拾取装置的制作方法
1.本发明涉及由机器人从作为被搬送的分选对象物的多种工件之中拾取特定工件来进行分选的拾取装置。
背景技术:
2.近年来,在世界范围内的各种各样的行业中,大量使用了由机器人从作为分选对象物的多种部件组拾取特定部件来进行分选的拾取装置。例如,在家电再利用的领域中,从变得不需要而被拆解或者被粗破碎至部件大小的拆解品或者破碎品之中识别并拾取特定部件,由此分选回收来进行了再利用。
3.作为以往的拾取装置,例如有专利文献1公开的装置。图4是示出专利文献1记载的以往的拾取装置的图。
4.在图4中,输送机101将载置于输送机101上的工件w沿着一个方向搬送。通过从上部摄像搬送路径111的二维的摄像装置103a对搬送中的工件w进行摄像,基于摄像到的图像来检测搬送路径111上的工件w,并且对配置在比摄像装置103a更靠下游侧的机器人102指示所检测的工件w的保持动作,由此能够使工件w从搬送路径111向给定的场所移动。
5.另一方面,作为其他的拾取装置,例如有专利文献2公开的装置。图5是专利文献2记载的拾取装置的图。
6.在图5中,将随机地散装于散装部件箱202的部件p作为工件而由三维视觉传感器201进行摄像,由此有效利用高度信息,对部件p的外形、位置以及姿势进行计测。能够根据所计测的信息对把持部件p的机器人203发出指示,使部件p向给定的场所移动。
7.在先技术文献
8.专利文献
9.专利文献1:日本专利第5464176号公报
10.专利文献2:日本专利第5837065号公报
技术实现要素:
11.根据本发明的一个方式,提供一种如下的拾取装置,即,从作为产品的拆解品或者破碎品的多个工件之中取出特定工件来进行分选,该拾取装置具备:搬送部,在一个方向的搬送方向上以搬送速度搬送所述多个工件;摄像装置,配置在所述搬送部的上方,摄像所述工件的三维信息;物体检测器,对被搬送的所述工件通过了所述搬送部的特定位置的情况进行检测;移动量检测装置,计测由所述物体检测器检测到所述工件通过了所述特定位置之后的由所述搬送部实现的所述工件的工件移动量,并发出计测信号;移动机构,基于来自所述移动量检测装置的所述计测信号,使所述摄像装置与所述搬送部的所述搬送速度同步且与所述搬送部的所述搬送方向平行地在所述搬送方向上移动;图像处理部,基于所述摄像装置摄像而获取到的信息来进行图像处理,获取分选所需要的信息;机器人,基于由所述图像处理部获取到的所述分选所需要的信息,从所述工件之中对所述特定工件进行保持并
使其向给定的位置移动;和控制部,基于所述搬送部的所述搬送速度和来自所述移动量检测装置的所述计测信号来控制由所述移动机构实现的所述摄像装置的移动,并且基于所述搬送部的所述搬送速度、来自所述移动量检测装置的所述计测信号和由所述图像处理部获取到的所述分选所需的信息来控制所述机器人的动作,在所述控制部的控制下,对由所述移动机构实现的所述摄像装置的移动进行控制,并且所述机器人对所述特定工件进行保持并使其向所述给定的位置移动来进行分选。
附图说明
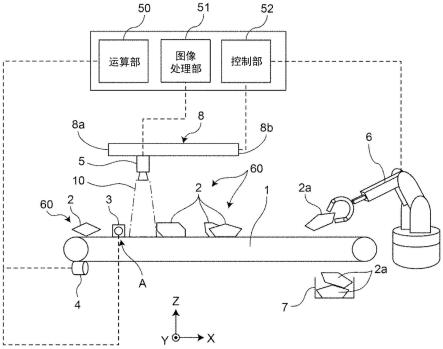
12.图1是本发明的实施方式1中的拾取装置的概略结构图。
13.图2是示出从搬送部的上部对本发明的实施方式2中的拾取装置的一部分进行了观察的构成要素的概略图。
14.图3是示出从搬送部的上部对本发明的实施方式3中的拾取装置的一部分进行了观察的构成要素的概略图。
15.图4是专利文献1记载的以往的拾取装置的概略结构图。
16.图5是专利文献2记载的以往的拾取装置的概略结构图。
17.符号说明
18.1 搬送部;
19.2、20a、20b 工件;
20.2a 特定工件;
21.3 物体检测器;
22.4 移动量检测装置;
23.5 摄像装置;
24.6 机器人;
25.7 回收箱;
26.8 移动机构;
27.8a 上游限度;
28.8b 下游限度;
29.10 摄像装置视场;
30.20 工件组;
31.30 第一工件组;
32.31 第二工件组;
33.50 运算部;
34.51 图像处理部;
35.52 控制部;
36.60 工件组;
37.a 特定位置。
具体实施方式
38.在专利文献1的结构中,由于是二维的摄像装置,因此无法获得三维的外形、位置
以及姿势的信息。
39.另一方面,在专利文献2的结构中,虽然能够获得三维的信息,但是仅能够摄像静止的工件。
40.一般地,三维摄像装置取入图像需要时间,因此会由于摄像移动的工件而产生运动模糊,所以无法获取准确的图像。
41.根据以上说明可知,以往例具有如下那样的课题,即,针对搬送中的工件,无法利用三维的摄像装置无运动模糊地获取如三维的外形、位置、以及姿势的三维信息。
42.本公开用于解决上述以往的课题,其目的在于,提供一种即便是移动中的工件也能够利用三维的摄像装置无运动模糊地获取工件的三维信息的拾取装置。
43.以下,参照附图对本发明的实施方式进行说明。
44.(实施方式1)
45.图1是本发明的实施方式1中的拾取装置的概略结构图。
46.拾取装置具备搬送部1、摄像装置5、物体检测器3、移动量检测装置4、移动机构8、机器人6、图像处理部51和控制部52,从作为产品的拆解品或者破碎品的多个工件2之中取出特定工件2a来进行分选。
47.在本说明书中,作为产品的拆解品或者破碎品的工件2的搬送方向的位置坐标(即,图1的x坐标)相互重叠的多个工件2作为一个工件组60来处理。反言之,工件2的搬送方向的位置坐标(即,图1的x坐标)相互不重叠的多个工件2作为多个工件组60来处理。
48.搬送部1在作为一个方向的搬送方向上例如以一定的搬送速度搬送多个工件2。在图1中,搬送部1在一个方向的搬送方向(例如图1的右方向)上以搬送速度搬送载置于搬送部1上的包含产品的拆解品等的各种品种的多个工件2。在此,在由多个工件2构成的工件组60中,有多个工件2等间隔地排列的工件组60,也有多个工件2不等间隔地排列而多个工件2以随机的间隔被供给到搬送部1来搬送的工件组60。作为搬送部1的一例是输送机,在输送机的传动带上载置工件2。
49.摄像装置5配置在搬送部1的上方,通过移动机构8能够往返移动,在搬送方向上移动的同时摄像搬送部1的各工件2以及工件组60从而获取各工件2以及工件组60的位置以及形状等的三维信息。摄像装置5能够在由上游限度8a以及下游限度8b定义的移动范围内移动。
50.物体检测器3例如由光电传感器等构成,安装于搬送部1,对通过搬送部1上的特定位置a的物体即各工件2进行检测从而对被搬送的工件2通过了搬送部1的特定位置a的情况进行检测。物体检测器3在检测物体的期间持续输出检测信号,因此作为结果,还能够检测工件2和工件2的搬送方向的间隔。另外,物体检测器3优选设置在比位于移动范围的上游端的摄像装置5的摄像装置视场10的搬送方向的上游端更靠上游侧。
51.物体检测器3对被搬送的工件2通过了搬送部1上的特定位置a的定时进行检测。作为特定位置a的例子,如图1以及图2所示,是沿着与搬送部1的搬送方向正交的宽度方向的线状且搬送部1的上游端与摄像装置视场的上游端之间的位置。
52.移动量检测装置4安装于搬送部1,计测由物体检测器3检测到工件2通过了特定位置a之后的从特定位置a起的由搬送部1实现的工件2的工件移动量,并发出表示工件移动量的计测信号。作为移动量检测装置4的例子,在搬送部1为传动带输送机的情况下,是安装于
驱动传动带的电动机的编码器。
53.移动机构8基于来自移动量检测装置4的计测信号,使摄像装置5与搬送部1的工件2的搬送速度同步而以与搬送速度相同的速度,与搬送部1的搬送方向平行地在搬送方向上移动。移动机构8例如包含能够正反旋转驱动的电动机、配置为沿着搬送方向并通过电动机能够正反旋转的滚珠螺杆、和与滚珠螺杆螺合且支承摄像装置5的支承托架。移动机构8通过电动机的正反旋转而经由滚珠螺杆使支承托架相对于搬送方向进退。
54.图像处理部51基于摄像装置5在搬送方向上移动的同时摄像工件2而获取到的三维信息来进行图像处理,获取特定工件2a的分选所需的必要信息。即,图像处理部51对由摄像装置5摄像到的工件2的图像信息进行基于图像识别的处理,导出由机器人6执行的分选所需的工件2的信息,例如位置坐标、角度以及品种等。
55.机器人6基于由图像处理部51获取到的必要信息,对被搬送的工件2进行保持,并使其从搬送部1向搬送部1外的给定的位置移动来进行分选。
56.控制部52输入物体检测器3的检测信号和来自移动量检测装置4的计测信号,并且基于输入信息和搬送部1的搬送速度来控制摄像装置5、移动机构8、机器人6和图像处理部51各自的动作。
57.在此,对搬送部1上的工件2的位置的探测方法进行说明。
58.由物体检测器3对工件2通过了搬送部1上的特定位置a的定时进行检测。通过移动量检测装置4对由搬送部1实现的工件2的移动量进行检测并输出计测信号。由运算部50对来自物体检测器3的信号和来自移动量检测装置4的计测信号进行运算,由此能够探测比特定位置a更靠下游侧的在搬送部1上搬送的工件2的搬送方向的位置。
59.利用以上的方法掌握各个工件2的位置,从而能够由控制部52控制摄像装置5,使得朝向搬送部1的搬送面安装于搬送部1的上部的摄像装置5在工件2收纳于其视场的定时开始摄像。在此,所谓“在工件2收纳于其视场的定时开始摄像”是指,例如在观察摄像装置视场的上游端时,在搬送部横穿方向上投影工件组60时一个工件组60的影子变无,在工件组60与工件组60之间空出了间隔的时候。
60.然后,控制部52将从图像处理部51获取到的分选所需的工件2的信息发送至机器人6,并且将移动量检测装置4的计测信号也发送至机器人6。由此,机器人6仅拾取想要从工件2之中分选的特定品种的特定工件2a,由控制部52控制机器人6以便向搬送部1外的回收箱7移动,从而能够进行特定工件2a的分选。
61.在此,在作为摄像装置5而使用能够获取三维信息的三维摄像装置的情况下,能够使工件2的品种判别、位置以及重叠的确定变得容易,能够使由机器人6实现的分选的精度提高。
62.但是,一般地,三维摄像装置取入图像需要时间,因此若对在搬送部1上搬送的工件2进行摄像,则根据搬送部1的搬送速度和摄像装置5的图像取入时间的关系,会产生运动模糊。因此,无法获得准确的工件2的信息,无法进行高精度的拾取。
63.因此,通过使摄像装置5与搬送部1的工件2的移动同步而以相同的搬送速度在搬送方向上移动的同时进行摄像,从而能够减轻其运动模糊。为此,通过移动机构8使摄像装置5与搬送部1的搬送速度同步而以相同的搬送速度且与搬送部1的搬送方向平行地在搬送方向移动摄像装置5。在此,运算部50根据来自物体检测器3的信号、来自移动量检测装置4
的计测信号和摄像装置5的当前位置,导出摄像对象的工件2在摄像装置5的摄像装置视场10内搬送的定时。接下来,控制部52对移动机构8发出指示,使得移动机构8在与搬送部1同步的同时使摄像装置5平行移动,减轻搬送部1即摄像对象的工件2和摄像装置5的相对速度。
64.在此,通过使摄像装置5移动的移动机构8所配备的位置检测器(例如,能够正反旋转驱动的电动机的编码器)对摄像装置5的位置进行检测,从而能够获取摄像装置5的当前位置。
65.另外,实际上,由控制部52控制移动机构8,使得在考虑了直至成为摄像装置5与搬送部1同步的速度的加速时间的定时,移动机构8开始摄像装置5的移动。
66.如上述那样,通过控制部52的控制使摄像装置5与搬送部1同步地在搬送方向上移动的同时由摄像装置5进行摄像,从而即便是利用了摄像装置5的搬送中的工件2的三维的摄像也能够进行减轻了运动模糊的摄像,能够根据其摄像信息进行基于高精度的拾取的分选。
67.但是,若使摄像装置5在搬送方向上移动,则摄像装置5总是会前进到搬送方向的下游限度8b,因此需要将摄像装置5返回到原始位置的动作。在此,所谓原始位置,例如是移动机构8中的摄像装置5的搬送方向的上游限度8a。摄像装置5返回到原始位置的动作必需在摄像装置5的非摄像中实施,即,在从某个工件组60的摄像完成之后到开始接下来被搬送的工件组60的摄像为止实施。为此,运算部50基于来自物体检测器3的信号和来自移动量检测装置4的计测信号而导出工件组60的搬送方向的工件组60彼此的间隔和位置。接下来,基于运算部50中的导出结果,控制部52对移动机构8指示用于使摄像装置5向原始位置的方向返回的定时以及返回量。
68.另外,当工件组60各自为相同的形状且在搬送部1上被等间隔地搬送的情况下,也可以是由移动机构8实现的返回量相同,定时为一定间隔。在工件组60各自为不定形状或者搬送的定时为随机的情况下,无需返回量以及定时的调整的控制。
69.此外,同样地,在工件组60各自为不定形状或者搬送的定时为随机的情况下,根据工件组60彼此的间隔,也有可能是通过一次的返回动作而摄像装置5没有返回到原始位置。也就是说,为了摄像某个工件组60而摄像装置5通过移动机构8移动的同时进行摄像,在完成摄像之后,需要在开始下一个工件组60的摄像之前移动机构8使摄像装置5移动到作为原始位置的上游限度8a。不过,在完成摄像装置5移动到上游限度8a之前,下一个摄像对象的工件组60处于通过了摄像装置5的摄像装置视场10的位置关系的情况下,需要在完成移动到上游限度8a之前开始下一次摄像。在该情况下,运算部50计算赶上下一次摄像定时的返回量,基于该返回量而摄像装置5返回到能够进行下一次摄像的位置,进行下一次摄像。
70.在此,在完成摄像装置5移动到上游限度8a之前,是否为下一个摄像对象的工件组60处于通过了摄像装置5的摄像装置视场10的位置关系的情况,能够如以下那样检测。例如,工件组60的当前位置能够由物体检测器3和移动量检测装置4来检测,由于搬送速度是已知的,因此想要返回到上游限度8a的安装于移动机构8的摄像装置5的摄像装置视场10和被搬送的工件组60相交的点是能够通过计算而获取的。在双方进行到该位置时,开始下一次摄像。
71.通过以上的结构,即便在使摄像装置5与由搬送部1实现的搬送动作同步地在搬送
方向上移动的同时进行摄像的情况下,摄像装置5也不会前进到移动机构8的下游限度8b,能够进行反复的摄像。另外,上游限度8a以及下游限度8b也可以设定为任意的位置而不是移动机构8的物理上的端点。不过,上游限度8a需要存在于比下游限度8b更靠上游。
72.这样,根据实施方式1,能够使摄像装置5追踪搬送工件2的搬送部1,从而使摄像装置5与搬送部1的搬送速度同步并且在搬送方向上平行移动的同时摄像工件2。因而,即便是取入图像需要时间的三维摄像装置,也能够无运动模糊地获取以往无法获取的搬送中的工件2的三维信息,基于获取到的三维信息,即便是如产品的拆解品或者破碎品的形状不定的工件2,也能够高精度地拾取特定工件2a来进行分选。
73.(实施方式2)
74.图2是示出从搬送部1的上部对本发明的实施方式2中的拾取装置的一部分进行了观察的构成要素的概略图。在图2中,关于与图1相同的构成要素标注相同的符号,并省略说明。
75.实施方式1中的由移动机构8实现的摄像装置5的往返动作是摄像中的摄像装置5向搬送方向的移动和非摄像中的摄像装置5向与搬送方向相反方向的移动这样的重复,如果非摄像时间比使摄像装置5从摄像结束时的摄像装置5的位置移动到上游限度8a的时间短,则摄像装置5不会返回到上游限度8a,为了下一个工件组60的摄像,摄像装置5开始向搬送方向移动。通过使由该移动机构8实现的摄像装置5的往返动作高效,能够将移动机构8的长度设计得短。
76.运算部50基于来自物体检测器3的检测信号和来自移动量检测装置4的计测信号,确定由多个工件2构成且在搬送方向上未空出间隔的工件组20的位置。然后,在该位置收纳于摄像装置视场10的上游侧的定时,开始伴随由移动机构8实现的摄像装置5的移动的摄像,从而能够减少时间损失,进行由移动机构8实现的摄像装置5的往返动作。即,关于该定时,由运算部50根据从物体检测器3和移动量检测装置4获得的工件组20的搬送方向的位置与摄像装置5的当前位置的关系,运算摄像装置视场内的工件组20的位置,并且由运算部50根据运算结果来运算为仅下述工件组20收纳于摄像装置视场内的定时,该工件组20是在搬送部横穿方向上投影了工件组20时多个工件2的影子成为一个的工件组20。控制部52控制移动机构8,以便在运算出的所述定时开始摄像装置5的移动。如此一来,能够减少时间损失,进行由移动机构8实现的摄像装置5的往返动作。
77.在此,所谓在搬送方向上未空出间隔的工件组20是指,在搬送部横穿方向上投影了工件2时多个工件2的影子成为一个的工件组20。也就是说,在构成图2的工件组20的不同的两个工件20a、20b各自中,将搬送方向设为x轴,将工件20a的搬送方向的下游侧的前端设为xmax-a,将工件20a的搬送方向的上游侧的后端设为xmin-a,将工件20b的搬送方向的下游侧的前端设为xmax-b,将工件20b的搬送方向的上游侧的后端设为xmin-b时,是指以下的两个关系式(1)以及(2)成立的工件组20。
78.xmax-a>xmax-b>xmin-a>xmin-b
ꢀꢀꢀ
(1)
79.xmax-a>xmax-b>xmin-b>xmin-a
ꢀꢀꢀ
(2)
80.另外,工件20a和工件20b也可以相对于搬送方向位于相反的位置。
81.如果针对任意的两个工件20a、工件20b,上述关系式(1)以及(2)成立,那么在搬送方向上未空出间隔的工件组20的个数没有上限。
82.另外,没有形成在搬送方向上未空出间隔的工件组20,在搬送一个工件2的情况下,只要在该工件2收纳于摄像装置视场10的上游侧的定时,开始伴随由移动机构8实现的摄像装置5的移动的摄像即可。
83.根据以上说明,能够使由移动机构8实现的摄像装置5的往返动作高效,能够将移动机构8的长度设计得短。
84.(实施方式3)
85.图3是示出从搬送部1的上部对本发明的实施方式3中的拾取装置的一部分进行了观察的构成要素的概略图。在图3中,关于与图1、图2相同的构成要素标注相同的符号,并省略说明。
86.实施方式1中的移动机构8的往返动作是摄像中的向搬送方向的移动和非摄像中的向与搬送方向相反方向的移动这样的重复,如果非摄像时间比从摄像结束时的摄像装置5的位置移动到上游限度8a的时间短,则摄像装置5不会返回到上游限度8a,为了下一个工件组60的摄像,从向相反方向移动的中途即返回的中途开始向搬送方向移动。图像处理部51对被摄像到的图像中存在的未处理的工件组60进行图像处理,经由控制部52对机器人6发出指示。
87.这样,通过使由移动机构8实现的摄像装置5的往返动作高效,从而能够将移动机构8的长度设计得短。
88.运算部50基于来自物体检测器3的信号和来自移动量检测装置4的计测信号来运算工件组60的搬送方向的位置、工件组60彼此的搬送方向的间隔、以及直到摄像的定时的等待时间。此外,同时,还运算由移动机构8实现的摄像装置5的往返动作花费的时间,从而能够运算如下的时间t1和时间t2,该时间t1是等待在搬送方向分别未空出间隔的多个工件组60即图3的第一工件组30以及第二工件组31收纳于摄像装置视场10内的时间,该时间t2是在第一工件组30收纳于摄像装置视场10内的定时开始由移动机构8实现的摄像装置5的往返动作以及摄像,从摄像以及往返动作结束起为了摄像第二工件组31而开始由移动机构8实现的摄像装置5的往返动作以及摄像的时间。在时间t1和时间t2的关系为t1<t2的情况下,如实施方式2那样,在第一工件组30收纳于摄像装置视场10的上游的定时不开始摄像,直到第二工件组31收纳于摄像装置视场10的上游而等待摄像的开始,从而能够使由移动机构8实现的摄像装置5的往返动作高效,能够将移动机构8的长度设计得短。换言之,在t1<t2的情况下,同时摄像第一工件组30和第二工件组31,因此在第一工件组30和第二工件组31中分别没有往返动作,所以移动距离最小。具体地,由运算部50根据从物体检测器3和移动量检测装置4获得的工件组60的搬送方向的位置与摄像装置5的当前位置的关系,运算摄像装置视场内的工件组60的位置,并运算摄像装置5向下游的移动距离最小的摄像开始定时。然后,在通过运算而求出的定时进行摄像。
89.在图3的例子中,拾取装置基于工件组彼此的t1、t2的关系来决定摄像装置5的往返动作。但是,本实施方式并不限于此,也可以基于工件彼此的t1、t2的关系来决定摄像装置5的往返动作。例如,运算部50也可以根据多个工件各自的搬送方向的位置与摄像装置的当前位置的关系,运算摄像装置视场内的多个工件各自的位置,并运算摄像装置向下游的移动距离最小的摄像开始定时。
90.如上所述,根据本发明的实施方式涉及的拾取装置,能够使摄像装置追踪搬送工
件的搬送部从而使所述摄像装置与所述搬送部的搬送速度同步并且在搬送方向上平行移动的同时摄像工件。因而,即便是取入图像需要时间的三维摄像装置,也能够无运动模糊地获取以往无法获取的搬送中的工件的三维信息,基于获取到的三维信息,即便是如产品的拆解品或者破碎品的形状不定的工件,也能够高精度地拾取特定工件来进行分选。
91.另外,通过适当组合上述各种实施方式或者变形例之中的任意的实施方式或者变形例,从而能够发挥各自所具有的效果。此外,能够进行实施方式彼此的组合或者实施例彼此的组合或者实施方式和实施例的组合,并且还能够进行不同的实施方式或者实施例中的特征彼此的组合。
92.产业上的可利用性
93.本发明的上述方式涉及的拾取装置能够进行基于需要三维信息的工件的高精度的拾取的分选,因此还能够应用于产品的拆解品或者破碎品等的形状不定的工件的分选回收、或者、根据其形状或者大小来选择果实的用途。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1