一种全自动印刷品检机的制作方法
1.本技术涉及印刷领域,尤其是涉及一种全自动印刷品检机。
背景技术:
2.随着印刷技术的快速发展,印刷品变得越来越精美。同时,随着人们生活水平和审美观念的不断提高,人们对印刷品的质量提出了越来越高的要求。但是,对于印刷品而言,往往会因为纸张本身的缺陷或印刷过程中各种因素的影响,从而存在这样或那样的缺陷,因此,在印刷品完成印刷之后,对印刷品进行严格的质量检测已经成为整个印刷工作的一个重要环节。
3.目前,对印刷品质量的检测主要通过人工肉眼对印刷品一张一张进行检测。
4.针对上述中的相关技术,发明人认人工肉眼检测的检测效率比较低。
技术实现要素:
5.为了提高检测效率,本技术提供一种全自动印刷品检机。
6.本技术提供的一种全自动印刷品检机采用如下的技术方案:
7.一种全自动印刷品检机,包括依次设置的上料机构、检测机构、分拣机构、第四输送机、位于分拣机构和第四输送机之间的吹送机构;所述上料机构包括第一输送机、上料组件,所述上料组件包括固定安装于第一输送机侧壁上端的两个挡板、固定连接于两个挡板之间的限位板,所述限位板靠近第一输送机的一端开有出料口,所述限位板固定连接于挡板靠近检测机构一端,所述出料口高度等于印刷品的厚度;所述检测机构包括承接于第一输送机的第二输送机、位于第二输送机上方的检测组件,所述第二输送机低于第一输送机;所述分拣机构包括第三输送机,所述第三输送机低于第二输送机,所述第三输送机远离第二输送机一端向下倾斜设置形成倾斜部,所述吹送机构位于倾斜部上方;所述第四输送机包括第四输送机、所述第四输送机承接于第三输送机且低于第三输送机上表面。
8.通过采用上述技术方案,将若干张印刷品放置于两挡板之间,位于最底下的印刷品抵紧于第一输送机,在第一输送机的作用下,位于最下方的印刷品从出料口滑出,并随着第一输送机运动,同理,印刷品依次从出料口滑出,印刷品由于惯性的作用落到第二输送机上表面随着第二输送机运动,位于第二输送机上方的摄像头对不合格的印刷品进行捕捉,将不合格的印刷品编码收录并转化为电信号传输至吹送机构处,当不合格商品输送至倾斜部时,吹送机构对印刷品吹气,印刷品随着倾斜部滑落,当合格的印刷品经过倾斜部时,吹送机构不吹气,印刷品由于惯性的原因飞落到第四输送机上,进而完成了分拣,代替了人工分拣,提高了工作效率。
9.可选的,所述检测组件包括位于第二输送机上方的摄像头、用于安装摄像头的安装板、用于安装安装板的横杆、用于固定横杆的两个竖板,两个竖板固定连接于第二输送机且相对设置,所述安装板转动连接于横杆,所述安装板上螺接有将安装板与横杆固定的螺栓,所述横杆平行于第二输送机的宽度方向,所述安装板以横杆的轴线为转轴转动。
10.通过采用上述技术方案,转动安装板进而调整摄像头与印刷品的角度,能够找到一个最佳的摄像角度。
11.可选的,所述检测机构还包括滑套,所述滑套滑动连接于安装板,所述滑套上穿设有螺栓,所述螺栓同时穿设于安装板,螺栓上螺接有将滑套和安装板固定的螺母,所述摄像头安装于滑套远离横杆一端。
12.通过采用上述技术方案,滑动滑套,进而调整摄像头在竖直方向的高度,进而控制摄像头和印刷品之间的距离。
13.可选的,所述第二输送机上设有灯架,所述灯架上安装有灯管,所述灯管位于摄像头和第一输送机之间。
14.通过采用上述技术方案,厂房车间一般光线不好,灯光照射印刷品,能够保证摄像头更好的摄像。
15.可选的,所述吹送机构包括吹送组件,所述吹送组件包括气枪、用于安装气枪的放置板,一种全自动印刷品检机还包括用于安装放置板的横梁、用于安装横梁的两个支杆,两支杆位于第三输送机宽度方向两侧,所述横梁平行于第三输送机的宽度方向。
16.通过采用上述技术方案,气枪接收到摄像头传输的信号,对经过倾斜部的不合格印刷品进行吹气,不合格的印刷品经倾斜部滑出。
17.可选的,所述放置板转动连接于横梁,所述放置板以横梁轴线为转轴转动,所述放置板上螺接有螺栓,所述螺栓抵紧于横梁。
18.通过采用上述技术方案,转动放置板,调整气枪与印刷品的角度。
19.可选的,所述吹送组件还包括伸缩套,所述伸缩套滑动连接于放置板,所述伸缩套上穿设有螺栓,所述螺栓同时穿设于放置板,螺栓上螺接有将伸缩套和放置板固定的螺母,所述气枪安装于伸缩套远离横梁一端。
20.通过采用上述技术方案,滑动伸缩套,调整气缸在竖直方向的高度,进而控制气枪和印刷品之间的距离,当气枪和印刷品之间的距离减小时,印刷品受到的风力较大,当气枪和印刷品之间的距离增大时,印刷品受到的风力较小。
21.可选的,所述横梁上安装有至少两个吹送组件,所述吹送组件分布于横梁的长度方向。
22.通过采用上述技术方案,气枪分布在横梁的长度方向,同时对印刷品吹气,能够使得印刷品受到的力更加均匀。
23.可选的,所述倾斜部下方设有废料收集箱。
24.通过采用上述技术方案,不合格的印刷品从倾斜部滑落掉入废料收集箱中。
25.综上所述,本技术包括以下至少一种有益技术效果:
26.1.通过摄像头对印刷品进行检验,将不合格的信号传输至谁送机构处,吹送机构对不合格的印刷品吹风,不合格的印刷品从倾斜部滑出,代替了人工分拣,提高了工作效率。
附图说明
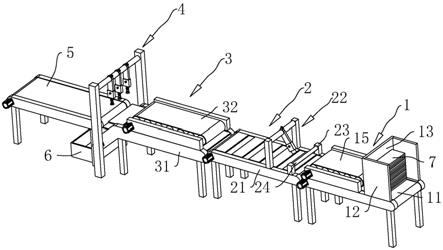
27.图1是申请实施例的一种全自动印刷品检机的整体结构示意图。
28.图2是上料机构的部分示意图。
29.图3是检测机构的爆炸结构示意图。
30.图4是吹送机构整体结构示意图。
31.图5是图4中a部分的局部放大图。
32.附图标记说明:1、上料机构;11、第一输送机;12、挡板;13、限位板;14、出料口;15、第一限位输送机;2、检测机构;21、第二输送机;22、检测组件;221、竖板;222、横杆;223、安装板;2231、第一螺纹孔;224、滑套;2241、第二螺纹孔;225、摄像头;23、灯架;24、灯管;3、分拣机构;31、第三输送机;32、第二限位输送机;311、倾斜部;4、吹送机构;41、支杆;42、横梁;43、吹送组件;431、放置板;432、伸缩套;433、气枪;5、第四输送机;6、废料收集箱;7、印刷品。
具体实施方式
33.以下结合附图1
‑
5对本技术作进一步详细说明。
34.本技术实施例公开一种全自动印刷品检机。参照图1,一种全自动印刷品检机包括上料机构1、承接于上料机构1的检测机构2、承接于检测机构的分拣机构3、位于分拣机构3上方的吹送机构4、承接于分拣机构3的第四输送机5。
35.参考图1、图2,上料机构1包括第一输送机11、位于第一输送机11宽度方向两端的两个挡板12、固定连接于两个挡板12之间的限位板13,限位板13固定连接于挡板12靠近检测机构2一端,限位板13靠近第一输送机11一端开设有出料口14,出料口14上壁到输送机上表面之间的距离等于印刷品7的厚度。
36.参考图1,上料机构1还包括位于第一输送机11上方的第一限位输送机15,第一限位输送机15抵紧于第一输送机11上端的印刷品7,且第一限位输送机15的运动速度和第一限位输送机15的运动速度相同。
37.工作时,将若干印刷品7放置于两个挡板12之间,位于最底下的印刷品7抵紧于第一输送机11,在第一输送机11的作用下,位于最下方的印刷品7从出料口14滑出,并随着第一输送机11运动,在第一张印刷品7滑出后,印刷品7依次从出料口14滑出。
38.参考图1、图3,检测机构2包括承接于第一输送机11的第二输送机21,位于第二输送机21上方的横杆222、固定安装于第二输送机21侧壁上端的两个竖板221、转动连接于横杆222的安装板223、滑动连接于安装板223的滑套224、安装于滑套224的摄像头225。
39.参考图1、图3,两个竖板221竖直设置,横杆222两端连接于两个竖板221,安装板223转动连接于横杆222,安装板223以横杆222的轴线为转轴转动,安装板223上螺接有螺栓,螺栓抵紧于横杆222将安装板223固定。
40.参考图3,安装板223上沿自身长度方向等间距开设有若干个第一螺纹孔2231,滑套224上开设有第二螺纹孔2241,第二螺纹孔2241上穿设有螺栓,螺栓上螺接有将滑套224固定在安装板223上的螺母。摄像头225固定安装于滑套224远离横杆222一端。
41.参考图1,检测机构2还包括位于摄像头225和第一输送机11之间的灯管24、用于安装灯管24的两个灯架23,两个灯架23分别固定安装于第二输送机21两侧壁上端,灯管24固定连接于两个灯架23之间。
42.参考图1、图4,分拣机构3包括第三输送机31、位于第三输送机31上方的第二限位输送机32,第三输送机31远离第二输送机21一端向下倾斜设置形成倾斜部311,倾斜部311
下方放置有用于接收不合格印刷品7的废料收集箱6。
43.参考图4、图5,吹送机构4包括安装于地面的两个支杆41,两个支杆41安装于第三输送机31的宽度方向两端,两个支杆41远离地面一端固定连接有横梁42,横梁42上安装有三个吹送组件43。
44.参考图4、图5,吹送组件43包括转动连接于横梁42的放置板431,放置板431以横梁42轴线为转轴转动,放置板431远离横梁42一端滑动连接有伸缩套432,伸缩套432上穿设有螺栓,螺栓同时穿设于放置板431,螺栓上螺接有将放置板431和伸缩套432固定的螺母,伸缩套432远离横梁42一端安装有气枪433,气枪433位于倾斜部311上方。
45.工作时,印刷品7经过倾斜部311时,气枪433接收到摄像头225传输的信号,若印刷品7不合格,气枪433吹动印刷品7,印刷品7从倾斜部311滑落至废料收集箱6中,若印刷品7合格,气枪433不吹气,纸张由于惯性飞入到第四输送机5上。
46.本技术实施例一种全自动印刷品检机的实施原理为:
47.一、将印刷品7放置于两个挡板12之间,印刷品7逐个的从出料口14滑出,随着第一输送机11有一起运动。
48.二、印刷品7进入到第二输送机21上,印刷品7受到摄像头225的检测,摄像头225将印刷品7的检测信息传输至气枪433处。
49.三、印刷品7进入到第三输送机31,气枪433将印刷不合格的印刷品7吹送至废料收集箱6中。
50.四、合格的印刷品7进入到第四输送机5上。
51.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1