一种件烟分拣系统的制作方法
1.本实用新型涉及一种件烟分拣系统。
背景技术:
2.目前国内烟草工业企业的卷接包车间生产工艺中,成品件烟在封箱机封箱后,通常经过件烟输送机,再通过螺旋提升机送至高位,再由机械手进行烟箱堆垛,最后进入成品库存储。成品件烟在封箱机装箱过程中,可能产生诸如胶带折叠翻卷、脱胶、标签歪斜、纸箱破损、漏装等外包装缺陷。长期以来,这些缺陷件烟均由人工进行观察,这样不但费时,而且检出率受人为因素的影响较大,效果不理想。
技术实现要素:
3.本实用新型针对上述现有技术存在的不足,提供一种自动分拣的件烟分拣装置。
4.本实用新型解决上述技术问题的技术方案如下:一种件烟分拣系统,包括:
5.第一输送机构,所述第一输送机构用于输送件烟;
6.及分拣模块,所述分拣模块包括:
7.监测子模块,所述监测子模块用于采集在所述第一输送机构上输送的件烟的信息;
8.控制子模块,所述控制子模块用于接收所述监测子模块传递过来的信号,并对信号进行储存和分析,且发出动作指令;
9.及动作子模块,所述动作子模块用于接收所述控制子模块发出的指令并动作将不合格的件烟剔除;
10.所述监测子模块包括成像装置和重量传感器,所述成像装置采集所述件烟表面信息,所述重量传感器用于采集所述件烟的重量信息,所述重量传感器和所述成像装置设于所述第一输送机构上,且所述重量传感器和所述成像装置沿件烟输送方向依次设置。
11.进一步,还包括第二输送机构,所述第二输送机构用于输送表面不合格的件烟。
12.进一步,所述动作子模块包括第三输送机构,所述第三输送机构用于输送重量信息不合格的件烟。
13.进一步,所述第三输送包括:
14.接料机构,所述接料机构用于转运从所述第一输送机构分拣出的重量信息不合格的件烟;
15.及伸缩机构,所述伸缩机构收缩时,所述接料机构可将所述件烟运输至重量不合格件烟收集箱;当所述伸缩机构伸长时,所述接料结构能够靠所述伸缩机构使重量不合格的件烟落至所述重量不合格件烟收集箱。
16.进一步,所述动作子模块包括托举机构和横推机构,所述托举机构能够将分拣出的件烟托起,且不影响其他件烟的继续输送,所述横推机构能够将托举机构托起的件烟推至所述第二输送机构上。
17.进一步,所述第一输送机构包括机架、设于所述机架上的多个并排设置的托辊和带动部分或全部所述托辊转动的动力机构,所述托举机构包括托板和升降机构,所述升降机构能够带动所述托板在所述两个托辊之间的空隙中上下移动。
18.进一步,所述托板包括水平板和设于所述水平板两侧的第一倾斜板和第二倾斜板,所述第一倾斜板和第二倾斜板远离所述水平板的一端为弧形结构,所述弧形结构与所述托辊的周面相适配。
19.进一步,所述升降机构包括升降气缸和连接架,所述连接架包括设于所述托板两端且与所述托板下表面连接的支杆和连接两个所述支杆的连接杆,所述升降气缸的活塞杆与所述连接杆的中部连接;所述升降气缸设于所述机架上。
20.进一步,所述升降机构包括电机、第一连杆和支杆,所述电机的输出轴与所述第一连杆的一端铰接,所述第一连杆的另一端与所述支杆的下端连接,所述支杆的上端与所述托板连接。
21.进一步,所述横推机构包括横推气缸和推板,所述横推气缸的活塞杆连接所述推板,所述横推气缸的活塞杆轴向与所述件烟的输送方向垂直。
22.进一步,所述控制子模块能够控制所述升降气缸和横推气缸动作。
23.进一步,所述控制子模块能够控制所述电机动作。
24.进一步,所述监测子模块包括两组成像装置,分别安装在所述第一输送机构的上方和下方,所述件烟在第一输送机构上运输时,胶带封装的地方分别在所述件烟的上方和下方。
25.进一步,两组成像装置上下对应,下方的成像装置设于相邻两个所述托辊空隙之间;所述托举机构设于所述下方的成像装置的后方,所述后方是指沿所述输送方向从前向后移动。
26.进一步,所述监测子模块设于两个所述托辊空隙的上且与所述托举机构上下对应。
27.本实用新型的有益效果是:在码垛之前的输送线上就将包装不合格的件烟自动剔除,保证码垛时都是合格的件烟,能够避免流向市场的件烟出现包装问题,同时不需要人工剔除,减少人工因素造成的不利影响,也能大大提高分拣效率。
附图说明
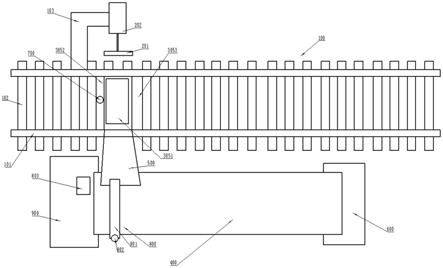
28.图1为本实用新型的俯视图;
29.图2为本实用新型省略第三输送机构时的结构示意图;
30.图3为本实用新型中伸缩机构的结构示意图;
31.图4为本实用新型中省略监测子模块时的主视图;
32.图5为本实用新型中的主视图;
33.图6为本实用新型中托举机构的结构示意图;
34.图7为本实用新型的控制原理图;
具体实施方式
35.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用
新型,并非用于限定本实用新型的范围。
36.如图1
‑
图7所示,本实用新型公开了一种件烟分拣系统,包括:
37.第一输送机构100,所述第一输送机构100用于输送并分拣出包装不合格的件烟;
38.第二输送机构400,所述第二输送机构400用于输送分拣出包装不合格的件烟;
39.以及分拣模块,所述分拣模块包括控制子模块、监测子模块和动作子模块,所述监测子模块设于所述第一输送机构100的上方,所述监测子模块监测到应该分拣出去的件烟后发送信号至所述控制子模块,所述动作子模块用于接收所述控制子模块发出的指令并动作将不合格的件烟剔除。
40.所述第一输送机构包括机架101、设于所述机架101上的多个并排设置的托辊102和带动部分或全部所述托辊转动的动力机构。
41.所述动作子模块包括托举机构300和横推机构200,所述托举机构能够将分拣出的件烟托起,且不影响其他件烟的继续输送,所述横推机构能够将托举机构300托起的件烟推至所述第二输送机构400上。
42.所述托举机构300包括托板305和升降机构,所述升降机构能够带动所述托板305在所述两个托辊之间的空隙中上下移动。
43.所述重量传感器凸出于所述托辊的上端面。
44.在一种实施例中,该实施例说明书附图中未画出,所述升降机构包括升降气缸和连接架,所述连接架包括设于所述托板305两端且与所述托板305下表面连接的支杆和连接两个所述支杆的连接杆,所述升降气缸的活塞杆与所述连接杆的中部连接;所述升降气缸设于所述机架101上。
45.在另一种实施例中,所述升降机构包括电机301、第一连杆303和支杆304,所述电机的输出轴302与所述第一连杆303的一端铰接,所述第一连杆303的另一端与所述支杆304的下端连接,所述支杆304的上端与所述托板305连接。所述控制子模块能够控制所述电机动作。
46.在一种实施例中,所述托板的宽度大于相邻两个所述托辊102之间的间隙的宽度。
47.在另一种实施例中,所述托板包括水平板3051和设于所述水平板3051两侧的第一倾斜板3051和第二倾斜板3052,所述第一倾斜板3051和第二倾斜板3052远离所述水平板3051的一端为弧形结构,所述弧形结构与所述托辊102的周面相适配。
48.所述横推机构200包括横推气缸202和推板201,所述横推气缸202的活塞杆连接所述推板201,所述横推气缸202的活塞杆轴向与所述件烟的输送方向垂直。
49.所述控制子模块能够控制所述升降气缸和横推气缸202动作。
50.所述动作子模块还包括第三输送机构800,所述第三输送机构800包括:
51.接料机构,所述接料机构用于转运从所述第一输送机构分拣出的重量信息不合格的件烟;
52.在一种实施例中,所述接料机构包括竖直的旋转气缸802和水平的接料板801,所述旋转气缸802竖直设置,所述旋转气缸802的上端与所述接料板801连接并带动所述接料板801转动。
53.及伸缩机构803,所述伸缩机构803收缩时,所述接料机构可将所述件烟运输至重量不合格件烟收集箱;当所述伸缩机构803伸长时,所述接料结构能够靠所述伸缩机构803
使重量不合格的件烟落至所述重量不合格件烟收集箱900。
54.在一种实施例中,所述伸缩机构803包括安装架8033和竖直设置在所述安装架8033上的伸缩气缸,所述伸缩气缸的活塞杆8031的自由端在下端,所述伸缩气缸的缸体8032的上端固定在安装架8033上。
55.当所述接料板801接到重量不合格的件烟后,此时所述伸缩机构处于收缩状态,在旋转气缸802的带动所述接料板逆时针旋转至重量不合格件烟收集箱900的上方,后,所述伸缩气缸的活塞杆8031向下伸长,所述伸缩气缸的活塞杆8031的下端伸长至至少和所述重量不合格件烟在高度方向部分重合,也就是说所述伸缩气缸的活塞杆8031的下端在所述重量不合格件烟的下端面和上端面之间;在所述伸缩气缸的活塞杆8031伸长到位后,所述旋转气缸带动所述接料板顺时针旋转,伸缩气缸的活塞杆将所述重量不合格件烟挡下并落至所述重量不合格收集箱内。此处的顺时针和逆时针仅是一种实施例。
56.在一种实施例中,所述监测子模块包括两组成像装置,如图3所示,分别记为上方的成像装置601和下方的成像装置602,两组所述成像装置分别安装在所述第一输送机构100的上方和下方,所述件烟在第一输送机构100上运输时,胶带封装的地方分别在所述件烟的上方和下方。
57.两组成像装置上下对应,下方的成像装置602设于相邻两个所述托辊102空隙之间;所述托举机构300设于所述下方的成像装置602的后方,所述后方是指沿所述输送方向从前向后移动。
58.在另一种实施例中,所述监测子模块包括一组设于所述托举机构300上方的成像装置,如图2所示。
59.所述监测子模块设于两个所述托辊102空隙的上且与所述托举机构300上下对应。
60.在另一种实施例中,所述第一输送机构100和所述第二输送机构400之间还设有过渡板500,所述过渡板500搭接在所述第一输送机构和第二输送机构之间,且所述过渡板500与所述推板201相对应。
61.在另一种实施例中,所述第二输送机构400的末端设有表面不合格件烟收集箱600,用于集中收集表面损坏的件烟包装箱。
62.本实用新型的工作过程如下:
[0063]“件烟包装箱”在本技术中统一称为“件烟”,放在第一输送机构100上,输送至重量传感器处,检测件烟重量,若重量低于设定值,则件烟漏装,此时,第一输送机构100继续将件烟向后输送至托板处,控制子模块控制动作子模模块中的电机、横推气缸201和旋转气缸802动作,将该件烟输送至接料板801上,而后通过控制伸缩气缸和旋转气缸使该重量不合格的件烟落至重量不合格件烟收集箱900内。若重量合格,则第一输送机构继续将件烟向后输送至监测子模块处,由成像装置拍照识别包装箱是否有损坏,并将信号输送至控制子模块,若控制子模块收到有损坏的信号时,控制动作子模块动作,带动托举机构将损坏的件烟托起,而后横推气缸动作将该件烟推至第二输送机构上,而后第二输送机构动作将损坏的件烟输送至收集处集中处理。
[0064]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1