直线交叉分拣控制方法、取电机构、分拣机及系统与流程
1.本发明涉及直线交叉分拣机技术领域,具体涉及一种直线交叉分拣控制方法、取电机构、分拣机及系统。
背景技术:
2.直线交叉分拣机与环形交叉带分拣机不同,其主要输送轨道的整体结构为直线状,并可向输送轨道的左右两侧分拣货物。其可实现对不同尺寸的货物的快速分拣,直线交叉带分拣机具有占地面积小,分拣速度快,上件操作简单等优点,因而在物流等行业受到越来越广泛的青睐。
3.直线交叉分拣机通过设置若干循环移动的小车实现对货物沿着输送方向的前进方向移动,在需要对货物进行左右两侧分拣时,通过对小车的驱动辊筒的转向进行控制。
4.为了确保小车在前进时仍能接入电力以进行驱动辊筒转向的控制,目前,大多通常需要在小车上设置集电臂,并沿着输送轨道的周向方向设置滑触线,因而,必须确保集电臂与滑触线接触良好,如接触不良则导致小车驱动辊筒断电,易于造成分拣失败。尤其是在集电臂向滑触线取电过程中,在集电臂刚刚进入滑触线前后的位置,以及在小车出现颠簸的过程中最容易出现问题。此外,沿着循环轨道的周向方向设置的滑触线更易于造成出现小车与滑触线的接触误差。
技术实现要素:
5.为了解决上述技术问题,本发明提供了一种直线交叉分拣控制方法、取电机构、分拣机及系统。
6.本发明的取电机构用于分拣机,所述分拣机包括循环轨道和能沿着循环轨道移动的若干首尾连接的小车,其包括:滑触线,所述滑触线用于与电源连通;集电臂导向部,所述集电臂导向部与所述滑触线连接,所述小车上具有能与滑触线连接并实现电导通的集电臂,所述集电臂导向部包括至少一个集电臂导向槽,设置在所述集电臂导向槽的末端的第一导向口,与所述滑触线连接的第二导向口,所述第一导向口和第二导向口的宽度均沿着小车的前进方向逐渐减小,所述第二导向口的靠近所述第一导向口一端的宽度大于所述第一导向口的靠近所述第二导向口的宽度。本发明的取电机构能够确保小车在行驶颠簸,位置有误差的情况下,仍能将集电臂稳定导入滑触线,通过第一导向口和第二导向口的双重导向,既能确保集电臂顺利向滑触线的方向移动,也能确保其稳定的滑入滑触线,因而在小车多次往复进出滑触线时每次都能保持与滑触线的稳定连接方式。
7.进一步的,各个小车电性串联连接,部分小车设置有集电臂,任意两个相邻的设置有集电臂的小车之间的间距小于所述滑触线的设置长度,所述滑触线靠近位于上方或下方的直线轨道部的二者之任意一个。因而,本发明的取电机构既能减少滑触线的设置长度,降低了成本和安装难度,并能始终仅在一台小车得电的前提下,确保其余各个小车始终处于通电状态,并且最大程度减少与滑触线接触的小车的数量,最大程度的降低在取电过程中
小车与滑触线接触不良的概率,确保各个小车的接电稳定性。
8.本发明还提供了一种直线交叉分拣机,其包括前述的取电机构,所述循环轨道包括上、下相对设置的直线轨道部,在所述循环轨道上依次设置若干首尾连接的小车,各个所述小车能沿着所述循环轨道的周向方向移动,所述小车具有分料皮带,所述分料皮带用于将所述直线轨道部的货物向两侧分料,还包括机架,在所述机架上沿着直线轨道部的长度方向的左右两侧设置有若干分料排出口,对应于每个所述分料排出口分别设置有一组正转发射传感器和反转发射传感器,所述正转发射传感器和反转发射传感器设置在不同的高度,在每个所述小车上分别设置有与所述正转发射传感器和反转发射传感器相对应设置的一个接收传感器,在所述小车上设置有与所述接收传感器电连通的驱动卡,所述驱动卡根据接收到的所述接收传感器的信号控制小车的分料皮带的正向和反向移动。因而,本发明的直线交叉分拣机在小车的集电臂反复进出滑触线时稳定移动,并能够确保每辆小车的取电稳定性。
9.进一步的,所述循环轨道还包括与所述直线轨道部连接的弧形轨道部,在所述直线轨道部与所述弧形轨道部的相互连接处设置有防卡轮机构,在所述直线轨道部和弧形轨道部的相互连接处分别设置有一朝向彼此突出的连接头,在直线轨道部和弧形轨道部的相互连接处形成接缝,小车的轮体在经过所述接缝时,轮体的靠近所述循环轨道的一侧的至少部分区域不与所述接缝相接触。因而,通过这一防卡轮机构,能够始终使得小车的轮体在经过轨道的接缝时能够有一部分轮体支撑在循环轨道的表面,而不会完全被接缝卡住,因而,有效减少了小车在经过轨道连接处的震动和卡顿。
10.本发明还提供了一种直线交叉分拣系统,其包括前述的直线交叉分拣机。
11.进一步的,还包括货物上料部,所述货物上料部的出口与直线交叉分拣机的上料口对接,所述货物上料部包括上料传送带,在所述上料传送带的两侧设置有用于对货物进行感应的对射光电传感器。因而,通过对射光电传感器被遮挡住的时间,再结合上料传送带的上料速度即可快速计算出货物的长度。
12.更进一步的,还包括控制单元,所述控制单元与所述对射光电传感器通讯连接,所述控制单元包括:至少一组正转发射传感器和反转发射传感器,每组所述正转发射传感器和反转发射传感器对应于一个所述分料排出口设置;接收传感器,在每个所述小车上均设置有两个所述接收传感器,并分别与所述正转发射传感器和反转发射传感器相对应设置;驱动卡,所述驱动卡设置在所述小车上,并与小车的驱动辊筒连接,所述驱动卡收到所述接收传感器的信号后控制所述驱动辊筒的正向或反向转动。
13.本发明还提供了一种直线交叉分拣控制方法,其包括如下步骤:货物长度识别步骤:对每辆小车编号,通过检测对射光电传感器被货物遮挡的时间,确定货物的长度,并确定所需小车的数量和相应的小车编号;确定分料排出口的位置的步骤:根据进入直线轨道部的小车的辆数,确定货物的移动距离,并将货物运输至目标的分料排出口;分料方向控制步骤:根据目标分料排出口处的发射传感器发出的信号对小车的分料传送带的传送方向进行控制。本发明的直线交叉分拣控制方法通过对小车编号后,再利用工业上易得的计数器对小车的数量进行统计,同时根据货物长度信息快速判断出需要对哪几辆小车进行控制,由此实现对货物的交叉分拣。
14.进一步的,在所述货物长度识别步骤中,通过与直线交叉分拣机的上料口对接一
个上料传送带,预设货物的上料速度为v,在上料传送带的两侧相对的设置有一对对射光电传感器,通过获取对射光电传感器被遮挡的时间t的信息,由此计算得到货物长度为l=v*t,根据每辆小车的宽度l计算出所需小车的数量n=l/l,并根据第一辆进入直线轨道部的小车编号,确定运输货物所需要的小车编号。
15.更进一步的,所述确定分料排出口的位置的步骤通过对上料口处的对射光电传感器与目标分料排出口设置的发射传感器的距离d,并根据小车的宽度l,和设置在上料口处的计数器,每辆小车经过时计数器的计数量增加一,计算得到承载货物的第一辆小车到达目标分料排出口时所需要经过的小车的辆数为d/l,在计数器计数得到的小车数量满足要求时即代表货物已经被运输至目标分料排出口。
附图说明
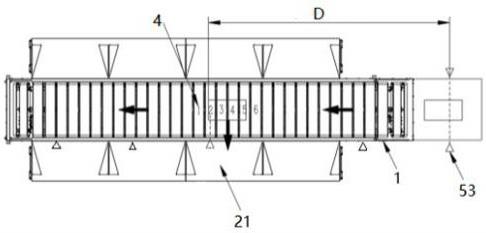
16.图1为本发明实施例一的直线交叉分拣系统的俯视结构示意图;图2为本发明实施例一的直线交叉分拣系统的直线交叉分拣机的立体结构示意图;图3为本发明实施例一的直线交叉分拣系统的直线交叉分拣机的循环轨道的直线轨道部和弧形轨道部的连接关系示意图;图4(a)为本发明实施例一的控制单元的模块图;图4(b)为本发明实施例一的电气元件连接原理示意图;图5为发明实施例一的直线交叉分拣系统的小车的立体结构示意图;图6为发明实施例一的直线交叉分拣系统的循环轨道的发射器安装板设置位置示意图;图7为发明实施例一的小车的集电臂与集电臂导向槽的位置关系示意图;图8为图7中a处的局部放大示意图;图9为小车张紧调节机构的立体结构示意图;图10为小车侧轮和正轮的位置关系示意图。
17.图中:1、机架;11、对射光电传感器;2、分料排出口;21、第二出口;3、循环轨道;31、直线轨道部;311、发射器安装板;32、弧形轨道部;33、导向槽体;4、小车;41、分料皮带;42、接收器安装板;43、轮体安装板;431、安装孔;44、侧轮;45、正轮;46、固定轴;48、连接片;49、集电臂;410、驱动辊筒;51、正转发射传感器;52、反转发射传感器;53、对射光电传感器;54、计数器;61、滑触线;62、集电臂导向槽;63、第一导向口;64、第二导向口;71、连接板;72、卡槽;73、调节槽;74、避位槽;75、调节螺栓;76、顶紧螺母;81、调节杆;82、调节螺母;91、连接头;92、第一缝隙;93、第二缝隙。
具体实施方式
18.下面结合附图对本发明的较佳实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
19.实施例一:本实施例为一种直线交叉分拣系统,参见附图1所示,本实施例中的直线交叉分拣
系统包括依次设置的货物上料部和直线交叉分拣机,货物上料部的出口与直线交叉分拣机的上料口对接。货物上料部包括一可向直线交叉分拣机持续输送货物的上料传送带。
20.参见附图2和附图5所示,本实施例中的直线交叉分拣机包括机架1和在机架1上设置的循环轨道3,在循环轨道3上依次设置若干相互连接的小车4,各个小车4用于进行货物分拣,各个小车4能在前进驱动机构的作用下沿着循环轨道3的设置方向循环移动,本发明的直线交叉分拣机还包括用于实现小车4电连通的取电机构。每个小车4独立具有一分料皮带41,分料皮带41能在分料驱动机构的带动下沿着与循环轨道3的送料方向相垂直的方向转动,并实现对位于小车4的分料皮带41上的货物的分料,相应的,在机架1上设置有若干分料排出口2。
21.在靠近小车4的底部的两端分别设置有一个辊筒,其中至少一个为驱动辊筒410,通过将分料皮带41与辊筒张紧连接,因而能实现分料皮带41的传动。小车4在沿着循环轨道3方向的前进驱动机构可以为直线驱动电机,因而能确保小车4的前进过程平稳,噪音低。
22.结合参见附图3所示,本发明的循环轨道3包括上下相对设置的直线轨道部31和对称的设置于直线轨道部31两端的两个弧形轨道部32,在小车4移动至位于上方的直线轨道部31所在的区域时,实现对货物的左右分选,也即在位于上方的直线轨道部31形成直线交叉分拣的效果。
23.参见附图4(a)、4(b)和图5所示,本发明的直线交叉分拣系统还包括控制单元,控制单元包括控制器,控制器与直线交叉分拣机的前进驱动机构连接,其用于对小车4的移动和分料进行控制,控制单元还包括靠近每个分料排出口2的机架1上分别设置的两个发射传感器和在每个小车4上分别设置的两个接收传感器。发射传感器包括用于向小车4发送信号的正转发射传感器51和反转发射传感器52,正转发射传感器51向小车发送正转信号,反转发射传感器52向小车发送反转信号。在小车4上设置有驱动卡,接收传感器与驱动卡连接,小车的驱动辊筒410也与驱动卡连接。正转发射传感器51和反转发射传感器52在一般情况下为常闭状态。此处,以小车4正转时带来的分料皮带41的传动方向为第一方向;反之,以小车4反转时带来的分料皮带41的传动方向为第二方向。因而,在需要对移动至相应的分料排出口2的小车4上的货物向第一方向上分料时,设置在相应的分料排出口2处的正转发射传感器51启动,并发射信号,在小车4移动至对应于该正转发射传感器51的区域时,小车4的一个接收传感器接收到信号,驱动卡根据收到的接收传感器的信号,向小车的驱动辊筒410发出正转信号,进而对小车4上的货物在第一方向分料,反之,实现对小车4上货物在第二方向的分料。本发明未将主机的控制系统直接与小车4连接,而是通过设置发射传感器,并与小车4上的接收传感器的信号耦合,实现了控制信号向小车4的传递,并且无需给每个小车4都设置一组与控制系统连接的导线,因而避免了线体的缠绕。
24.参见附图6所示,本发明的正转发射传感器51和反转发射传感器52设置于位于上方的直线轨道部31的下侧,其二者可通过一竖直设置的发射器安装板311而从上到下依次设置,相应的,在每个小车4的下侧也设置有在竖直方向设置的接收器安装板42。将两组发射传感器和两组接收传感器在竖直方向设置,能确保在小车4移动过程中信号的准确传递,不会造成两组传感器间的信号干扰。
25.本发明的正转发射传感器51和反转发射传感器52在靠近每个分料排出口2的靠进前半部分(以图1中的黑色箭头所指的方向为“前”)的区域,因而,能够确保对较大的货物也
能顺利从分料排出口2排出,而不会撞到分料排出口2的隔板。
26.在本发明的一些实施方式中,控制单元还包括在靠近位于上方的直线轨道部31的进料端设置的一组用于对货物进行感应的对射光电传感器53,在机架1上靠近位于上方的直线轨道部31的进料端设置有计数器54,其能对进入直线轨道部31的小车4的数量进行计算。在本发明的一些实施方式中,分料控制单元还包括用于对小车4的数量进行计数的计数感应器,计数器54位于对射光电传感器53的下游的方向。
27.通过对射光电传感器53的感应到货物经过其的时间t,再结合上料传送带对货物的输送速度v,即可计算出货物的长度l,也即l=v*t。随后,控制器根据货物长度,对需要的小车4的数量进行计算,并根据货物分拣的要求,确定小车4分料皮带41的转向,由此,实现对货物的输送和分料。参见附图7所示,在本发明的一些实施方式中,本发明的直线交叉分拣机的取电机构包括滑触线61,集电臂导向部,集电臂导向部包括在滑触线61的靠近小车4输送来的方向还设置有至少一个集电臂导向槽62,集电臂导向槽62的靠近小车4输送来的方向的宽度从集电臂导向槽62的上边缘向槽底逐渐减小。集电臂导向槽62的深度向靠近滑触线61的方向逐渐减小。因而能够确保集电臂49能沿着集电臂导向槽62被平稳的向滑触线61的方向移动,且不会因为集电臂导向槽62的设置而影响集电臂49的移动。
28.参见附图8所示,在集电臂导向槽62的末端还设置有第一导向口63,第一导向口63的宽度沿着小车4的前进方向逐渐减小,因而,在集电臂49进入第一导向口63后,能使其位置在集电臂导向槽62的槽底居中。本发明还包括与滑触线61连接的第二导向口64,第二导向口64的宽度沿着小车4的前进方向(滑入滑触线61的方向)逐渐减小。第二导向口64的靠近第一导向口63一端的宽度大于第一导向口63的靠近第二导向口64的宽度。因而,在第二导向口64的作用下,能够进一步对集电臂49进行居中导正,并顺利滑入滑触线61并实现电导通。
29.本发明的一些实施方式中,滑触线61包括平行设置的五组,集电臂导向槽62的设置数量为三个,也即,相邻的两个滑触线61只有一个与集电臂49连接。因而,增加了集电臂49的设置间距,能够确保集电臂被准确导入滑触线61,使得集电臂49与滑触线61接触良好,供电稳定。
30.本发明的集电臂导向槽62的这一结构设计保证了当集电臂在各方向均有偏差及振动情况下也能被导正进入滑触线61。
31.本发明的直线交叉分拣机的取电机构的滑触线的设置长度并非采用现有技术中沿着整个循环轨道的周向方向进行设置,而仅仅是沿着循环轨道的周向方向的部分区域设置。此外,本发明也并非对所有的小车4都设置集电臂,仅需要对部分小车4设置集电臂,同时将各个小车4电性串联连接,因而,在各个小车4沿着循环轨道3移动时,至少有一辆小车能与滑触线61保持接触而实现取电。因而,既减少了集电臂49的使用数量,降低了小车4的成本,同时,最大程度的减少了集电臂49与滑触线61的接触次数,同时再结合前述的集电臂导向部的结构,因而能够使得各个小车的集电臂49与滑触线61的稳定连接,取电过程稳定。
32.在一些实施方式中,设置有集电臂49的小车4沿着循环轨道3等间距设置,因而可始终确保各个小车中至少有一台与滑触线接触;很显然,设置有集电臂49的小车4也可根据需要设置为非等间距的,只需要确保在各个小车移动过程中,有一台与滑触线61保持电连通即可。
33.本发明的小车4包括驱动辊筒410、从动辊筒和张紧的设置于驱动辊筒410和从动辊筒上的分料皮带41。小车4的驱动辊筒410和从动辊筒在径向方向的相对距离可调节。可通过在小车4的驱动辊筒410的辊轴或从动辊筒的辊轴处设置小车张紧调节机构来实现。
34.参见附图9所示,在本发明的一些实施方式中,小车张紧调节机构包括两端分别与驱动辊筒410和从动辊筒的辊轴卡接的连接板71,连接板71设置在小车4的侧面。在连接板71的至少一端,位于驱动辊筒410或从动辊筒的辊轴的侧面设置有调节槽73,在调节槽73内设置有穿过辊轴的调节螺栓75,调节螺栓75与辊轴相互垂直设置,相应的,在辊轴上贯穿的设置有安装调节螺栓75的调节螺孔。调节螺孔的轴向中心线呈与辊轴相垂直的方向设置,辊轴的一端与调节槽73的槽底相抵接(以此端为第一端),另一端(以此端为第二端)伸入调节螺孔,在调节螺栓75的位于调节螺孔的靠近第一端的一侧还设置有顶紧螺母76,在正常使用状态下,顶紧螺母76与辊轴相抵接。在需要对小车4的驱动辊筒410和从动辊筒之间的距离进行调整时,首先将顶紧螺母76向远离辊轴的方向(也即靠近第一端的方向)移动,随后转动调节螺栓75并对其在调节螺孔中的伸入长度进行控制,在需要增加驱动辊筒和从动辊筒的辊轴间距时,将调节螺栓75从调节螺孔中向靠近第一端的方向移动,调节至合适的位置后,将顶紧螺母76转动至与辊轴的侧面相抵接,即可实现对小车4的驱动辊筒410和从动辊筒的张紧调节效果。本发明利用了在工业上非常易得且成本低廉的平头螺栓的结构即可快速实现对小车4的张紧调节,效率高,且不会明显增加成本。
35.在设置有小车张紧调节机构的一端的连接板71上设置有用于卡接辊轴的卡槽72,并相应的将辊轴的端部的与卡槽72相接触的表面设置为平面。
36.在连接板71上靠近调节螺栓75的第二端的一侧还相应的设置有便于放置调整工具的避位槽74。避位槽74的宽度大于卡槽72的宽度。
37.在本发明的其他可能的实施方式中,也可不设置连接板71结构,只在需要设置小车张紧调节机构的辊轴处的小车4车体上设置调节槽73,并相应的设置有调节螺栓75和顶紧螺母76等结构,在此不再赘述。
38.再次结合附图9所示,在本发明的一些实施方式中,在小车4的两端底部的正下方还设置有轮体安装板43,在轮体安装板43上设置有侧轮44和正轮45,每辆小车4的两个侧轮44位于靠近小车4的端部设置,相应的,在循环轨道3上沿着其周向方向设置有用于容纳正轮45的导向槽体33(参见附图3所示),因而,能够确保正轮45在导向槽体33中沿着循环轨道3的方向移动。同时,侧轮44与导向槽体33的底面的外表面相接触,因而,通过将侧轮44和正轮45分设于循环轨道3的主体的两侧,能确保小车4不会与循环轨道3相互脱离,且小车4能沿着循环轨道3平稳移动。
39.参见附图10所示,在轮体安装板43的安装有正轮45的板体的两个相对边缘的角落处还分别设置有安装孔431,本发明还包括穿过安装孔431的固定轴46,在固定轴46的末端可设置有卡簧、螺母或其他限位结构而防止固定轴46从安装孔431脱离即可。因而,可通过在相邻两个小车4的轮体安装板43之间通过固定轴46连接有一个连接片48而实现对相邻两个小车4的连接。同时,连接片48可相对固定轴46转动,确保小车4在经过循环轨道3的弧形轨道部32时能够顺畅的转向。
40.在本发明的一些实施方式中,侧轮44和正轮45均位于小车4的车体的正下方,因而,本发明的小车4沿着循环轨道3的长度方向的设置宽度相对较小,而且相邻的两辆小车4
之前的缝隙也小,小车4的整体体积更小,因而,小车4在经过弧形轨道部32时所需要的转弯半径减小,由此,可减少弧形轨道部32的设置高度,并相应减小整个直线交叉分拣机的设置高度,并相应减少整个系统生产和使用的能耗和成本。
41.本发明的一些实施方式中,直线轨道部31和弧形轨道部32之间还设置有轨道张紧调节机构,再次参见附图3所示,本发明的轨道张紧调节机构包括分别与直线轨道部31和弧形轨道部32连接的调节杆81,在调节杆81上分别设置有与直线轨道部31和弧形轨道部32相抵接的调节螺母82,通过转动调节杆81能对直线轨道部31和弧形轨道部32的间距进行调整,在将二者间的间距调整至合适位置时,通过调节螺母82对二者的相对位置进行固定即可。
42.再次参见附图3所示,在本发明的一些实施方式中,直线轨道部31和弧形轨道部32的相互连接处具有防卡轮机构,防卡轮机构是通过对直线轨道部31和弧形轨道部32的连接部位的卡口的形状进行控制而实现的。本发明通过将直线轨道部31和弧形轨道部32的相互连接处分别设置有一朝向彼此突出的连接头91,因而,在二者的连接处形成一类似于直角“z”字形的接缝。以沿着与小车4移动方向相平行的接缝为第一缝隙92,与第一缝隙92相邻的两条缝隙为第二缝隙93。第一缝隙92与小车4移动方向相平行,第二缝隙93与第一缝隙92相垂直,在安装时,确保小车4的侧轮44在经过防卡轮机构时,只有轮体的部分区域(指沿着轮体的轴向方向的部分宽度)压过第二缝隙93,由此,轮体仍有部分被支撑在直线轨道部31和弧形轨道部32的连接头91的外侧面上。由此,解决了在现有技术中,车轮在经过直线轨道部31和弧形轨道部32的连接部位时,轮体的与轨道相接触的区域(指沿着轮体的轴向方向的全部宽度)同时经过一与小车4移动方向相垂直的竖缝时带来的卡顿和异响。
43.在本发明的其他可能的实施方式中,第二缝隙93也可以不与第一缝隙92相垂直。
44.本实施例列举的接缝的各条接缝均为直线形状,很显然,也可以为弧线形状。
45.实施例二:本实施例为一种直线交叉分拣控制方法,其包括如下步骤:货物长度识别步骤:通过检测对射光电传感器被遮挡的时间,确定货物的长度,并确定所需小车的数量。
46.在此步骤中,通过与直线交叉分拣机的上料口对接一个上料传送带,预设货物的上料速度为v,在上料传送带的两侧相对的设置有一对对射光电传感器,通过获取对射光电传感器被遮挡的时间t的信息,由此计算得到货物长度为l=v*t,根据每辆小车的宽度l计算出所需小车的数量n=l/l。例如,v为0.25m/s,t为3s,l为0.2m,则可计算出货物的长度为0.75m,则所需小车的数量为4辆。
47.在本步骤中,还包括前置进行的对小车进行编号的步骤,因而,可根据货物长度确定需要选用的小车编号。结合附图1所示,通过计算出的小车的辆数为4辆,以从第2辆小车的表面开始接触货物计算,则需要第2-5辆小车。
48.确定分拣位置:确定货物到分料排出口2的距离。通过识别在货物上设置的识别二维码,对货物的目标的分料排出口2进行确定,并计算上料口处距离目标分料排出口2的距离。
49.在此步骤中,是通过对上料口处的对射光电传感器11与目标的分料排出口2设置的发射传感器的距离d,并根据小车的宽度l,并根据设置在上料口处的计数器,每辆小车经
过时计数器的计数量增加一,由此,计算出承载货物的第一辆小车到达目标分料排出口时所经过的小车的辆数。例如,d为5m,l为0.2m,由此,在计数器计数到25辆小车经过后,即可确定小车已经到目标的分料排出口2。
50.分料方向控制步骤:小车的接收传感器根据发射传感器的信号确定分料方向。
51.根据目标分料排出口与对射光电传感器的距离d,计算出需要哪几辆小车在目标的分料排出口2需要进行分料。例如,需要使目标的分料排出口2处的小车4的分料皮带正向转动,在预定的目标的分料排出口2处的正转发射传感器51开启,待分料的小车4的车体上设置的第一接收传感器接收到正转发射传感器51的信号,控制小车4的分料皮带41在第一方向将货物推出;相应的,在需要将货物在第二方向推出时,预定的目标分料排出口处的反转发射传感器52开启,正转发射传感器51处于关闭状态,完成第二方向的货物的推出。
52.在一些实施方式中,对射光电传感器位于紧邻直线轨道部31的上料口的区域,以确保对需要的小车的编号确定准确,并实现对货物位置更加准确的运输到达相应的分料排出口。
53.再次参见附图1所示,以目标的分料排出口2在第二号出口,所需要的小车的辆数为4,货物上料时的第一辆小车为2号小车,因而,在第2-5辆小车共同将货物移动至第二号出口时,正转发射传感器51开启,小车的第一接收传感器收到信号,控制小车的驱动辊筒410正转,并将货物朝第一方向推出。
54.在本发明的一些实施方式中,还包括前置步骤进行的小车编号步骤,通过对小车进行编号,并确定各个货物所停留的小车的序号;并根据货物上料口与相应的分料排出口2处的发射传感器间的距离计算出有货物停留的小车到达目标的分料排出口的时间,在小车到达货物排出口后,相应的发射传感器开启,由此完成对货物的分选。对于货物所停留的小车的序号的确定步骤,可通过计数器不断循环计数,而实现对货物停留的小车的序号的明确。以前述的小车宽度l为0.2m,货物的上料速度v为0.25m/s,整个循环轨道上设置的小车4的数量为100辆,在第一个循环中,计数器已经计数经过了20辆小车4,然后对射光电传感器11被遮挡住3s,在对射光电传感器11被遮挡的时间段内,计数器又计数增加了4辆小车,因而,可确定,货物所停留的小车的序号为第21-24辆。在计数器计数到100辆后,重新归零再从1开始计数。
55.以上实施方式只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所做的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1