移载装置及其应用的油冷器检测站的制作方法
1.本实用新型涉及移载自动化技术领域,更具体地说,涉及移载装置及其应用的油冷器检测站。
背景技术:
2.汽车油冷器主要作用为冷却润滑油,保持油温在正常工作范围之内。它影响汽车发动机运行状态,是保持汽车发动机正常运行的重要部件。汽车油冷器的密封面通过密封件与机油滤清器单元相连接。油冷器在出厂之前,需要进行油道密封性检测和水道气密性检测,气密性合格的工件与不合格的工件需要分别放置。现有技术中大都采用人工分拣油冷器,人工分拣虽然兼容性和灵活性都很强,但是分拣的效率低。
技术实现要素:
3.本实用新型的目的之一在于提供一种移载装置,以缓解现有技术中人工分拣气密性检测合格和不合格的油冷器效率低的技术问题。
4.本实用新型所采取的技术方案是:提供一种移载装置,包括本体,所述本体包括:第一滑轨;第一拾取件,所述第一拾取件固定安装在所述第一滑轨上,所述第一拾取件适于随所述第一滑轨移动以将工件移至上料位置;第二拾取件,所述第二拾取件滑动安装在所述第一滑轨上,所述第二拾取件适于将所述工件移至第一下料位置或第二下料位置;第一气缸,所述第一气缸安装在所述第一滑轨上,所述第一气缸的输出端与所述第二拾取件连接,适于驱动所述第二拾取件沿所述第一滑轨横向移动;第二气缸,所述第二气缸的输出端与所述第一滑轨固定连接,适于驱动所述第一滑轨横向移动。
5.采用以上结构后,第二气缸驱动第一滑轨同步带动第一拾取件和第二拾取件移动,第一拾取件将外部的工件移至上料位置上,在上料工位上对工件即油冷器进行进一步检测处理,与此同时,第二拾取件同步将上一检测合格的工件转移至第一下料位置上;若上一检测的工件不合格时,拾取该工件的第二拾取件从初始的限定位置滑动至分拣位置,将工件移至第二下料位置上,从而达到自动分拣的目的。合格工件与不合格工件均采用同一拾取件拾取,简化移载装置。
6.可选地,所述本体还包括有固定板、移动板和第三气缸,所述第三气缸固定安装在所述固定板上,所述第三气缸的输出端与所述移动板固定连接,所述第二气缸固定安装在所述移动板上,所述第三气缸适于驱动移动板带动所述第一滑轨竖向移动。
7.可选地,所述固定板上设有若干个导柱,所述移动板上设有导向孔,所述移动板通过导向孔可滑动地套接在所述所述导柱上;导柱的设置能够增加移动板竖直移动的稳定性。
8.可选地,所述第一拾取件和/或所述第二拾取件包括吸盘;采用抓取的方式容易在油冷器表面形成划痕,受限于部分油冷器材料为非导磁材料,磁吸附拾取的应用领域小,采用吸盘负压吸取表面光滑的油冷器为优选手段。
9.本实用新型的目的之二在于提供一种油冷器检测站,其能够实现自动分拣气密性检测合格与不合格的油冷器。
10.本实用新型所采取的技术方案是:提供一种油冷器检测站,包括有支架和上述任一所述的移载装置,所述移载装置安装在所述支架上。
11.可选地,所述支架上设有油道气密性工装、第一传送带和第二传送带,所述油道气密性工装设置在上料位置上,所述第一传送带设置在第一下料位置上,所述第二传送带设置在第二下料位置上。
12.可选地,还包括若干个水道气密性检测工装和若干个预定位工装,所述水道气密性检测工装和所述预定位工装均设在所述支架上,且每个所述预定位工装位于一所述水道气密性检测工装与所述油道气密性工装之间。
13.可选地,所述预定位工装包括滑座、第二滑轨和第四气缸,所述滑座活动安装在所述第二滑轨上,所述第四气缸的输出端与所述滑座连接,适于驱动所述滑座在所述水道气密性检测工装与所述油道气密性工装之间移动。
附图说明
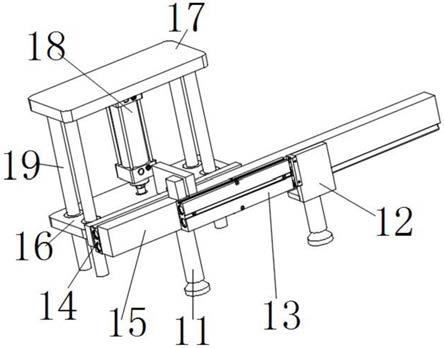
14.图1为本实用新型实施例中移载装置形态一时的结构示意图;
15.图2为本实用新型实施例中移载装置形态二时的结构示意图
16.图3为本实用新型实施例中油冷器检测站的结构示意图;
17.图4为本实用新型实施例中油冷器检测站的右视图;
18.图5为本实用新型实施例中油冷器检测站的左视图;
19.图6为本实用新型实施例中油冷器检测站去除部分支架后的结构示意图;
20.图7为图6中a处的局部放大图。
21.图中标号说明:
22.1、本体;2、油冷器;3、油道气密性工装;4、第一传送带;5、第二传送带;6、支架;7、水道气密性检测工装;8、预定位工装;
23.11、第一拾取件;12、第二拾取件;13、第一气缸;14、第二气缸;15、第一滑轨;16、移动板;17、固定板;18、第三气缸;19、导柱;
24.81、滑座;82、第二滑轨;83、第四气缸。
具体实施方式
25.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
26.在本实用新型的描述中,需要理解的是,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征,用于区别描述特征,无顺序之分,无轻重之分。
27.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
28.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地
连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
29.本说明书中的油道气密性工装3是采用密封油冷器2上的油道,并向油道内通入流体并加压,通过检查流体是否泄漏的方式判断油冷器2油道的气密性是否合格。同理,水道气密性检测工装7同样采用通入流体并加压的方式检查油冷器2油道的气密性。
30.本说明书中的预定位工装8为对经过水道气密性检测工装7检查后的油冷器2进行预定位处理,预定位工装8上的油冷器2放置位置与油道气密性工装3上的油冷器2放置位置间距一定。也可通过其他现有的视觉检查技术或传感器对油冷器2进行预定位,预定位的方式采用现有技术中的技术手段,顾不多加赘述。
31.实施例1
32.如图1和图2所示,本实施例提供一种移载装置,包括本体1,本体1包括:第一滑轨15;第一拾取件11,第一拾取件11固定安装在第一滑轨15上,第一拾取件11适于随第一滑轨15移动以将工件移至上料位置;第二拾取件12,第二拾取件12滑动安装在第一滑轨15上,第二拾取件12适于将工件移至第一下料位置或第二下料位置;第一气缸13,第一气缸13安装在第一滑轨15上,第一气缸13的输出端与第二拾取件12连接,适于驱动第二拾取件12沿第一滑轨15横向移动;第二气缸14,第二气缸14的输出端与第一滑轨15固定连接,适于驱动第一滑轨15横向移动。
33.其中,第一拾取件11,第一拾取件11固定安装在第一滑轨15上,第一拾取件11随第一滑轨15的移动适于将工件移至上料位置;第二拾取件12,第二拾取件12滑动安装在第一滑轨15上,第二拾取件12相对于第一拾取件11具有限定位置和分拣位置,第二拾取件12沿第一滑轨15在限定位置和分拣位置之间可往复地移动;其中,当第二拾取件12处于限定位置时,第二拾取件12随第一滑轨15的移动适于将上料位置的工件移至第一下料位置;当第二拾取件12处于分拣位置,第二拾取件12随第一滑轨15的移动适于将上料位置上的工件移至第二下料位置。
34.进一步的,如图1所示,图中的移载装置处于形态一,该种形态下的第二拾取件12相对于第一拾取件11位于限定位置上。第一滑轨15横向设置,第二气缸14驱动第一滑轨15横向移动,第一滑轨15同步带动第一拾取件11和第二拾取件12移动。第一拾取件11拾取工件后,第二气缸14去驱动第一滑轨15带动第一拾取件11移动,第一拾取件11将工件移至上料位置后,松开工件,工件脱离被第一拾取件11拾取的状态。工件在外部的位置至上料位置的间距等于处于限定位置上的第二拾取件12与第一拾取件11之间的间距。所以,上一个位于上料位置上的工件被第二拾取件12拾取,根据工件在上料位置上的检测结果将工件分拣至第一下料位置或第二下料位置。
35.如图1所示,图中的移载装置处于形态二,该种形态下的的第二拾取件12相对于第一拾取件11位于分拣位置上。
36.进一步的,若工件的检测合格率大于不合格率,则第二拾取件12的初始位置位于限定位置,用以减小第二拾取件12的移动次数。
37.进一步的,工件的检测结果通过外部的处理器(图中未示出)进行判断处理,或通过人工的方式进行判断处理。
38.进一步的,第一气缸13输出端的行进方向与第二气缸14输出行进方向平行。
39.进一步的,第一拾取件11的拾取方式包括但不限于夹取、磁吸附、负压吸附等手段。
40.具体的,第一拾取件11和/或第二拾取件12包括吸盘。
41.其中,第一拾取件11包括吸盘,或第二拾取件12包括吸盘,或第一拾取件11和第二拾取件12均包括吸盘。
42.在另一实施例中,第一气缸13输出端的行进方向与第二气缸14输出行进方向垂直,或两者的行进均横向设置且具有不为0
°
或90
°
的夹角。
43.具体的,本体1还包括有固定板17、移动板16和第三气缸18,第三气缸18固定安装在固定板17上,第三气缸18的输出端与移动板16固定连接,第二气缸14固定安装在移动板16上,第三气缸18适于驱动移动板16带动第一滑轨15竖向移动。
44.其中,固定板17适于将本体1吊装在指定位置上。单个移动板16上可以安装一个多个第一气缸13,用以同步带动多个第一滑轨15竖向移动,达到第一拾取件11和第二拾取件12拾取工件的目的。
45.具体的,固定板17上设有若干个导柱19,移动板16上设有导向孔,移动板16通过导向孔可滑动地套接在导柱19上。
46.其中,导柱19的设置能够增加移动板16竖直移动的稳定性
47.其工作原理是:在初始位置上,第一拾取件11位于上料位置的正上方,第二拾取件12相对于第一拾取件11位于限定位置上,第二气缸14驱动第一滑轨15移动,使第二拾取件12位于上料位置的正上方的同时,第一拾取件11位于待拾取工件的正上方。第三气缸18驱动移动板16带动第一滑轨15整体向下移动,第一拾取件11负压吸附待拾取工件,第二拾取件12负压吸附上料位置上检测处理后的工件,第三气缸18驱动移动板16向上移动至一定高度后,第二气缸14驱动第一滑轨15整体移至初始位置上,再此过程中,根据上料位置上工件的检测结果分拣,若工件合格则需移至第一下料位置上,第一气缸13不动,第二拾取件12仍处于限定位置。若工件不合格则需移至第二下料位置上,第一气缸13驱动第二拾取件12移至分拣位置上。之后第三气缸18驱动移动板16向下移动,待处理的工件移至上料位置上对其进行检测,上一工件则从第一下料位置或第二下料位置向外输出。
48.实施例2
49.本实施例提供一种油冷器检测站,其能够实现自动分拣气密性检测合格与不合格的油冷器2。
50.本实施例所采取的技术方案是:如图3、图4和图5所示,提供一种油冷器2检测站,包括有支架6和上述任一的移载装置,移载装置安装在支架6上。
51.其中,移载装置安装在支架6上,即本体1安装在支架6上,移载装置的工件为油冷器2,支架6上具有加工油冷器2的空间,本体1吊装在该空间的顶部,该空间的底部为加工台面。
52.具体的,支架6上设有油道气密性工装3、第一传送带4和第二传送带5,油道气密性工装3设置在上料位置上,第一传送带4设置在第一下料位置上,第二传送带5设置在第二下料位置上。
53.具体的,还包括若干个水道气密性检测工装7和若干个预定位工装8,水道气密性
检测工装7和预定位工装8均设在支架6上,且每个预定位工装8位于一水道气密性检测工装7与油道气密性工装3之间。
54.其中,如图6所示,沿油冷器2加工的行进方向,在支架6上依序设有水道气密性检测工装7、预定位工装8和油道气密性工装3,以及第一传送带4或第二传送带5。其中第一传送带4适于向外运输检测合格的油冷器2,第二传送带5适于向外运输检测不合格的油冷器2。
55.进一步的,支架6上设有三个水道气密性检测工装7和三个预定位工装8,油道气密性工装3上设有三个对应的油道气密性检测工位。通过上述设置,可以同步或者异步进行油冷器2的检测工作。
56.具体的,如图7所示,预定位工装8包括滑座81、第二滑轨82和第四气缸83,滑座81活动安装在第二滑轨82上,第四气缸83的输出端与滑座81连接,适于驱动滑座81在水道气密性检测工装7与油道气密性工装3之间移动。
57.其工作原理是:将油冷器2放置在水道气密性检测工装7上,对其进行水道气密性检测,检测完成之后,将油冷器2移至滑座81上。第四气缸83驱动滑座81向远离水道气密性检测工装7移动,直至油冷器2移动至被第一拾取件11待拾取的位置上。之后移载装置将该油冷器2移至上料位置上,第四气缸83驱动滑座81向靠近水道气密性检测工装7方向移动,用以承接下一经水道气密性检测工装7检测好的油冷器2。
58.以上就本实用新型较佳的实施例作了说明,但不能理解为是对权利要求的限制。本实用新型不仅局限于以上实施例,其具体结构允许有变化,凡在本实用新型独立要求的保护范围内所作的各种变化均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1