一种铝瓶传输机的制作方法
1.本实用新型涉及铝瓶生产运输设备,具体涉及一种铝瓶传输机。
背景技术:
2.铝瓶生产加工中瓶口直径是一个及其重要的参数,若瓶口在生产时过小,将会导致后续生产加工对瓶内填充液体的精准性降低以及后续封口的密封有效性不足,从而降低了成品合格率。
3.其中,铝瓶的瓶口过小主要来源于瓶体从原始铝材到瓶体外形成型过程之间,因此,若瓶体成型之时瓶口直径不合格,则后续的生产加工无意义,将会导致设备工作资源的浪费。
4.而现有的铝瓶,在成型完毕之后,直接通过传送带传输进入下一工序,并无瓶口直径合格筛选过程,因此最终的成品中次品率较低。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的在于提供一种在入料带及出料带之间设置次品出口,并在次品出口上方设置由筛选带带动传输的筛选组件,来实现瓶口符合标准的铝瓶由筛选组件配合筛选带跨越次品出口,而不符合的从次品出口掉落的一种铝瓶传输机。
6.为实现上述目的,本实用新型提供了如下技术方案:包括机架,所述机架上设置有用于运输铝瓶的传送机构,所述传送机构包括传送带、电机及滚轮组,所述传送带包括入料带、筛选带及出料带,所述滚轮组包括用于撑开入料带的第一滚轮、用于撑开筛选带的第二滚轮及用于撑开出料带的第三滚轮,所述第一滚轮、第二滚轮及第三滚轮的数量均为两件,且分别转动设置于机架,所述电机包括用于驱动第一滚轮转动的第一电机、用于驱动第二滚轮转动的第二电机及用于驱动第三滚轮转动的第三电机,所述入料带的传输方向与出料带的传输方向相同,且出料带位于入料带的传输方向侧,所述筛选带的传输方向与入料带的传输方向相互平行,所述机架位于入料带与出料带之间设置有次品出口,且筛选带位于次品出口的水平上方,所述筛选带上设置有用于夹持铝瓶的瓶口的筛选组件,所述筛选组件上设置有与铝瓶的瓶口大小相适配的夹持口。
7.通过采用上述技术方案,入料带及出料带之间设置次品出口,且在次品出口上方设置筛选带,并配合筛选组件,由筛选组件上的夹持口对铝瓶的瓶口大小进行筛选,若瓶口直径过小,则会小于夹持口大小,因此筛选组件无法对其施力夹持,从而在经过次品出口时,铝瓶在自身重力作用下掉落,而若瓶口直径足够,瓶口则会填充夹持口之间的间隙,使得受力挤压于筛选组件,从而在筛选组件的夹持下与筛选组件固定,之后筛选组件在筛选带的传输下跨越次品出口,从入料带进入出料带,使得出料带输出的铝瓶均为瓶口符合要求的合格品,防止瓶口过小的铝瓶进入下一工序而浪费生产加工资源,从而提高成品的合格率。
8.本实用新型进一步设置为:所述筛选组件包括第一夹持块及第二夹持块,所述第一夹持块及第二夹持块分别位于筛选带沿宽度方向的两侧,所述第一夹持块朝向第二夹持块侧设置有用于抵触铝瓶的瓶口的周壁的第一夹持面,所述第二夹持块朝向第一夹持块侧设置有用于抵触铝瓶的瓶口的周壁的第二夹持面,所述夹持口位于第一夹持面与第二夹持面之间。
9.通过采用上述技术方案,1.采用将瓶口夹持于第一夹持块的第一夹持面及第二夹持块的第二夹持面之间,使得符合要求的铝瓶,其瓶口夹持于第一夹持面与第二夹持面之间,而瓶口过小则无法触及夹持面而不受夹持力或者受夹持力过小无法支撑横渡次品出口,从而区分合格与否;2.第一夹持面与第二夹持面采用较大的夹持面去夹持呈弧形的瓶口边缘,因此两者接触为点夹持接触,从而使得夹持的误差范围更广,使得设备的适配性更强。
10.本实用新型进一步设置为:所述第一夹持块位于第一夹持面上设置有第一橡胶块,所述第二夹持块位于第二夹持面上设置有第二橡胶块。
11.通过采用上述技术方案,第一橡胶块及第二橡胶块的设置,使得铝瓶的瓶口周边与橡胶材质制成的第一橡胶块及第二橡胶块抵触,利用橡胶的延展性及较大的摩擦系数,不但防止挤压破坏瓶口形状而且使得夹持更加的稳定。
12.本实用新型进一步设置为:所述第一夹持块的数量为若干件,所述第二夹持块的数量与第一夹持块对应设置,所述筛选组件还包括支撑块、第一挡板、第二挡板及压缩弹簧,所述支撑块的数量与第一夹持块对应设置,各所述支撑块沿筛选带的传输方向等间距排列设置于筛选带的外周,各所述第一夹持块及对应的第二夹持块分别设置于对应的支撑块沿筛选带的宽度方向两侧,各所述支撑块沿筛选带的宽度方向贯穿设置有供第一夹持块及第二夹持块滑移的滑移通孔,各所述第一夹持块朝向对应的滑移通孔设置有滑移于对应的滑移通孔内的第一滑移杆,各所述第二夹持块朝向对应的滑移通孔设置有滑移于对应的滑移通孔内的第二滑移杆,所述压缩弹簧的数量与支撑块对应设置,各所述压缩弹簧沿筛选带的宽度方向设置于对应的第一夹持块与第二夹持块之间,且一端相抵于第一夹持块,另一端相抵于第二夹持块,所述第一挡板及第二挡板分别对称设置于筛选带沿宽度方向的两侧,且第一挡板及第二挡板相向侧沿筛选带的传输方向均包括进口收缩面、筛选传输面及出口扩张面,各所述进口收缩面沿筛选带的传输方向逐渐朝筛选带靠近,各所述筛选传输面相互平行,且与筛选带的传输方向平行设置,各所述出口扩张面沿筛选带的传输方向逐渐远离筛选带。
13.通过采用上述技术方案,第一夹持块及第二夹持块通过第一滑移杆及第二滑移杆滑移于滑移通孔内,因此,可实现第一夹持面与第二夹持面之间的夹持口的扩张与收缩,且配合压缩弹簧,使得夹持口时刻处于可扩张的最大状态,之后通过第一挡板与第二挡板上的进口收缩面,使得筛选组件在夹持入料带上的铝瓶时,沿筛选带的宽度方向朝内收缩,从而实现流畅的夹持过程,并最终收缩至两筛选传输面之间,此时,夹持口的大小刚好为预设大小,用于筛选瓶口符合规定的铝瓶,在该状态下,第一夹持块及第二夹持块有效的将符合的铝瓶传输至入料段,之后在出口扩张面的作用下,第一夹持块与第二夹持块由压缩弹簧作用而扩张,从而解除与瓶口的挤压接触,完成脱离,整体过程中,各部件的接触不易产生牵扯卡顿现象,相邻之间的铝瓶相互干扰小,使得传输更加流畅。
14.本实用新型进一步设置为:各所述滑移通孔呈正四棱柱设置。
15.通过采用上述技术方案,滑移通孔采用正四棱柱的设置,不但使得滑移通孔的加工更加的便捷,而且正四棱柱形状的设置保证了第一滑移杆与第二滑移杆在滑移过程中不会产生周向转动,使得传输更加的稳定。
16.本实用新型进一步设置为:各所述第一夹持块沿筛选带的宽度方向朝对应的第二夹持块凸出设置有导向插杆,各所述第二夹持块对应导向插杆设置有配合杆,各所述配合杆对应导向插杆同轴开设有供导向插杆滑移插设的导向插孔。
17.通过采用上述技术方案,导向插杆与配合杆的插设配合,在第一夹持块及第二夹持块相对支撑块的滑移方向上起到导向作用,从而与滑移通孔共同导向滑移,使得滑移更加的流畅。
18.本实用新型进一步设置为:各所述第一夹持块对应的导向插杆为两件,且对称设置于对应的支撑块沿筛选带的传输方向的两侧。
19.通过采用上述技术方案,1.导向插杆为两件,增加导向位置,使得导向更加的稳定;2.两导向插杆以支撑块为对称中心,因此,在支撑块的对称两侧进行导向,不但使导向更加稳定,而且为支撑块承载弯矩,使得主要起周向限位功能的支撑块传输更加流畅。
20.本实用新型进一步设置为:各所述支撑块对应的压缩弹簧的数量为两件,各所述支撑块对应的两件压缩弹簧分别套设于对应的导向插杆外周。
21.通过采用上述技术方案,1.多件压缩弹簧使得压力承载能力更强,增加了强度;2.压缩弹簧套设于导向插杆外周,使得导向插杆对压缩弹簧的径向起到限位作用,保证压缩弹簧安装的稳定性;3.压缩弹簧套设两对称的导向插杆,则利用对称性实现更加的稳定对称的复位作用。
22.下面结合附图和具体实施方式对本实用新型作进一步描述。
附图说明
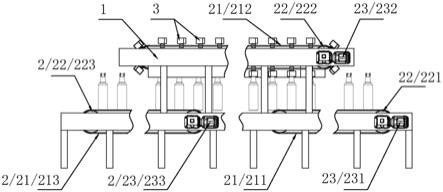
23.图1为本实用新型具体实施方式的装配图;
24.图2为本实用新型具体实施方式去除机架的装配图;
25.图3为本实用新型具体实施方式去除机架的部分剖视图;
26.图4为图2中a的放大图;
27.图5为图3中b的放大图;
28.图6为本实用新型具体实施方式中筛选组件的部分装配图;
29.图7为本实用新型具体实施方式中第一挡板与第二挡板的位置示意图。
具体实施方式
30.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
31.如图1
‑
图2所示,本实用新型公开了一种铝瓶传输机,包括机架1,其中,机架1上设置有用于运输铝瓶的传送机构2,传送机构包括传送带21、电机23及滚轮组22。因此,通过将需要传输的铝瓶放置于传送带21,并通过滚轮组22撑起传送带21,并受电机23驱动,从而在电机23驱动作用下,使得传送带21传输并带动铝瓶传输。
32.优选的,本实施例中的传送带21包括入料带211、筛选带212及出料带213,滚轮组22包括第一滚轮221、第二滚轮222及第三滚轮223,其中,第一滚轮221、第二滚轮222及第三滚轮223的数量均为两件,且分别通过轴承等方式转动设置于机架1,从而利用两第一滚轮221将入料带211沿水平方向撑开、利用两第二滚轮222将筛选带212沿水平方向撑开、利用两第三滚轮223将出料带213沿水平方向撑开,另外,电机23包括第一电机231、第二电机232及第三电机233,其中,第一电机231、第二电机232及第三电机233分别通过螺栓等形式固定连接于机架1,并通过联轴器使得第一电机231与右侧的第一滚轮221联动设置、第二电机232与右侧的第二滚轮222联动设置、第三电机233与右侧的第三滚轮223联动设置,因此,使得各电机23驱动各滚轮转动,从而带动对应的传送带21进行传输。
33.其中,本实施例中的入料带211的传输方向与出料带213的传输方向相同,均为在同一水平内朝左传输,且出料带213位于入料带211的水平左侧,从而在入料带211与出料带213之间形成次品出口11,使得入料带211上的瓶口不合格的铝瓶,将从次品出口11掉落而无法进入出料带213,另外,筛选带212的传输方向与入料带211的传输方向相互平行,同为朝左传输,且筛选带212位于次品出口11的水平上方,另外,筛选带212上设置有用于夹持铝瓶的瓶口的筛选组件3,且筛选组件3上设置有与铝瓶的瓶口大小相适配的夹持口31,因此,对于瓶口符合标准的铝瓶,将会在筛选组件3的作用下,使得瓶口夹持于夹持口31内,并在筛选带212的作用下传输跨越次品出口11并进入出料带213,从而完成合格筛选。
34.如图3
‑
图7所示,本实施例中的筛选组件包括第一夹持块32及第二夹持块33,其中,第一夹持块32及第二夹持块33分别位于筛选带212沿宽度方向的两侧,另外,第一夹持块32朝向第二夹持块33侧为呈平面状的第一夹持面321用于抵触铝瓶的瓶口的周壁,对应的,第二夹持块33朝向第一夹持块32侧为呈平面状的第二夹持面331用于抵触铝瓶的瓶口的周壁,使得夹持口31位于第一夹持面321与第二夹持面331之间,因此,采用将瓶口夹持于第一夹持块32的第一夹持面321及第二夹持块33的第二夹持面331之间,使得符合要求的铝瓶,其瓶口夹持于第一夹持面321与第二夹持面331之间,而瓶口过小则无法触及夹持面而不受夹持力或者受夹持力过小无法支撑横渡次品出口11,从而区分合格与否。
35.优选的,本实施例中的第一夹持块32位于第一夹持面321侧开设有方形槽,且方形槽内粘接有第一橡胶块322,同理,第二夹持块33位于第二夹持面331侧开设有方形槽,方形槽内粘接有第二橡胶块332。因此,使得铝瓶的瓶口周边与橡胶材质制成的第一橡胶块322及第二橡胶块332抵触,而防止与金属材质制成的第一夹持面321及第二夹持面331直接抵触,不但防止挤压破坏瓶口形状而且使得夹持更加的稳定。
36.优选的,本实施例中的第一夹持块32及第二夹持块33的数量相同设置,且为多件,并沿筛选带212的传输方向等间距排列于筛选带212,使得每一对第一夹持板与第二夹持板同时只夹持一件铝瓶,从而使得每一铝瓶的判断及传输均相互独立,防止前后干扰而使筛选精准度下降,且传输呈连续传输使传输效率更高。其中,各组第一夹持块32与第二夹持块33之间的间距由入料带211上的铝瓶输入间距决定,且为了可控输入间距,在入料带211上等间距开设放置槽2111进行隔开并定位相邻的铝瓶。
37.另外,本实施例中的筛选组件还包括支撑块34、第一挡板35、第二挡板36及压缩弹簧37,其中,支撑块34的数量与第一夹持块32的数量对应,且支撑块34呈杆体,并从筛选带212的宽度内侧贯穿至筛选带212外侧,且支撑块34位于筛选带212内侧一体成型有一定位
块341,而在外侧通过螺母342等方式将筛选带212夹持于定位块341与螺母342之间,从而完成支撑块34固定安装于筛选带212,另外,与支撑块34对应的第一夹持块32及第二夹持块33分别设置于对应的支撑块34沿筛选带212的宽度方向两侧,而支撑块34沿筛选带212的宽度方向贯穿设置有滑移通孔343,第一夹持块32朝向滑移通孔343焊接或者一体成型设置有滑移于对应的滑移通孔343内的第一滑移杆323,同理,第二夹持块33朝向对应的滑移通孔343焊接或者一体成型设置有滑移于滑移通孔343内的第二滑移杆333,另外,压缩弹簧37的数量与支撑块34对应设置,且压缩弹簧37沿筛选带212的宽度方向挤压于第一夹持块32与第二夹持块33之间,从而在压缩弹簧37的作用下,第一夹持块32与第二夹持块33始终处于被撑开状态,另外,第一挡板35及第二挡板36分别对称设置于筛选带212沿宽度方向的两侧,且通过焊接、螺栓固定等方式固定安装于机架1,其中,第一挡板35及第二挡板36相向侧沿筛选带212的传输方向均依次包括进口收缩面351、筛选传输面352及出口扩张面353,且进口收缩面351沿筛选带212的传输方向逐渐朝筛选带212靠近,使得两进口收缩面351沿筛选带212的传输方向呈缩口设置,而筛选传输面352相互平行,且与筛选带212的传输方向平行设置,而出口扩张面353沿筛选带212的传输方向逐渐远离筛选带212,使得两出口扩张面353沿筛选带212的传输方向呈扩口设置。因此,第一夹持块32与第二夹持块33在筛选带212的传输下通过进口收缩面351,将第一夹持面321与第二夹持面331逐渐靠拢,并收缩至规定的大小,从而来判断并有效夹持符合要求的铝瓶的瓶口周壁,之后顺着筛选传输面352越过次品出口11,并通过出口扩张面353使第一夹持面321与第二夹持面331脱离铝瓶的瓶口,完成筛选传输,整体过程瓶口无需通过卡设的方式进入夹持口31,使得传输更加的流畅。
38.优选的,本实施例中的滑移通孔343呈正四棱柱,使得滑移通孔343的形状设置实现第一滑移杆323与第二滑移杆333的周向限位,从而保证传输配合的稳定性。
39.另外,本实施例中的第一夹持块32沿筛选带212的宽度方向朝对应的第二夹持块33一体成型或者焊接固定有导向插杆324,对应的,第二夹持块33对应导向插杆324一体成型或者焊接固定有配合杆334,且配合杆334对应导向插杆324同轴开设有供导向插杆324滑移插设的导向插孔3341,因此,导向插杆324与配合杆334的插设配合,在第一夹持块32及第二夹持块33相对支撑块34的滑移方向上起到导向作用,从而与滑移通孔343共同导向滑移,使得滑移更加的流畅。
40.优选的,本实施例中的每一第一夹持块32对应的导向插杆324为两件,且对称设置于对应的支撑块34沿筛选带212的传输方向的两侧。从而在导向稳定性及对称性上实现了滑移的流畅性。
41.优选的,本实施例中的每一支撑块34对应的压缩弹簧37的数量为两件,且支撑块34对应的两件压缩弹簧37分别套设于对应的导向插杆324外周,从而增强了压缩弹簧37的安装稳定性以及第一夹持块32与第二夹持块33受力的均匀性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1