一种背光源外壳外观自动检测机的制作方法
1.本实用新型涉及背光源壳体的生产加工领域,特别是一种背光源外壳外观自动检测机。
背景技术:
2.在手机、平板等电子产品的背光源生产过程中,背光源的背壳是其中的框架部件。
3.为了提升产品质量,背光源壳体在生产在生产后需要经过外观检测,以确保背光源壳体的尺寸复合规定,保证产品质量。然而,现有的检测手段普遍存在自动化程度低、检测精度不佳等缺点,不仅人工成本高,且检测效率低下,因检测精度问题也会影响产品的质量。
4.为此,本实用新型的目的在于提供一种新的技术方案以解决现存的技术缺陷。
技术实现要素:
5.为了克服现有技术的不足,本实用新型提供一种背光源外壳外观自动检测机,解决了现有技术存在的人工检测成本高、检测精度差、检测效率低下等技术缺陷。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种背光源外壳外观自动检测机,包括外观检测底座及设置在外观检测底座上的外观检测送入输送带模组、外观检测送出输送带模组、外观检测模组、外观检测顶升模组、ng排废模块,所述外观检测送入输送带模组用于将需要外观检测的工件送入到检测工位,所述外观检测顶升模组用于将到达检测工位的工件顶升到预设位置,所述外观检测模组用于对工件进行外观检测,所述外观检测送出输送带模组用于将完成外观检测的工件从检测工位处送出,所述ng排废模块用于将外观检测不合格的产品排除。
8.作为上述技术方案的改进,所述外观检测模组包括固定在外观检测底座上的外观检测框架,所述外观检测框架内部设置有四组外观检测光源及四组外观检测相机,每一组外观检测光源配合一组外观检测相机工作,四组外观检测光源及四组外观检测相机对应安装在外观检测框架内部的四个侧边并用于对工件进行四个方形的外观检测工作。
9.作为上述技术方案的进一步改进,所述外观检测框架上设置有调节板,所述调节板上开设有光源倾斜度弧形调节槽及相机倾斜度弧形调节槽,所述光源倾斜度弧形调节槽及相机倾斜度弧形调节槽中对应设置有光源倾斜度调节装置及相机倾斜度调节装置,光源倾斜度调节装置及相机倾斜度调节装置的作用端对应作用于外观检测光源及外观检测相机。
10.作为上述技术方案的进一步改进,所述外观检测框架上方口部设置有外观检测上部盖板,所述外观检测上部盖板为亚克力板;
11.外观检测框架通过框架支柱固定在外观检测底座上。
12.作为上述技术方案的进一步改进,所述外观检测送入输送带模组包括外观检测送入框架及安装在外观检测送入框架上的外观检测送入电机、外观检测送入主动皮带轴、外
观检测送入从动皮带轴,所述外观检测送入电机的输出端固定连接到外观检测送入主动皮带轴并可驱动外观检测送入主动皮带轴转动,外观检测送入主动皮带轴、外观检测送入从动皮带轴分别设置有外观检测送入主动皮带轮、外观检测送入从动皮带轮,所述外观检测送入主动皮带轮与外观检测送入从动皮带轮之间绕设有外观检测送入皮带,所述外观检测送入皮带用于将工件送入到外观检测模组对应的检测工位处。
13.作为上述技术方案的进一步改进,所述外观检测送出输送带模组包括外观检测送出框架及安装在外观检测送出框架上的外观检测送出电机、外观检测送出主动皮带轴、外观检测送出从动皮带轴,所述外观检测送出电机的输出端固定连接到外观检测送出主动皮带轴并可驱动外观检测送出主动皮带轴转动,外观检测送出主动皮带轴、外观检测送出从动皮带轴分别设置有外观检测送出主动皮带轮、外观检测送出从动皮带轮,所述外观检测送出主动皮带轮与外观检测送出从动皮带轮之间绕设有外观检测送出皮带,所述外观检测送出皮带用于将工件从外观检测模组对应的检测工位处送出。
14.作为上述技术方案的进一步改进,所述外观检测顶升模组包括外观检测顶升气缸及设置在外观检测顶升气缸输出端的外观检测顶升板,所述外观检测顶升板两端设置有外观检测顶块,外观检测顶升板侧部设置有外观检测阻挡顶升气缸,所述外观检测阻挡顶升气缸的输出端设置有外观检测阻挡板。
15.作为上述技术方案的进一步改进,所述ng排废模块包括排废模块支座,所述排废模块支座上设置有排废直线导轨及排废直线气缸,所述排废直线导轨上设置有排废滑动安装板,所述排废直线气缸的输出端固定连接排废滑动安装板上并可驱动排废滑动安装板在排废直线导轨上滑动,所述排废滑动安装板上设置有排废升降气缸,所述排废升降气缸的输出端设置有排废升降座,所述排废升降座底部设置有排废吸盘安装板,所述排废吸盘安装板上固定安装有排废吸嘴。
16.作为上述技术方案的进一步改进,所述排废模块支座上部设置有支座上部安装板,所述排废直线导轨及排废直线气缸固定安装在所述支座上部安装板处。
17.作为上述技术方案的进一步改进,所述排废直线导轨为中载滚珠直线导轨,其包括导轨主体及排废导轨滑座,所述排废滑动安装板通过排废导轨滑座固定安装在导轨主体上。
18.作为上述技术方案的进一步改进,所述排废升降气缸为滑台气缸,其侧部具有气缸滑板,所述排废升降座固定安装在所述气缸滑板上,排废升降座侧部设置有用于调节其固定位置的腰型孔。
19.作为上述技术方案的进一步改进,所述排废直线气缸为无杆气缸,排废直线气缸通过排废直线气缸座固定安装在排废模块支座上。
20.作为上述技术方案的进一步改进,所述排废模块支座上部设置有排废位置传感器安装板,所述排废位置传感器安装板两端设置有排废位置传感器,所述排废滑动安装板或排废升降气缸上设置有配合所述排废位置传感器的排废位置感应片。
21.本实用新型的有益效果是:本实用新型提供了一种背光源外壳外观自动检测机,该种背光源外壳外观自动检测机设置有外观检测送入输送带模组、外观检测送出输送带模组、外观检测模组、外观检测顶升模组及ng排废模块,通过外观检测送入输送带模组、外观检测送出输送带模组、外观检测模组、外观检测顶升模组及ng排废模块配合实现工件的外
观自动检测工作,具有检测效率高、人工成本低等优点,另外,外观检测模组设置有四组外观检测相机,通过四组外观检测相机能够极大提升外观检测的进度,进一步可提升产品的尺寸一致性及生产质量。
22.综上,该种背光源外壳外观自动检测机,解决了现有技术存在的人工检测成本高、检测精度差、检测效率低下等技术缺陷。
附图说明
23.下面结合附图和实施例对本实用新型进一步说明。
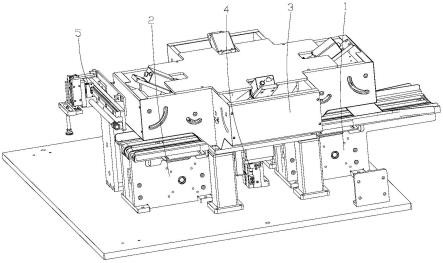
24.图1是本实用新型的装配示意图;
25.图2是本实用新型中外观检测模组的装配示意图;
26.图3是本实用新型中外观检测顶升模组的装配示意图;
27.图4是本实用新型中ng排废模块的装配示意图。
具体实施方式
28.以下将结合实施例和附图对本实用新型的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本实用新型的目的、特征和效果。显然,所描述的实施例只是本实用新型的一部分实施例,而不是全部实施例,基于本实用新型的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本实用新型保护的范围。另外,专利中涉及到的所有联接/连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少联接辅件,来组成更优的联接结构。本实用新型创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合,参照图1-4。
29.一种背光源外壳外观自动检测机,包括外观检测底座及设置在外观检测底座上的外观检测送入输送带模组1、外观检测送出输送带模组2、外观检测模组3、外观检测顶升模组4、ng排废模块5,所述外观检测送入输送带模组1用于将需要外观检测的工件送入到检测工位,所述外观检测顶升模组4用于将到达检测工位的工件顶升到预设位置,所述外观检测模组3用于对工件进行外观检测,所述外观检测送出输送带模组2用于将完成外观检测的工件从检测工位处送出,所述ng排废模块5用于将外观检测不合格的产品排除。
30.所述外观检测模组3包括固定在外观检测底座上的外观检测框架31,所述外观检测框架31内部设置有四组外观检测光源32及四组外观检测相机33,每一组外观检测光源32配合一组外观检测相机33工作,四组外观检测光源32及四组外观检测相机33对应安装在外观检测框架31内部的四个侧边并用于对工件进行四个方形的外观检测工作,具体地,所述外观检测框架31上设置有调节板311,所述调节板311上开设有光源倾斜度弧形调节槽312及相机倾斜度弧形调节槽313,所述光源倾斜度弧形调节槽312及相机倾斜度弧形调节槽313中对应设置有光源倾斜度调节装置及相机倾斜度调节装置,光源倾斜度调节装置及相机倾斜度调节装置的作用端对应作用于外观检测光源32及外观检测相机33;所述外观检测框架31上方口部设置有外观检测上部盖板,所述外观检测上部盖板为亚克力板;外观检测框架31通过框架支柱固定在外观检测底座上;所述外观检测顶升模组4包括外观检测顶升气缸41及设置在外观检测顶升气缸41输出端的外观检测顶升板42,所述外观检测顶升板42两端设置有外观检测顶块43,外观检测顶升板42侧部设置有外观检测阻挡顶升气缸44,所
述外观检测阻挡顶升气缸44的输出端设置有外观检测阻挡板45。
31.优选地,所述外观检测送入输送带模组1包括外观检测送入框架及安装在外观检测送入框架上的外观检测送入电机、外观检测送入主动皮带轴、外观检测送入从动皮带轴,所述外观检测送入电机的输出端固定连接到外观检测送入主动皮带轴并可驱动外观检测送入主动皮带轴转动,外观检测送入主动皮带轴、外观检测送入从动皮带轴分别设置有外观检测送入主动皮带轮、外观检测送入从动皮带轮,所述外观检测送入主动皮带轮与外观检测送入从动皮带轮之间绕设有外观检测送入皮带,所述外观检测送入皮带用于将工件送入到外观检测模组3对应的检测工位处;所述外观检测送出输送带模组2包括外观检测送出框架及安装在外观检测送出框架上的外观检测送出电机、外观检测送出主动皮带轴、外观检测送出从动皮带轴,所述外观检测送出电机的输出端固定连接到外观检测送出主动皮带轴并可驱动外观检测送出主动皮带轴转动,外观检测送出主动皮带轴、外观检测送出从动皮带轴分别设置有外观检测送出主动皮带轮、外观检测送出从动皮带轮,所述外观检测送出主动皮带轮与外观检测送出从动皮带轮之间绕设有外观检测送出皮带,所述外观检测送出皮带用于将工件从外观检测模组3对应的检测工位处送出。
32.具体实施本实用新型时,所述外观检测送入输送带模组1将需要外观检测的工件送入到外观检测模组3底部,工件到位后,所述外观检测顶升模组4将工件顶升到位,进一步外观检测模组3对工件进行检测,检测外观检测完成后,外观检测顶升模组4复位,外观检测送处模组2件完成检测的工件送出,进而完成整个外观检测工作。
33.所述ng排废模块5包括排废模块支座51,所述排废模块支座51上设置有排废直线导轨52及排废直线气缸53,所述排废直线导轨52上设置有排废滑动安装板54,所述排废直线气缸53的输出端固定连接排废滑动安装板54上并可驱动排废滑动安装板54在排废直线导轨52上滑动,所述排废滑动安装板54上设置有排废升降气缸55,所述排废升降气缸55的输出端设置有排废升降座56,所述排废升降座56底部设置有排废吸盘安装板57,所述排废吸盘安装板57上固定安装有排废吸嘴58;所述排废模块支座51上部设置有支座上部安装板511,所述排废直线导轨52及排废直线气缸53固定安装在所述支座上部安装板511处;所述排废直线导轨52为中载滚珠直线导轨,其包括导轨主体及排废导轨滑座521,所述排废滑动安装板54通过排废导轨滑座521固定安装在导轨主体上。
34.优选地,所述排废升降气缸55为滑台气缸,其侧部具有气缸滑板551,所述排废升降座56固定安装在所述气缸滑板551上,排废升降座56侧部设置有用于调节其固定位置的腰型孔;所述排废直线气缸53为无杆气缸,排废直线气缸53通过排废直线气缸座531固定安装在排废模块支座51上;所述排废模块支座51上部设置有排废位置传感器安装板512,所述排废位置传感器安装板512两端设置有排废位置传感器591,所述排废滑动安装板54或排废升降气缸55上设置有配合所述排废位置传感器591的排废位置感应片592。
35.在具体应用时,经过外观检测的壳体工件输送到ng排废模块对应的工位后,通过排废直线导轨52、排废直线气缸53、排废升降气缸55驱动排废吸嘴58到达吸取工件的位置,排废吸嘴58吸取工件后,排废直线导轨52、排废直线气缸53、排废升降气缸55配合将不合格的产品送到排废料盒中。
36.以上是对本实用新型的较佳实施进行了具体说明,但本实用新型创造并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做出种种的等同
变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1