一种安全带锁扣打标及检测一体机的制作方法
1.本发明涉及加工检测设备技术领域,具体涉及一种安全带锁扣打标及检测一体机。
背景技术:
2.汽车安全带是为了固定司乘人员的身体,以降低发生碰撞事故受伤率和死亡率而设置的,现代汽车的速度很快,一旦发生碰撞,人体在惯性作用下在车内与车身撞击,严重时可能飞出窗外,因此,公安部门要求驾驶员和前排、的乘客必须使用安全带,以便发生交通事故时,安全带对人体起到缓冲的作用,防止出现二次伤害。
3.安全带的质量好坏很大程度上取决于锁扣的质量,为了便于安全带锁扣质量追溯,通常会对安全带锁扣进行打标及检测,目前安全带锁扣的打标、检测分为两道工序,且检测大多为人工,工人由于长时间工作,会有一些误判,导致不必要的生产支出,而两道工序则需要大量的人力,导致人工成本居高不下,从而导致生产成本高,企业竞争力受限,本领域技术人员亟待解决这一技术问题。
技术实现要素:
4.针对现有技术存在的上述不足,本发明提供一种安全带锁扣打标及检测一体机。
5.本发明采用如下技术方案:
6.一种安全带锁扣打标及检测一体机,包括工作台,所述工作台依次设置有上料机构、转台加工检测机构,所述上料机构与所述转台加工检测机构之间设置有过渡料台,
7.所述上料机构设置有仿形板,所述仿形板上设置有若干仿形模腔,所述仿形板下端连接有驱动组件,所述驱动组件驱动所述仿形板前后移动,所述驱动组件两侧设置有安装支架,所述安装支架一端与所述工作台固定连接,所述安装支架远离所述工作台的一端连接有横向移动组件,所述横向移动组件垂直连接有纵向移动组件,所述纵向移动组件末端连接有拾取装置,所述驱动组件、横向移动组件、纵向移动组件分别设置电机驱动,
8.所述转台加工检测机构设置有多工位转台,所述多工位转台上设置有送料工位、打标工位、二维码识别工位、图形识别工位、不合格抓取工位、下料工位,所述送料工位、打标工位、二维码识别工位、图形识别工位、不合格抓取工位、下料工位均设置有仿形模具,且对应所述工作台上设置有送料装置、打标装置、二维码识别装置、图形识别装置、不合格抓取装置、下料装置,所述送料装置、打标装置、二维码识别装置、图形识别装置、不合格抓取装置、下料装置均设置有支撑架,且与所述工作台固定连接,所述不合格抓取装置对应所工作台上设置有不合格品料盒,所述下料装置对应所述工作台上设置有下料输送装置,
9.所述送料装置设置有送料板,所述送料板安装在所述支撑架上,所述送料板可上下调节设置,所述送料板一侧安装有第一送料无杆气缸,所述第一送料无杆气缸垂直连接有第二送料无杆气缸,所述第二送料无杆气缸下端连接有送料抓取气缸,所述送料抓取气缸连接有送料手爪,
10.所述打标装置设置有激光打标机,所述二维码识别装置设置有二维码识别相机,所述图形识别装置设置有图形识别相机,所述激光打标机、二维码识别相机、图形识别相机分别安装在所述支撑架上,
11.所述不合格抓取装置、下料装置与所述送料装置同等设置,
12.所述过渡料台与所述多工位转台等高设置,所述过渡料台设置有过渡支架,所述过渡支架一端固定在所述工作台上,另一端连接有仿型模具。
13.进一步的,所述拾取装置设置有拾取气缸,所述拾取气缸连接有拾取手爪。
14.进一步的,所述下料输送装置设置有输送带,所述输送带连接有滚轴,所述滚轴连接有输送电机。
15.进一步的,所述驱动组件设置有线轨,所述线轨固定在所述工作台上,所述线轨上滑动连接有滑块,所述滑块远离所述线轨连接所述仿形板,所述线轨之间连接有丝杠,所述丝杠连接有丝杠座,所述丝杠一端连接所述电机。
16.进一步的,所述多工位转台设置为圆形,所述多工位转台设置为六工位,马达带动多工位转台每次转动60度设置。
17.进一步的,所述工作台内设置有控制机箱,所述控制机箱内部设有控制电路板,外部设有控制面板,所述上料机构、转台加工检测机构均与所述控制面板电连接。
18.本发明的有益效果:
19.本发明采用多工位的加工方式,把打标、检测两道工序放在同一台设备上完成,提高了加工效率,减少了加工时间,从而降低了生产成本;
20.所述上料机构,通过驱动组件、横向移动组件、纵向移动组件实现三维抓料,精准定位,且操作方便,故障率低;
21.设计仿型模具工装,减少了产品摆放的难度,保证了产品的一致性,提升效率的同时提高产品质量,设置过渡料台,保证生产节拍,提高上料效率。
附图说明
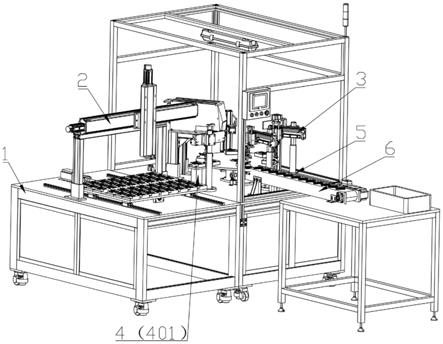
22.图1为本发明所述一种安全带锁扣打标及检测一体机结构示意图;
23.图2为本发明所述的上料机构结构示意图;
24.图3为本发明所述的转台加工检测机构结构示意图;
25.图4为本发明所述的送料装置结构示意图。
26.图中:1工作台,2上料机构,201仿形板,202驱动组件,2021线轨,2022滑块,2023丝杠,2024丝杠座,203安装支架,204横向移动组件,205纵向移动组件,206拾取装置,2061拾取气缸,2062拾取手爪,3转台加工检测机构,301多工位转台,302送料装置,3021送料板,3022第一送料无杆气缸,3023第二送料无杆气缸,3024送料抓取气缸,3025送料手爪,303打标装置,3031激光打标机,304二维码识别装置,3041二维码识别相机,305图形识别装置,3051图形识别相机,306不合格抓取装置,307下料装置,4过渡料台,401过渡支架,5不合格品料盒,6下料输送装置。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性,此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
29.如图1-4所示,一种安全带锁扣打标及检测一体机,包括工作台1,所述工作台1依次设置有上料机构2、转台加工检测机构3,所述上料机构2与所述转台加工检测机构3之间设置有过渡料台4,
30.所述上料机构2设置有仿形板201,所述仿形板201上设置有若干仿形模腔,用于放置安全带锁扣,所述仿形板201下端连接有驱动组件202,所述驱动组件202驱动所述仿形板201前后移动,所述驱动组件202两侧设置有安装支架203,所述安装支架203一端与所述工作台1固定连接,所述安装支架203远离所述工作台1的一端连接有横向移动组件204,所述横向移动组件204垂直连接有纵向移动组件205,所述纵向移动组件205末端连接有拾取装置206,所述驱动组件202、横向移动组件204、纵向移动组件205分别设置电机驱动,
31.所述转台加工检测机构3设置有多工位转台301,所述多工位转台301上设置有送料工位、打标工位、二维码识别工位、图形识别工位、不合格抓取工位、下料工位,所述送料工位、打标工位、二维码识别工位、图形识别工位、不合格抓取工位、下料工位均设置有仿形模具,且对应所述工作台1上设置有送料装置302、打标装置303、二维码识别装置304、图形识别装置305、不合格抓取装置306、下料装置307,所述送料装置302、打标装置303、二维码识别装置304、图形识别装置305、不合格抓取装置306、下料装置307均设置有支撑架,且与所述工作台1固定连接,所述不合格抓取装置306对应所工作台1上设置有不合格品料盒5,所述下料装置307对应所述工作台1上设置有下料输送装置6,
32.所述送料装置302设置有送料板3021,所述送料板3021安装在所述支撑架上,所述送料板3021可上下调节设置,所述送料板3021一侧安装有第一送料无杆气缸3022,所述第一送料无杆气缸3022垂直连接有第二送料无杆气缸3023,所述第二送料无杆气缸3023下端连接有送料抓取气缸3024,所述送料抓取气缸3024连接有送料手爪3025,
33.所述打标装置303设置有激光打标机3031,所述二维码识别装置304设置有二维码识别相机3041,所述图形识别装置305设置有图形识别相机3051,所述激光打标机3031、二维码识别相机3041、图形识别相机3051分别安装在所述支撑架上,
34.所述不合格抓取装置306、下料装置307与所述送料装置302同等设置,
35.所述过渡料台4与所述多工位转台301等高设置,所述过渡料台4设置有过渡支架401,所述过渡支架401一端固定在所述工作台1上,另一端连接有仿型模具,所述过渡料台4
作为产品的临时中转站,保证生产节拍,提高上料效率。
36.在实际应用中,所述拾取装置206设置有拾取气缸2061,所述拾取气缸2061连接有拾取手爪2062,配合驱动组件202、横向移动组件204、纵向移动组件205来抓取产品,定位准,速度快。
37.在实际应用中,所述下料输送装置6设置有输送带,所述输送带连接有滚轴,所述滚轴连接有输送电机。
38.在实际应用中,所述驱动组件202设置有线轨2021,所述线轨2021固定在所述工作台1上,所述线轨2021上滑动连接有滑块2022,所述滑块2022远离所述线轨2021连接所述仿形板201,所述线轨2021之间连接有丝杠2023,所述丝杠2023连接有丝杠座2024,所述丝杠2023一端连接所述电机,通过电机带动丝杠2023转动,从而改变仿形板201位置。
39.在实际应用中,所述多工位转台301设置为圆形,所述多工位转台301设置为六工位,马达带动多工位转台301每次转动60度设置。
40.在实际应用中,所述工作台1内设置有控制机箱,所述控制机箱内部设有控制电路板,外部设有控制面板,所述上料机构2、转台加工检测机构3均与所述控制面板电连接。
41.工作原理:
42.本发明所述上料机构2,人工将安全带锁扣放置仿形板201若干仿形模腔上,通过电机驱动驱动组件202、横向移动组件204、纵向移动组件205位移变化带动拾取装置206对安全带锁扣进行抓取,放置于过渡料台4,送料装置302将过渡料台4上的安全带锁扣抓取放置于多工位转台301送料工位仿形模具上,随着多工位转台301每次转动60度,顺势至打标工位、二维码识别工位、图形识别工位、不合格抓取工位、下料工位,对应的所述打标装置303对安全带锁扣进行二维码及字符的打标作业,二维码识别装置304对二维码进行检测识别判断,图形识别装置305对字符进行检测识别判断,如有不合格品,对应不合格抓取装置306对其不合格品进行抓取放置不合格品料盒5,成品至下料装置307对其进行抓取放置下料输送装置6输送带,人工进行拾取放置成品箱。
43.综上所述:本发明采用多工位的加工方式,把打标、检测两道工序放在同一台设备上完成,提高了加工效率,减少了加工时间,从而降低了生产成本。
44.以上显示和描述了本发明的基本原理、主要特征及优点,文中使用的前、后、左、右非特指,主要为了更直观说明技术方案,不起限定作用,本行业的技术人员应该了解,上述实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1