一种ETC系统车载OBU标签自动检测机器人的制作方法
文档序号:29252534发布日期:2022-03-16 10:11阅读:167来源:国知局
导航: X技术> 最新专利>分离筛选设备的制造及其应用技术
一种etc系统车载obu标签自动检测机器人
技术领域
1.本发明涉及obu标签检测设备技术领域,具体涉及一种etc系统车载obu标签自动检测机器人。
背景技术:
2.随着经济的发展,中国普通居民家庭拥有汽车已是普便趋势,据统计,截至2020年,中国国内机动车保有量已经达3.72亿辆,其中汽车2.81亿辆,每年还在以2000万辆左右的速度递增。为了满足人们日益增长的出行需求,全国的高速公路历程也在同步增加,到2020年,全国公路总里程已经达到519.81万公里,其中高速公路里程16.1万公里,稳居世界第一。如此庞大的交通规模之下必须要建立科学合理的营运管理系统,1999年国家提出了高速公路etc电子收费系统,各大城市也推出了基于etc的停车场、与etc有关的消费等各种业务。为了快速提高高速公路的营运效率,节约成本,推广智能交通,提高交通管理能力,2018年底,交通部大力推行车载obu(on board unit)的普及安装,导致国内etc行业有关的各种设备需求巨增,国内几家有规模的大型obu制造企业订单量巨增,急需提升产能,满足市场需求。
3.obu车载电子标签在其其生产完成后投入市场使用前需要对其几个关键指标进行测试,符合国家标准的才能销售入网,不符合标准的不能出厂。在测试obu标签合格性的几个过程中都需要使其保持在工作状态下才能测试,必须插入有效的etc卡。现在工厂对这个功能的测试主要是依靠人工来完成,操作人员一手拿住obu标签,并按下防拆开关,另外一只手插入卡片,人眼观察设备上的检测结果,判断是否合格,完成测试后拔出卡片,恢复原样。但这种操作极大的限制了检测效率和准确性,也无法实现自动化检测需求。
技术实现要素:
4.针对现有技术的不足,本发明提出了一种etc系统车载obu标签自动检测机器人,可以对装配完成的obu电子标签进行出厂前的合格性检测,实现对obu电子标签的无线交易、状态/外观显示、信号强度三个关键指标进行全自动化测试,然后在检测合格的产品上用激光打印合格标识,不合格的产品按照原因予以回收,大幅提升obu标签的检测效率和质量。
5.为实现上述技术方案,本发明提供了一种etc系统车载obu标签自动检测机器人,包括:机架;安装在机架上的转盘机构,所述转盘机构包括转盘本体,转盘本体下方安装有机械分度盘和转盘驱动电机,所述转盘本体上固定安装有六个以转盘中心为圆心呈圆周阵列分布的obu标签治具,obu标签治具可随转盘本体转动,所述六个obu标签治具按照转盘本体的旋转方向依次对应obu标签上料工位、模拟收费检测工位、液晶显示字符检测工位、obu标签信号强度检测工位、合格品镭雕工位和obu标签下料工位,所述模拟收费检测工位处对应安装有obu读卡器,所述液晶显示字符检测工位处对应安装有液晶屏检测相机,所述obu标签信号强度检测工位处对应安装有信号强度检测天线,所述合格品镭雕工位处对应安装
有镭雕机;三套安装在转盘机构一侧的压紧插卡机构,所述三个压紧插卡机构分别位于模拟收费检测工位、液晶显示字符检测工位和obu标签信号强度检测工位处;安装在obu标签上料工位和obu标签下料工位之间的六轴机械手;对应安装在obu标签上料工位和obu标签下料工位下方的供/收盘机构;以及对应安装在供/收盘机构一侧的进/出盘输送带。
6.在上述技术方案中,实际工作时,首先由人工将装有obu标签的托盘四个一组叠起来,放在进/出盘输送带上,可以放多组托盘。设备开机后,当供/收盘机构上的传感器将测到该工位空时会给进/出盘输送带指令运行,将最近的一组托盘送到供/收盘机构上,供/收盘机构提升托盘至obu标签上料工位的一侧,然后六轴机械手抓取托盘内的obu标签并移送至转盘本体obu标签上料工位的obu标签治具内,然后转盘本体转动,将装载有obu标签的obu标签治具旋转至模拟收费检测工位,安装在模拟收费检测工位一侧的压紧插卡机构动作,将etc卡插入obu标签内,obu读卡器将会读取该obu标签的芯片编号并模拟交易扣费一次,并将结果反馈给计算机保存该obu标签的第一个信息;随着转盘本体的转动,下一个空的obu工装座又会转到obu标签上料工位,同时,模拟交易完成的obu标签又会转到液晶显示字符检测工位,同样操作,该工位的压紧插卡机构会压住标签,并将etc卡插入旋转到液晶显示字符检测工位的obu标签内,液晶显示屏会亮起0.5秒,该工位的液晶屏检测相机和光源系统会对该obu标签拍照,和系统内的标准显示内容进行比对,并将检测结果记录为obu标签的第二个信息;转盘本体再次转动,该obu标签进入第四个工位obu标签信号强度检测工位,该工位的压紧插卡机构工作,再次将标签etc卡插入obu标签内,信号强度检测传感器对标签信号进行测试,测试结果也记录到该obu标签的第三个检测结果中;转盘本体继续转动,obu标签进入合格品镭雕工位,此时,系统会对该标签在前三个工位的检测结果做出判断,全部合格的启动镭雕机,打上合格标志,不合格的不打标。转盘本体继续转动,obu标签到达obu标签下料工位。系统会将打过标的obu标签由六轴机械手取出,依次放入收盘机构上的塑料托盘内,不合格的标签会根据不合格原因分别放入对应的不合格品回收槽内。六轴机械手重复动作,可以将所有标签顺次检测完成。当托盘内有不合格标签存在并被处理掉后,六轴机械手会从补料盘上取出一个标签来补充,从而使每个托盘都能够满盘,不空缺。供/收盘机构上的托盘内放满标签后,供/收盘机构会下降,叠满4盘后,最终经由进/出盘输送带输出,从而实现obu标签的全自动检测工作。
7.优选的,所述obu标签治具包括治具本体,所述治具本体的前端固定在转盘本体上,治具本体的后端延伸至转盘本体外侧,所述治具本体上延伸至转盘本体外侧一端设置obu标签放置槽,所述obu标签放置槽的底部设置有插卡孔,实际工作时,obu标签放置在obu标签放置槽内,etc卡可以通过插卡孔插入至obu标签内。
8.优选的,所述压紧插卡机构包括压紧装置和插卡装置,其中压紧装置包括压紧气缸支架、压紧气缸和压紧连杆,压紧气缸支架固定在机架上且位于转盘本体的一侧,压紧气缸固定在压紧气缸支架上,所述压紧气缸横向水平设置,压紧连杆固定在压紧气缸的伸缩轴上且与obu标签治具上的obu标签放置槽相匹配;所述插卡装置包括插卡气缸支架、插卡气缸和卡片夹具,其中插卡气缸支架固定在机架上且位于转盘本体的下方,插卡气缸固定在插卡气缸支架上,所述插卡气缸为有轨气缸,卡片夹具固定在插卡气缸上且可以跟随插卡气缸上下移动,etc卡装载在卡片夹具上且位于obu标签治具插卡孔的下方。实际工作时,obu标签治具旋转到位后,压紧气缸驱动压紧连杆移动,将放置在obu标签治具内的obu标签
压紧,etc卡装夹到卡片夹具上,通过插卡气缸带动卡片夹具上下移动,当插卡气缸带动卡片夹具向上移动时,可将etc卡经由插卡孔插入至被夹紧在obu标签治具的obu标签内,当检测完毕后,插卡气缸带动卡片夹具向下移动时,将etc卡从obu标签内拔出。
9.优选的,所述六轴机械手包括安装底座、六轴机械臂和抓手,所述六轴机械臂安装在安装底座上,抓手安装在六轴机械臂的顶部,实际工作时,通过六轴机械臂可以驱动抓手将供/收盘机构上的obu标签抓取并放置在obu标签治具内,也可以将经过检测后的obu标签从obu标签治具内取出。
10.优选的,所述抓手包括固定座、第一obu标签夹爪、第二obu标签夹爪和obu标签托盘吸盘,其中固定座安装在六轴机械臂的顶部,第一obu标签夹爪、第二obu标签夹爪和obu标签托盘吸盘呈等边三角形状安装在固定座上。实际工作时,第一obu标签夹爪用于抓取未测obu标签,第二obu标签夹爪用于抓取合格obu标签,obu标签托盘吸盘用来将检测完的泡沫托盘吸起来转移到收盘机构的最上一层。
11.优选的,所述供/收盘机构包括供盘机构和收盘机构,供盘机构设置于obu标签上料工位的一侧,收盘机构设置于obu标签下料工位的一侧。实际工作时,供盘机构用于提升载满obu标签的托盘,并输送至obu标签上料工位的一侧;收盘机构用于将检测合格且的镭雕打标后的obu标签向下输送。
12.优选的,所述进/出盘输送带包括进盘输送带和出盘输送带,其中进盘输送带设置于供盘机构的一侧,出盘输送带设置于收盘机构的一侧,进盘输送带用于载满obu标签的托盘输送至供盘机构上,出盘输送带用于将收盘机构中检测合格的obu标签向外输出。
13.优选的,所述供盘机构和收盘机构的结构相同均包括输送机架、托盘升降模组和托盘定位气缸,其中输送机架竖直安装在obu标签上料工位或者obu标签上料工位的斜下方,托盘升降模组安装在输送机架上,托盘定位气缸固定在机架上且正对obu标签上料工位或者obu标签上料工位设置。实际工作时,通过托盘升降模组将托盘提升或者降低到预定高度,并通过托盘定位气缸实现精准定位。
14.优选的,所述机架上安装有镭雕机和视觉监视器共享显示器,所述镭雕机和视觉监视器共享显示器的下方安装有plc控制屏,所述plc控制屏的下方安装有电气控制柜,镭雕机和视觉监视器共享显示器采用hdmi切换器将镭雕机计算机和视觉检测计算机的输入输出共享,通过切换按钮可以分别监控视觉监控界面或镭雕机打标画面;plc控制屏通过工业以太网和设备控制plc相连,用于显示设备上各个传感器和执行机构的动作状态,也可以设置设备的工作参数,执行开关机和调试功能;电气控制柜分前后两个,前柜用于安装机械臂控制器和镭雕机计算机、视觉相机控制计算机;后柜用于安装控制设备运转的电控柜,包括plc、伺服控制器、隔离开关、继电器、电磁阀等。
15.优选的,所述机架上位于obu标签下料工位的一侧安装有补料盘和不合格品回收槽,镭雕机上方安装有排烟管,模拟收费检测工位和信号强度检测工位处均安装有屏蔽罩,屏蔽罩内贴有防辐射棉。实际工作时,当有不合格品出现时,六轴机械手可以从补料盘抓取标签,以保证合格品可以满盘后更换空托盘,当检测到有不合格obu标签时,可以通过机械手将不合格obu标签转移至不合格品回收槽内,排烟管用于将镭雕机打标时产生的烟雾收集排出,信号屏蔽罩用于将模拟交易工位信号和其他信号隔离,保证检测的准确性。
16.本发明提供的一种etc系统车载obu标签自动检测机器人的有益效果在于:
17.1)本发明自动化程度高,设计合理,采用六工位转盘设计,一次取放能够完成三项检测指标,实现对obu电子标签的无线交易、状态/外观显示、信号强度三个关键指标进行全自动化测试,然后在检测合格的产品上用激光打印合格标识,不合格的产品按照原因予以回收,大幅提升obu标签的检测效率和质量。
18.2)本发明相比传统的人工操作,检测效率大幅提高,对于熟练的操作工,完成一项检测基本上也要15秒左右的时间,也就是说一个obu标签完成上述三项检测和一项标识,累计工时大约要60秒以上。采用本设备后仅需11秒就能够完成以前4个工位4个人的检测工作,也降低了产品在各工位流转的时间,大大提高了检测效率。
19.3)本发明通过对转盘机构和压紧插卡机构的结构设计,解决obu标签做出厂前合格性检测动作重复,效率低下的问题,可替代人工的操作,重复精度高,安全可靠。实际工作时,obu标签治具旋转到位后,压紧气缸驱动压紧连杆移动,将放置在obu标签治具内的obu标签压紧,etc卡装夹到卡片夹具上,通过插卡气缸带动卡片夹具上下移动,当插卡气缸带动卡片夹具向上移动时,可将etc卡经由插卡孔插入至被夹紧在obu标签治具的obu标签内,当检测完毕后,插卡气缸带动卡片夹具向下移动时,将etc卡从obu标签内拔出,重复作业可以实现对所有obu电子标签的无线交易、状态/外观显示、信号强度三个关键指标的全自动检测。
附图说明
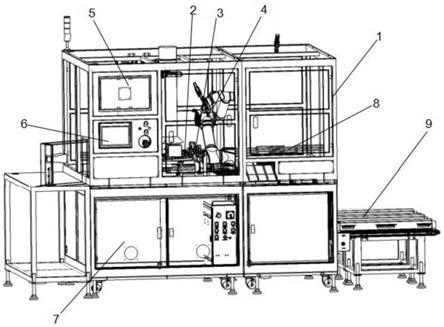
20.图1为本发明的立体结构安装示意图。
21.图2为本发明的前视图。
22.图3为本发明的俯视图。
23.图4为本发明中转盘机构和压紧插卡机构的安装结构俯视图。
24.图5为本发明中六轴机械臂的立体结构示意图。
25.图6为本发明中抓手的立体结构示意图。
26.图7为本发明中供盘机构的立体结构示意图。
27.图8为本发明中转盘机构和压紧插卡机构的立体结构安装示意图。
28.图9为本发明中压紧插卡机构的立体结构安装示意图。
29.图中:1、机架;11、不合格品回收槽;12、补料盘;13、排烟管;14、信号强度检测信号屏蔽罩;15、模拟交易工位信号屏蔽罩;16、信号强度检测天线;17、obu读卡器;18、液晶屏检测相机;2、转盘机构;21、转盘本体;22、obu标签上料工位;23、模拟收费检测工位;24、液晶显示字符检测工位;25、obu标签信号强度检测工位;26、合格品镭雕工位;27、obu标签下料工位;28、转盘驱动电机;29、obu标签治具;291、治具本体;292、插卡孔;293、obu标签放置槽;3、压紧插卡机构;31、压紧装置;311、压紧气缸支架;312、压紧气缸;313、压紧连杆;32、插卡装置;321、插卡气缸支架;322、插卡气缸;323、卡片夹具;324、etc卡;4、六轴机械手;41、安装底座;42、六轴机械臂;43、抓手;431、固定座;432、第一obu标签夹爪;433、第二obu标签夹爪;434、obu标签托盘吸盘;5、镭雕机和视觉监视器共享显示器;51、镭雕机;6、plc控制屏;7、电气控制柜;8、供/收盘机构;81、供盘机构;811、输送机架;812、托盘升降模组;813、托盘定位气缸;82、收盘机构;9、进/出盘输送带;91、进盘输送带;92、出盘输送带。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。本领域普通人员在没有做出创造性劳动前提下所获得的所有其他实施例,均属于本发明的保护范围。
31.实施例:一种etc系统车载obu标签自动检测机器人。
32.参照图1至图9所示,一种etc系统车载obu标签自动检测机器人,包括:
33.机架1;
34.安装在机架1上的转盘机构2,所述转盘机构2包括转盘本体21,转盘本体21下方安装有机械分度盘和转盘驱动电机28,转盘驱动电机28为变频电机,可以驱动机械分度盘和转盘本体21精确转动,所述转盘本体21上固定安装有六个以转盘中心为圆心呈圆周阵列分布的obu标签治具29,obu标签治具29可随转盘本体21转动,所述obu标签治具29包括治具本体291,所述治具本体291的前端固定在转盘本体21上,治具本体291的后端延伸至转盘本体21外侧,所述治具本体291上延伸至转盘本体21外侧一端设置obu标签放置槽293,所述obu标签放置槽293的底部设置有插卡孔292,实际工作时,obu标签放置在obu标签放置槽293内,etc卡324可以通过插卡孔292插入至obu标签内;
35.所述六个obu标签治具29按照转盘本体21的旋转方向依次对应obu标签上料工位22、模拟收费检测工位23、液晶显示字符检测工位24、obu标签信号强度检测工位25、合格品镭雕工位26和obu标签下料工位27,所述模拟收费检测工位23处对应安装有obu读卡器17,所述液晶显示字符检测工位处24对应安装有液晶屏检测相机18,所述obu标签信号强度检测工位25处对应安装有信号强度检测天线16,所述合格品镭雕工位26处对应安装有镭雕机51,实际工作时,obu标签上料工位22用于obu标签的上料,然后转盘本体21转动,将装载有obu标签的obu标签治具29旋转至模拟收费检测工位23,通过obu读卡器17将会读取该obu标签的芯片编号并模拟交易扣费一次,并将结果反馈给计算机保存该obu标签的第一个信息;随着转盘本体的转动,下一个空的obu工装座又会转到obu标签上料工位22,同时,模拟交易完成的obu标签又会转到液晶显示字符检测工位24,当etc卡插入旋转到液晶显示字符检测工位24的obu标签内,液晶显示屏会亮起0.5秒,该工位的液晶屏检测相机18和光源系统会对该obu标签拍照,和系统内的标准显示内容进行比对,并将检测结果记录为obu标签的第二个信息;转盘本体21再次转动,该obu标签进入obu标签信号强度检测工位25,再次将标签etc卡插入obu标签内,信号强度检测传感器对标签信号进行测试,测试结果也记录到该obu标签的第三个检测结果中;转盘本体21继续转动,obu标签进入合格品镭雕工位26,此时,系统会对该标签在前三个工位的检测结果做出判断,全部合格的启动镭雕机51,打上合格标志,不合格的不打标。转盘本体21继续转动,obu标签到达obu标签下料工位27,系统会将打过标的obu标签由六轴机械手4取出;
36.三套安装在转盘机构2一侧的压紧插卡机构3,所述三个压紧插卡机构3分别位于模拟收费检测工位23、液晶显示字符检测工位24和obu标签信号强度检测工位25处,所述压紧插卡机构3包括压紧装置31和插卡装置32,其中压紧装置31包括压紧气缸支架311、压紧气缸312和压紧连杆313,压紧气缸支架311固定在机架1上且位于转盘本体21的一侧,压紧气缸312固定在压紧气缸支架311上,所述压紧气缸312横向水平设置,压紧连杆313固定在
压紧气缸312的伸缩轴上且与obu标签治具29上的obu标签放置槽293相匹配;所述插卡装置32包括插卡气缸支架321、插卡气缸322和卡片夹具323,其中插卡气缸支架321固定在机架1上且位于转盘本体21的下方,插卡气缸322固定在插卡气缸支架321上,所述插卡气缸322为有轨气缸,卡片夹具323固定在插卡气缸322上且可以跟随插卡气缸322上下移动,etc卡324装载在卡片夹具323上且位于obu标签治具29插卡孔292的下方。实际工作时,obu标签治具29旋转到位后,压紧气缸312驱动压紧连杆313移动,将放置在obu标签治具29内的obu标签压紧,etc卡324装夹到卡片夹具323上,通过插卡气缸322带动卡片夹具323上下移动,当插卡气缸322带动卡片夹具323向上移动时,可将etc卡324经由插卡孔292插入至被夹紧在obu标签治具29的obu标签内,当检测完毕后,插卡气缸322带动卡片夹具323向下移动时,将etc卡324从obu标签内拔出;
37.安装在obu标签上料工位22和obu标签下料工位27之间的六轴机械手4,所述六轴机械手4包括安装底座41、六轴机械臂42和抓手43,所述六轴机械臂42安装在安装底座41上,抓手43安装在六轴机械臂42的顶部,实际工作时,通过六轴机械臂42可以驱动抓手43将obu标签抓取并放置在obu标签治具29内,也可以将经过检测后的obu标签从obu标签治具29内取出,所述抓手43包括固定座431、第一obu标签夹爪432、第二obu标签夹爪433和obu标签托盘吸盘434,其中固定座431安装在六轴机械臂42的顶部,第一obu标签夹爪432、第二obu标签夹爪433和obu标签托盘吸盘434呈等边三角形状安装在固定座431上。实际工作时,第一obu标签夹爪432用于抓取未测obu标签,第二obu标签夹爪433用于抓取合格obu标签,obu标签托盘吸盘434用来将检测完的泡沫托盘吸起来转移到收盘机构的最上一层;
38.对应安装在obu标签上料工位22和obu标签下料工位27下方的供/收盘机构8,所述供/收盘机构8包括供盘机构81和收盘机构82,供盘机构81设置于obu标签上料工位22的一侧,收盘机构82设置于obu标签下料工位27的一侧,实际工作时,供盘机构81用于提升载满obu标签的托盘,并输送至obu标签上料工位22的一侧;收盘机构82用于将检测合格且的镭雕打标后的obu标签向下输送,所述供盘机构81和收盘机构82的结构相同均包括输送机架811、托盘升降模组812和托盘定位气缸813,其中输送机架811竖直安装在obu标签上料工位22或者obu标签下料工位27的斜下方,托盘升降模组812安装在输送机架811上,托盘定位气缸813固定在机架1上且正对obu标签上料工位22或者obu标签下料工位27设置。实际工作时,通过托盘升降模组812将托盘提升或者降低到预定高度,并通过托盘定位气缸813实现精准定位;
39.对应安装在供/收盘机构8一侧的进/出盘输送带9,所述进/出盘输送带9包括进盘输送带91和出盘输送带92,其中进盘输送带91设置于供盘机构81的一侧,出盘输送带92设置于收盘机构82的一侧,进盘输送带91用于载满obu标签的托盘输送至供盘机构81上,出盘输送带92用于将收盘机构82中检测合格的obu标签向外输出;
40.机架1上安装有镭雕机和视觉监视器共享显示器5,所述镭雕机和视觉监视器共享显示器5的下方安装有plc控制屏6,所述plc控制屏6的下方安装有电气控制柜7,镭雕机和视觉监视器共享显示器5采用hdmi切换器将镭雕机计算机和视觉检测计算机的输入输出共享,通过切换按钮可以分别监控视觉监控界面或镭雕机打标画面;plc控制屏6通过工业以太网和设备控制plc相连,用于显示设备上各个传感器和执行机构的动作状态,也可以设置设备的工作参数,执行开关机和调试功能;电气控制柜7分前后两个,前柜用于安装机械臂
控制器和镭雕机计算机、视觉相机控制计算机;后柜用于安装控制设备运转的电控柜,包括plc、伺服控制器、隔离开关、继电器、电磁阀等;
41.机架1上位于obu标签下料工位27的一侧安装有补料盘12和不合格品回收槽11,镭雕机51上方安装有排烟管13,模拟收费检测工位23处安装有模拟交易工位信号屏蔽罩15。实际工作时,当有不合格品出现时,六轴机械手4可以从补料盘12抓取obu标签,以保证合格品可以满盘后更换空托盘,当检测到有不合格obu标签时,可以通过六轴机械手4将不合格obu标签转移至不合格品回收槽11内,排烟管13用于将镭雕机51打标时产生的烟雾收集排出,模拟交易工位信号屏蔽罩15用于将模拟交易工位信号和其他信号隔离,保证检测的准确性。
42.本发明的工作原理如下:实际工作时,首先由人工将装有obu标签的托盘四个一组叠起来,放在进盘输送带91上,可以放多组托盘。设备开机后,当供盘机构81上的传感器将测到该工位空时会给进盘输送带91指令运行,将最近的一组托盘送到供盘机构81上,通过托盘升降模组812将托盘提升到预定高度,并通过托盘定位气缸813实现精准定位,将载满obu标签的托盘输送至obu标签上料工位22的一侧,然后六轴机械手4动作抓取托盘内的obu标签并移送至转盘本体21上obu标签上料工位22的obu标签治具29内,然后转盘本体21转动,将装载有obu标签的obu标签治具29旋转至模拟收费检测工位23,安装在模拟收费检测工位23一侧的压紧插卡机构3动作,将etc卡324插入obu标签内,obu读卡器17将会读取该obu标签的芯片编号并模拟交易扣费一次,并将结果反馈给计算机保存该obu标签的第一个信息;随着转盘本体21的转动,下一个空的obu工装座又会转到obu标签上料工位22,同时,模拟交易完成的obu标签又会转到液晶显示字符检测工位24,同样操作,该工位的压紧插卡机构3会压住标签,并将etc卡324插入旋转到液晶显示字符检测工位24的obu标签内,液晶显示屏会亮起0.5秒,该工位的液晶屏检测相机18和光源系统会对该obu标签拍照,和系统内的标准显示内容进行比对,并将检测结果记录为obu标签的第二个信息;转盘本体21再次转动,该obu标签进入第四个工位obu标签信号强度检测工位25,该工位的压紧插卡机构3工作,再次将标签etc卡324插入obu标签内,信号强度检测传感器对标签信号进行测试,测试结果也记录到该obu标签的第三个检测结果中;转盘本体21继续转动,obu标签进入合格品镭雕工位26,此时,系统会对该标签在前三个工位的检测结果做出判断,全部合格的启动镭雕机51,打上合格标志,不合格的不打标。转盘本体21继续转动,obu标签到达obu标签下料工位27。系统会将打过标的obu标签由六轴机械手4取出,依次放入收盘机构82上的塑料托盘内,不合格的标签会根据不合格原因分别放入对应的不合格品回收槽11内。六轴机械手4重复动作,可以将所有标签顺次检测完成。当托盘内有不合格标签存在并被处理掉后,六轴机械手4会从补料盘12上取出一个标签来补充,从而使每个托盘都能够满盘,不空缺。收盘机构82上的托盘内放满标签后,托盘升降模组812将托盘下降到预定高度,并最终经由出盘输送带92输出,从而实现obu标签的全自动检测工作。
43.本发明自动化程度高,设计合理,采用六工位转盘设计,一次取放能够完成三项检测指标,实现对obu电子标签的无线交易、状态/外观显示、信号强度三个关键指标进行全自动化测试,然后在检测合格的产品上用激光打印合格标识,不合格的产品按照原因予以回收,大幅提升obu标签的检测效率和质量。相比传统的人工操作,检测效率大幅提高,对于熟练的操作工,完成一项检测基本上也要15秒左右的时间,也就是说一个obu标签完成上述三
项检测和一项标识,累计工时大约要60秒以上。采用本设备后仅需11秒就能够完成以前4个工位4个人的检测工作,也降低了产品在各工位流转的时间,大大提高了检测效率。
44.本发明通过对转盘机构2和压紧插卡机构3的结构设计,解决obu标签做出厂前合格性检测动作重复,效率低下的问题,可替代人工的操作,重复精度高,安全可靠。实际工作时,obu标签治具29旋转到位后,压紧气缸312驱动压紧连杆313移动,将放置在obu标签治具29内的obu标签压紧,etc卡324装夹到卡片夹具323上,通过插卡气缸322带动卡片夹具323上下移动,当插卡气缸322带动卡片夹具323向上移动时,可将etc卡324经由插卡孔292插入至被夹紧在obu标签治具29的obu标签内,当检测完毕后,插卡气缸322带动卡片夹具323向下移动时,将etc卡324从obu标签内拔出,重复作业可以实现对所有obu电子标签的无线交易、状态/外观显示、信号强度三个关键指标的全自动检测。
45.本发明采用视觉相机和机械臂协作模式,能够保证托盘上的obu标签即使有一定角度的误差也能顺利抓取标签,机械臂会根据相机提供的坐标自动修订位置,调整抓取角度,而且采集专用检测设备上的串口通讯数据,能够获去数字化的检测结果,通过数据来判断良品和不良品,不再依靠人眼来判断检测结果,保证了产品的品质一致性。同时也提高了检测效率,保存了检测结果。
46.本发明通过调整检测工序,将模拟交易工序优先检测,通过读取每个标签的芯片物理编号,再将后续的检测结果累加到该标签记录上,所有数据可以保存在电脑或者服务器中,能够保存每个obu标签的出厂检测结果记录,方便以后朔源跟踪,也满足上级管理机关的规范要求。工厂通过自动化设备替代人工,既提高了生产效率,又节约了人力成本和管理成本。
47.以上所述为本发明的较佳实施例而已,但本发明不应局限于该实施例和附图所公开的内容,所以凡是不脱离本发明所公开的精神下完成的等效或修改,都落入本发明保护的范围。
- 该技术已申请专利。仅供学习研究,如用于商业用途,请联系技术所有人。
- 技术研发人员:宋永锋 宋辰 段明利
- 技术所有人:汶鑫科技(广州)股份有限公司
- 我是此专利的发明人
- 该领域下的技术专家
- 如您需求助技术专家,请点此查看客服电话进行咨询。
- 1、谢老师:1.代谢工程:氨基酸和核苷酸及衍生物代谢工程育种、代谢网络定量分析、氨基酸和核苷酸及衍生物产品开发和应用 2.发酵工程:发酵过程优化放大,产品分离提取,节能减排和资源高效利用 3.系统生物学:重要工业微生物生理代谢、基因组和蛋白质组等比较组学研究。
- 2、王老师:1.化工过程系统工程 2.化工过程强化 3.反应精馏;精密精馏
- 3、邓老师:1.新型分离、富集材料 2.高灵敏、高通量分离分析检测技术 3.新型高灵敏传感检测
- 4、邓老师:卤水资源综合利用、稀有元素分离技术、相平衡与相图、溶液热力学与热化学、海洋化学
- 5、唐老师:海水和卤水资源综合利用、食盐与健康及盐产品高值化、膜分离技术
- 如您是高校老师,可以点此联系我们加入专家库。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
精彩留言,会给你点赞!
专利分类正在加载中....