱动装置5将侧向堵头51贴合在油箱工件的侧面孔洞外侧并将侧面孔洞封堵;
60.s4,油箱上的孔洞封堵后,启动差压式气密检漏仪4工作将检测气体从第一接口311充入内孔,检测气体从内孔沿油口封堵头33的内壁与拉压柱32之间间隙之间进入油箱内;
61.s5,通过差压式气密检漏仪4对检测油箱进行充气、平衡、检测,检测完成后差压式气密检漏仪4对检测油箱的检测合格性进行判断,给出ok或ng提示;
62.s6,通过下料装置7将合格产品搬运至输送带12上,完成对油箱的气密性检测及筛选。
63.在步骤s5中,差压式气密检漏仪4的标准罐配置为600
‑
700ml,通过平衡和比较标准罐的泄露量差值进行判断工件的合格和不合格。
64.具体的,检测工艺参数的设定,充气压力:上限值+35kpa,下限值+30kpa,过程控制时间为:加压:20s,平衡:8s,检出:3s。
65.本技术对摩托车焊接油箱进行气体密封性检查,代替传统的水检法以及设备价格高昂、使用成本超高的氦检法,本发明设备成本只有氦检法的1/6,使用成本与氦检法比较可以忽略不计,打通了摩托车行业油箱在泄露检测过程中的瓶颈,为摩托车行业油箱气密性检查实现自动化,智能化提供保证。工艺简洁方便,能够提高检测效率,使得生产节拍能够达到40s。
66.以上显示和描述了本发明的基本原理、主要特征和本发明的特点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求保护的范围由所附的权利要求书及其等效物。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1