一种接触式物料除铁装置及物料输送机的制作方法
1.本实用新型涉及一种玻璃生产技术领域,特别是涉及一种用于玻璃生产线中物料传输的接触式物料除铁装置、以及物料输送机。
背景技术:
2.超白玻璃是一种高透过率的低铁玻璃,通常玻璃的透过率大于91%,含铁量小于120ppm,也称低铁玻璃,即玻璃中的铁杂质的含量极低。在玻璃原料提纯过程中,会把铁原子去除,同时也把造成钢化玻璃“自爆”的元凶——硫化镍也更大限度地除去了。然而,在玻璃原料的输送过程中,通常采用斗式提升机、振动给料机、螺旋给料机、带式输送机、以及溜子等设备或非标件来输送玻璃原料,这些设备或非标件会含有铁质构件。被输送的玻璃原料与上述构件在长时间的相对运行过程中,因部分玻璃原料的硬度比构件硬度高,往往会产生铁屑等磁性杂质进入玻璃原料。因此,势必要在玻璃原料的输送过程中加强除铁。
3.在平板玻璃生产过程中,一般都要经过往复(可逆)配仓带式输送机将玻璃原料相对均匀地排入窑头料仓,该带式输送机是玻璃原料输送的最末一道工序,可称为玻璃原料输送的终端,在此处设置除铁装置,可实现对玻璃原料的彻底除铁。
4.目前,现有的除铁技术主要是采用平板式的电磁铁、永磁铁等方式进行除铁,通过支架吊挂于物料上方,一般磁铁安装高度为距离物料200~300mm,除铁器的宽度可根据物料的宽度相应有不同规格。
5.众所周知,磁铁的磁场强度与距离的立方成反比,即随着距离的增加,磁场强度急剧减小。为了强化磁铁的除铁效率,进一步减少物料中的含铁杂质,需要将磁铁与物料的间距调整的尽量短。而现有的设备中,使用的磁铁的重量大,难于调节磁铁与物料的距离。并且,若除铁器距离物料面太近,物料在输送过程中出现料流波动时,物料冲击在除铁器上,除铁器物料被刮至输送设备下方,引起设备故障、物料浪费等问题。若此类事情发生在配料过程中,会造成玻璃物料配方偏差,引起质量事故。因此,在生产超白玻璃需要严格控制玻璃原料中的含铁杂质时,无法通过调节除铁器与物料间的距离的方式实现有效去除物料中的含铁杂质。
6.针对上述问题,现有技术中提出了一些解决方案。比如:授权公告号为cn210753196u的中国实用新型专利公开了一种超白玻璃生产线的物料除铁装置及系统,其包括支架、吊杆和磁性件;支架用于安装在玻璃生产线的物料输送带旁;吊杆上端与所述支架活动连接,所述吊杆可绕吊杆上端沿物料输送方向摆动;磁性件安装在所述吊杆的下端,所述磁性件悬空在物料层上方,用于吸附物料层中的含铁杂质。该物料除铁装置在物料冲击下可发生摆动,避免引起设备故障,且能在一定程度上去除玻璃原料中的含铁杂质。但是,该物料除铁装置中磁性件仍需悬挂在物料上方,并且只能单面吸附铁杂质,当磁性件表面杂质较多时,吸附力减弱;同时物料在传送带上移动时,难保厚度均匀或者平铺均匀,堆埋在物料内部的铁杂质难以被吸附。
7.又比如:申请公布号为cn113058738a的中国发明专利申请公开了一种可钢化超白
玻璃物料除铁装置,其包括设备立架,设备立架的上表面安装有传送带,设备立架的两侧对称设置有安装立架,安装立架的上端活动连接有除铁吸附架,设备立架的一端设置有门形架,门形架的两端贯穿连接有复吸架,除铁吸附架的两端设置有三角架,三角架之间设置有磁性柱。该物料除铁装置利用安装在立架上的除铁吸附架,通过驱动电机带动除铁吸附架整体旋转,实现三个磁性柱轮流吸附,提高的整体的吸附量,三个磁性柱通过传动皮带控制,公转的同时实现自传,可以改变每次的吸附面,扩大吸附面积,从而保证吸附效果;即:其是利用强制翻腾物料达到高效除铁的目的。但是,在物料输送过程中,难免会出现料流波动(即料层厚度不均匀),此时,其会引发物料冲击在除铁器上,物料被刮至输送设备下方,引起设备故障、物料浪费等问题,缩短除铁器的使用寿命。除此之外,若此类事情发生在配料过程中,会造成玻璃物料配方偏差,引起质量事故。
技术实现要素:
8.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种接触式物料除铁装置,能安全有效地在物料输送终端进行高效除铁,且使用寿命长。
9.为实现上述目的,本实用新型提供一种接触式物料除铁装置,用于安装在物料输送机的下料口处,所述接触式物料除铁装置包括固定框架、以及至少一层安装在固定框架上的除铁单元,所述除铁单元包括多个并排分布且都安装于固定框架的磁性梳齿、形成在相邻两个磁性梳齿之间的梳齿过料间隙、以及安装在各磁性梳齿表面的导磁耐磨体,所述梳齿过料间隙上下贯通,各磁性梳齿上的导磁耐磨体至少覆盖该磁性梳齿的上表面。
10.进一步地,所述磁性梳齿为永磁体或电磁铁。
11.优选地,所述磁性梳齿呈圆柱体状。
12.优选地,所述磁性梳齿呈长方体柱状。
13.进一步地,所述导磁耐磨体安装在磁性梳齿的上表面上,且导磁耐磨体的外边缘位于磁性梳齿外边缘的外侧。
14.优选地,所述导磁耐磨体安装在磁性梳齿的上表面、以及位于梳齿过料间隙边侧的侧表面上。
15.进一步地,所述导磁耐磨体与磁性梳齿之间为可拆卸连接。
16.进一步地,所述磁性梳齿与固定框架之间为可拆卸连接。
17.优选地,所述导磁耐磨体为钢板。
18.本技术还提供一种物料输送机,具有允许物料下落的下料口、以及如上所述的接触式物料除铁装置,所述接触式物料除铁装置位于下料口处、并位于下料口的下方。
19.如上所述,本实用新型涉及的接触式物料除铁装置及物料输送机,具有以下有益效果:
20.本技术中,接触式物料除铁装置设置在物料输送的终端,被输送的物料在输送终端从物料输送机的下料口处下落,物料呈抛物线状的自然分散、并经过接触式物料除铁装置,此过程中,物料与磁性梳齿相接触,物料中的铁磁性杂质会被吸附在磁性梳齿上,其余物料从梳齿过料间隙中通过,进入下一道工序,由此实现在物料的输送终端接触式除铁,除铁效率高。并且,导磁耐磨体保护磁性梳齿不受物料冲击的而磨损,提高使用寿命。
附图说明
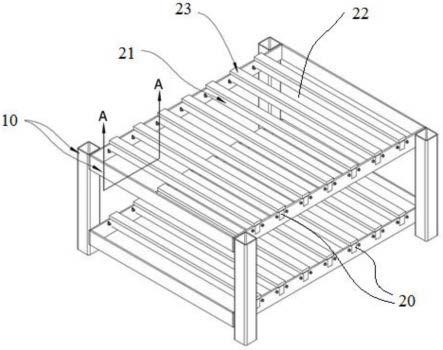
21.图1为本技术中接触式物料除铁装置实施例一的结构示意图。
22.图2为图1在物料输送机中的使用状态图。
23.图3为本技术中接触式物料除铁装置实施例二的结构示意图。
24.图4为图3在物料输送机中的使用状态图。
25.图5为本技术中磁性梳齿与导磁耐磨体之间连接结构实施例一的断面图。
26.图6为本技术中磁性梳齿与导磁耐磨体之间连接结构实施例二的断面图。
27.元件标号说明
28.10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
固定框架
29.20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
除铁单元
30.21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
磁性梳齿
31.22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
梳齿过料间隙
32.23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
导磁耐磨体
33.30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
物料输送机
34.31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
下料口
35.32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
头部漏斗
36.33
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
安装槽孔
具体实施方式
37.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
38.须知,本说明书附图所绘的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
39.本技术提供一种接触式物料除铁装置、以及包含有该接触式物料除铁装置的物料输送机30,如图2或图4所示,接触式物料除铁装置安装在物料输送机30的下料口31处。本技术涉及的接触式物料除铁装置适用于玻璃生产线中物料的除铁,特别适用于超白玻璃生产线中物料的除铁。基于此,物料输送机30为往复配仓带式输送机,将物料相对均匀地排入窑头料仓,该物料输送机30是玻璃生产中物料输送的最末一道工序,也即为玻璃生产中的物料输送终端。
40.如图1或图3所示,本技术涉及的接触式物料除铁装置包括固定框架10、以及至少一层安装在固定框架10上的除铁单元20。图1示出的接触式物料除铁装置实施例一中,除铁单元20有上下两层,即接触式物料除铁装置为多层型结构。图3示出的接触式物料除铁装置实施例二中,除铁单元20有一层,即接触式物料除铁装置为单层型结构。每层除铁单元20都包括多个并排分布且都安装于固定框架10的磁性梳齿21、形成在相邻两个磁性梳齿21之间
的梳齿过料间隙22、以及安装在各磁性梳齿21表面的导磁耐磨体23,梳齿过料间隙22上下贯通;如图5或图6所示,各磁性梳齿21上的导磁耐磨体23至少覆盖该磁性梳齿21的上表面。
41.使用时,如图2或图4所示,接触式物料除铁装置安装在玻璃生产中往复配仓带式输送机的下料口31处、且位于下落口的下方侧。往复配仓带式输送机输送物料,经往复配仓带式输送机中的传动滚筒下料后,物料从往复配仓带式输送机的下落口处下落,物料在下落过程中呈抛物线状的自然分散开、并相对均匀地通过接触式物料除铁装置。物料从接触式物料除铁装置中经过的过程中,物料与磁性梳齿21相接触,物料中的铁磁性杂质会被吸附在磁性梳齿21上,其余物料从梳齿过料间隙22中通过,进入下一道工序。因此,磁性梳齿21有效地截留物料中的铁磁性杂质,由此实现在物料的输送终端接触式除铁,除铁效率高,除铁后的物料直接进入最终生产环节。并且,导磁耐磨体23覆盖磁性梳齿21的上表面,则物料下落时直接冲击在导磁耐磨体23上,导磁耐磨体23可以有效地耐受物料的向下冲击,从而保护磁性梳齿21不受物料冲击的而磨损,避免磁性梳齿21因受物料下落时的正面冲击而加剧磨损,从而提高磁性梳齿21的使用寿命。
42.进一步地,磁性梳齿21为永磁体或电磁铁,实现对铁磁性杂质的吸附。导磁耐磨体23为导磁性良好的钢板,比如耐磨钢板槽体、或耐磨扁钢。磁性梳齿21可以为条状,比如为长方体柱状,磁性梳齿21具有四方形的横断面;或者,磁性梳齿21可以为棒状,比如为圆柱体状,磁性梳齿21具有圆形的横断面。本实施例中,如图5和图6所示,磁性梳齿21为棒状。
43.进一步地,导磁耐磨体23紧贴磁性梳齿21。导磁耐磨体23在磁性梳齿21的安装结构可以为:如图5所示,导磁耐磨体23仅安装在磁性梳齿21的上表面上,且导磁耐磨体23的外边缘位于磁性梳齿21外边缘的外侧;此时,导磁耐磨体23为一块耐磨扁钢。导磁耐磨体23在磁性梳齿21的安装结构还可以为:如图6所示,导磁耐磨体23安装在磁性梳齿21的上表面、以及位于梳齿过料间隙22边侧的侧表面上,则导磁耐磨体23具有开口朝下、且卡接在磁性梳齿21上的卡槽;此时,导磁耐磨体23为一块朝下的钢板槽体,或者,导磁耐磨体23由三块耐磨扁钢拼接组合而成。
44.优选地,导磁耐磨体23与磁性梳齿21之间为可拆卸连接,比如通过螺钉实现可拆卸连接。磁性梳齿21与固定框架10之间也为可拆卸连接,比如通过螺钉实现可拆卸连接。如此,在接触式物料除铁装置使用一段时间后,可利用物料输送机30的停机间隙,将旧的磁性梳齿21连同其上的导磁耐磨体23整体取出,并换上事先预备的新的磁性梳齿21;磁性梳齿21可以整体更换,也可以单条更换;之后,单独更换磁性梳齿21上的导磁耐磨体23,而磁性梳齿21可以重复使用,维护成本极低。
45.进一步地,上述接触式物料除铁装置中,磁性梳齿21之间的间距(即梳齿过料间隙22的宽度)可根据物料的粒度进行相应的调整,以兼顾除铁效果和物料输送顺畅。
46.进一步地,上述接触式物料除铁装置可以整体式地嵌入安装在物料输送机30的下料口31处。比如:如图4所示,在物料输送机30的下料口31处的头部漏斗32中开设安装槽孔33,将单层型的接触式物料除铁装置整体插入安装槽孔33中,并在安装槽孔33的孔壁上安装密封板,实现接触式物料除铁装置在物料输送机30中的整体的嵌入式安装。需要检修时,拆下密封板,将接触式物料除铁装置整体拔出即可,操作非常方便。
47.综上所述,本技术涉及的接触式物料除铁装置具有除铁效率高、除铁过程中不会引起物料外溢、除铁部件寿命长、除铁部件易于更换、终端除铁等优势。除铁效率高:实现含
铁物料与磁性梳齿21的零距离接触,为直接接触,对于相同磁性的除铁器,本技术能够大幅度提升除铁效率。除铁过程中不会引起物料外溢:本技术安装在物料输送机30的物料下料口31处,利用物料下落过程中的自然分散作用,使物料均匀地通过磁性梳齿21,有效防止物料外溢。除铁部件寿命长:在磁性梳齿21的外表面紧贴一层导磁耐磨体23,有效保护内部的磁性梳齿21不受物料冲击的而磨损,提高使用寿命。除铁部件易于更换:磁性梳齿21与导磁耐磨体23之间为可拆卸连接,磁性梳齿21与固定框架10之间也为可拆卸连接,能够方便地更换磁性梳齿21与导磁耐磨体23。终端除铁:在物料输送机30的下料口31处设置接触式物料除铁装置,安装方便,特别是能有效地实现在物料输送终端进行高效除铁,除铁后的物料直接进入最终生产环节。
48.所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
49.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1