一种液压配件用自动送料装置的制作方法
1.本实用新型涉及送料装置领域,特别是涉及一种液压配件用自动送料装置。
背景技术:
2.液压系统配件简称就是液压配件,液压配件就是液压附件,液压附件也是液压配件。液压配件通俗一点就是液压系统上用的各种配件,一个完整的液压系统是由无数个液压系统(附件)配件组合而成。基于此,自动送料装置是用于液压配件生产线传输用的设备。
3.现有技术中用于液压配件生产下料的送料装置,多采用输送机进行送料的使用,因液压配件在开孔加工时,表面容易遗留加工铁屑,液压配件随铁屑上料至输送机上容易造成传输设备的损坏,且送料下位的液压配件需人工自行清理铁屑,操作较为麻烦,影响加工效率。
技术实现要素:
4.基于此,有必要针对当下用于液压配件生产下料的送料装置,多采用输送机进行送料的使用,因液压配件在开孔加工时,表面容易遗留加工铁屑,液压配件随铁屑上料至输送机上容易造成传输设备的损坏,且送料下位的液压配件需人工自行清理铁屑,操作较为麻烦,影响加工效率的问题,提供一种液压配件用自动送料装置。
5.一种液压配件用自动送料装置,包括传输装置;
6.所述送料装置还包括:
7.两个安装结构,其固定安装在所述传输装置的支撑位置;每个所述安装结构包括对称的两个调节板、开设在每个所述调节板内侧面的伸缩槽、开设在每个所述调节板外侧面且与所述伸缩槽连通的紧固槽、活动装配在两个所述伸缩槽之间的撑板和活动装配在每个所述调节板侧面且背向所述撑板一端的螺纹旋钮;其中,所述螺纹旋钮的连接端延伸至所述撑板中;以及
8.固定连接在所述撑板下表面且位于所述传输装置传输面上方位置至少四个电磁铁。
9.上述一种液压配件用自动送料装置,利用磁力吸附铁屑的方式来自动除去液压配件上遗留的金属铁屑,避免了铁屑进入传输装置的缝隙中而造成传输装置的损坏,同时也减轻了后续液压配件生产清理的繁琐工序;通过安装结构协同电磁铁的作用下,实现了电磁铁吸附高度的装配灵活性,以至可满足不同高度液压配件上磁吸铁屑的收集使用。
10.在其中一个实施例中,所述伸缩槽的内宽度尺寸与所述撑板的外宽度尺寸相适配,所述撑板在所述伸缩槽中竖向滑动连接。
11.在其中一个实施例中,所述螺纹旋钮的连接端位于所述紧固槽内。
12.在其中一个实施例中,所述撑板的两端开设有与所述螺纹旋钮连接端相适配的螺槽。
13.在其中一个实施例中,当所述螺纹旋钮与所述调节板紧密贴合时,所述撑板被锁
定;或,所述螺纹旋钮远离所述调节板时,所述撑板在所述伸缩槽内竖向滑移。
14.在其中一个实施例中,所述传输装置的侧表面安装有两个控制开关,每个所述控制开关由外接电源与四个所述电磁铁串联电性连接。
15.在其中一个实施例中,所述传输装置的支撑位置固定安装有计数器,所述计数器的检测端对应所述传输装置的输送面上。
16.与现有技术相比,本实用新型的有益效果是:
17.1、本实用新型,通过电磁铁与控制开关的配合下,电磁铁通电产生磁力后,可吸附输送在传输装置上液压配件所附着的铁屑,实现了铁屑的自动吸附收集;电磁铁断电消磁后,脱落的铁屑可方便集结及后续的处理,操作简单,实用性高。
18.2、本实用新型,通过安装结构协同电磁铁的作用下,利用撑板在伸缩槽内呈竖向滑动的连接以及螺纹旋钮与撑板之间螺纹的连接关系,使得撑板的竖向位置可实现高度的调节与锁定,故实现了电磁铁吸附高度的装配灵活性,以至满足了不同高度液压配件上磁吸铁屑的收集使用。
附图说明
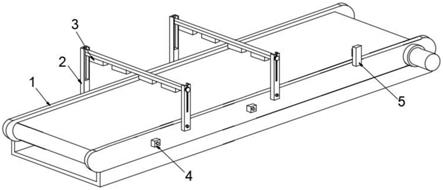
19.图1所示为本实用新型一种液压配件用自动送料装置的结构示意图。
20.图2所示为图1中安装结构与电磁铁的结构示意图。
21.图3所示为图2的爆炸图。
22.图4所示为图3中a部放大图。
23.主要元件符号说明
24.图中:1、传输装置;2、安装结构;21、调节板;22、伸缩槽;23、紧固槽;24、撑板;25、螺纹旋钮;3、电磁铁;4、控制开关;5、计数器。
25.以上主要元件符号说明结合附图及具体实施方式对本实用新型作进一步详细的说明。
具体实施方式
26.下面结合附图对本实用新型进行详细的描述。
27.请参阅图1,本实施例提供了一种液压配件用自动送料装置,其包括传输装置1,其中传输装置1采用链式传输机进行液压配件自动送料的使用。
28.上述一种液压配件用自动送料装置还包括两个安装结构2、至少八个电磁铁3、两个控制开关4以及计数器5。
29.请结合参阅图2-4,其中,两个安装结构2,其固定安装在传输装置1的支撑位置;每个安装结构2包括对称的两个调节板21、开设在每个调节板21内侧面的伸缩槽22、开设在每个调节板21外侧面且与伸缩槽22连通的紧固槽23、活动装配在两个伸缩槽22之间的撑板24和活动装配在每个调节板21侧面且背向撑板24一端的螺纹旋钮25;其中,螺纹旋钮25的连接端延伸至撑板24中。
30.当螺纹旋钮25与调节板21紧密贴合时,撑板24被锁定;或,螺纹旋钮25远离调节板21时,撑板24在伸缩槽22内竖向滑移。
31.本实施例中,通过撑板24在伸缩槽22内进行竖向的连接下,撑板24基于传输装置1
的输送面可实现竖向高度的调节,此时螺纹旋钮25与撑板24处于螺纹松脱的状态,且螺纹旋钮25随着撑板24竖向的运动下也随之在紧固槽23中竖向运动,待撑板24的高度满足调高位置的使用下,旋紧螺纹旋钮25,让其压合在调节板21侧面上,以至可锁定成成撑板24的位置,装配较为方便,高度调节较为灵活。
32.伸缩槽22的内宽度尺寸与撑板24的外宽度尺寸相适配,撑板24在伸缩槽22中竖向滑动连接。撑板24在伸缩槽22中竖向位移,一方面方便了撑板24位置灵活的装配,易于拆装,另一方面撑板24竖向高度的位移下,可调节撑板24与传输装置1输送面的高度。
33.螺纹旋钮25的连接端位于紧固槽23内。紧固槽23可提供螺纹旋钮25连接在撑板24上延伸用区间,以至配合撑板24进行高度位置的调节,由螺纹旋钮25实现撑板24位置的锁定。
34.撑板24的两端开设有与螺纹旋钮25连接端相适配的螺槽。螺槽可方便与螺纹旋钮25进行螺纹配合,通过螺纹旋钮25与螺槽正反转动,基于伸缩槽22内可实现撑板24位置的锁定与松脱。
35.至少四个电磁铁3固定连接在每个撑板24下表面且位于传输装置1的传输面上方位置。
36.其中,两个控制开关4安装在传输装置1的侧表面,每个控制开关4由外接电源与四个电磁铁3串联电性连接。
37.本实施例中,电磁铁3协同撑板24进行竖向高度的调节下,可满足传输装置1上不同高度液压配件铁屑磁吸的使用;利用控制开关4对电磁铁3实行通、断电的灵活控制,电磁铁3可自动吸附传输过程中液压配件上的附着铁屑,且磁吸的铁屑方便后续集结的处理,操作简单,铁屑清理较为方便。
38.其中,计数器5固定安装在传输装置1的支撑位置,且计数器5的检测端对应传输装置1的输送面。由计数器5对传输过程的液压配件进行数量的光感计算,以至可提供液压配件送料生产数量的核对数据。
39.综上,本实施例的一种液压配件用自动送料装置,相较于当下送料装置而言,具有如下优点:本实施例的一种液压配件用自动送料装置,利用磁力吸附铁屑的方式来自动除去液压配件上遗留的金属铁屑,避免了铁屑进入传输装置1的缝隙中而造成传输装置1的损坏,同时也减轻了后续液压配件生产清理的繁琐工序,以至可提高液压配件加工生产的效率;此外,通过安装结构2协同电磁铁3的作用下,实现了电磁铁3吸附高度的装配灵活性,以至可满足不同高度液压配件上磁吸铁屑的收集使用。
40.对于所涉及的各个部件的命名,以其在说明书中描述的功能作为命名的标准,而不受本实用新型所用到的具体的名词的限定,本领域的技术人员也可以选用其它的名词来描述本实用新型的各个部件名称。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1