一种木料管分选机械手用分选系统的制作方法
1.本发明涉及机械手技术领域,更具体地说,它涉及一种木料管分选机械手用分选系统。
背景技术:
2.在木材加工领域,木材分选是一个重要环节。不管是从原料选择、加工数目、产品质量等方面,都需要对符合生产标准的木材进行分选,剔除不符合生产标准的木材,以期确保生产质量。
3.在传统的方法中,木材的分选由人工完成,经过训练的工人,通过观察,判断每一根木材是否可以使用,结合经验将不符合的木材进行剔除,但是由于木材表面的不规则性,人工判断进行分选的方式与实际情况存在很大出入,不能满足于工厂的产品生产质量的精度需求,因此,需要借助机械手设备对木料进行分选,以期最终产品满足于工厂的产品生产质量的精度需求。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种木料管分选机械手用分选系统。
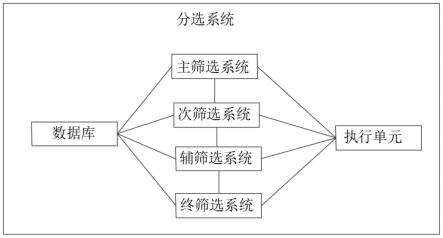
5.为实现上述目的,本发明提供了如下技术方案:一种木料管分选机械手用分选系统,包括:
6.主筛选系统,其用于对木材原料的参数进行收集;
7.次筛选系统,其用于对经过主筛选系统的木材原料的待加工时间进行确认;
8.辅筛选系统,其用于对经过次筛选系统的木材原料的可加工料管个数进行确认;
9.终筛选系统,其用于将木料管成品的规格与标准品的出厂规格进行对比,筛选出符合出厂标准的木料管成品;
10.数据库,其内部存储有主筛选标准信息、次筛选标准信息、辅筛选标准信息和终筛选标准信息,且数据库分别与主筛选系统、次筛选系统、辅筛选系统、终筛选系统通过电信号相连接。
11.作为本发明进一步的方案:主筛选系统包括:
12.端头部收集单元一,用于对木材原料的一个端头部的图形进行收集;
13.端头部收集单元二,用于对木材原料的另一个端头部的图形进行收集;
14.外轮廓收集单元,用于对木材原料除两个端头部的其余外表面轮廓图形进行收集;
15.主对比单元,借助端头部收集单元一、端头部收集单元二、外轮廓收集单元收集的信息与数据库内的主筛选标准信息进行比对,筛选出符合加工标准的进入次筛选系统。
16.作为本发明进一步的方案:次筛选系统包括:
17.多个湿度检测单元,用于对木材原料的湿度进行检测;
18.次对比单元,用于将多个湿度检测单元的检测结果与数据库中的次筛选标准信息进行对比,筛选出符合待加工时间的木材原料进入辅筛选系统。
19.作为本发明进一步的方案:辅筛选系统包含:
20.图像对比单元,用于将木材原料与木料管标准品的图像进行对比,确认可加工料管的个数,并进行记录;
21.辅对比单元,用于将图像对比单元确认的个数进行累加,得到累加总数,然后与数据库内的辅筛选标准信息进行对比,若累加总数小于辅筛选标准信息,则将此次的木材原料继续输送至终筛选系统,并继续进行主筛选系统的主筛选操作,反之则将此次的木材原料继续输送至终筛选系统,然后关闭主筛选系统。
22.作为本发明进一步的方案:终筛选系统包括:
23.外径信息收集单元,用于对木料管成品的外表面信息进行收集;
24.内径信息收集单元,用于对木料管成品的内表面信息进行收集;
25.终对比单元,用于根据外径信息收集单元、内径信息收集单元收集到的信息与数据库内的终筛选标准信息进行对比,筛选出符合出厂标准的木料管成品。
26.与现有技术相比,本发明具备以下有益效果:
27.1、本发明用于对木料管完整加工工艺中的原料选择、加工数目、产品质量等方面进行筛选,可以更加全面的去对整体的生产质量进行把控。
28.2、主筛选系统中,将端头部收集单元一、端头部收集单元二、外轮廓收集单元收集的信息与数据库内的主筛选标准信息进行比对,步骤一至步骤四均采用统一的三维坐标系构建图形和三维结构,使得重合与绘制新图形时的标准唯一,与短板效应相联系起来,实际上,木料管成品外轮廓呈圆柱状,其在生产时往往取决于最小的截面所成切割成的个数,步骤五中,应当采用重合面积最大的重合方式,可以获得与实际生产更贴切的结果,使得筛选更加精准、贴合实际生产。
29.3、本发明中的次筛选系统,通过将多个湿度检测单元的检测结果与与数据库中的次筛选标准信息进行对比,筛选出符合待加工时间的木材原料进入辅筛选系统,可以及时地将不符合的木料进行剔除,避免延误工期,确保产品可以正常交付。
30.4、本发明的辅筛选系统,将图像对比单元确认的个数进行累加,得到累加总数,然后与数据库内的辅筛选标准信息进行对比,若累加总数小于辅筛选标准信息,则将此次的木材原料继续输送至终筛选系统,并继续进行主筛选系统的主筛选操作,反之则将此次的木材原料继续输送至终筛选系统,然后关闭主筛选系统;可以避免出现除了满足本批次生产外的筛选操作,节省了筛选时间,并且可以对生产个数进行预期,同时,在需要进行下一批次的订单生产时,还可以进行连续化筛选作业,确保了整体的生产进度,缩短了整体的工期。
31.5、本发明中的终筛选系统,根据外径信息收集单元、内径信息收集单元收集到的信息与数据库内的终筛选标准信息进行对比,筛选出符合出厂标准的木料管成品;利于使用者对最终的木料管的成品质量进行把控,确保生产质量。
32.6、本发明在执行各筛选操作过程中,将不符合的木料进行剔除、将合格木料进行转运时,均可以依靠机械手进行执行,降低了工人的工作负担,解放了人力。
附图说明
33.图1为本发明一种木料管分选机械手用分选系统的方法框图;
34.图2为本发明中主筛选系统的系统框图;
35.图3为本发明中次筛选系统的系统框图;
36.图4为本发明中辅筛选系统的系统框图;
37.图5为本发明中终筛选系统的系统框图。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
39.实施例1
40.参照图1-图5,一种木料管分选机械手用分选系统,用于对木料管完整加工工艺中的原料选择、加工数目、产品质量等方面进行筛选,该分选系统包括:
41.主筛选系统,其用于对木材原料的参数进行收集;
42.次筛选系统,其用于对经过主筛选系统的木材原料的待加工时间进行确认;
43.辅筛选系统,其用于对经过次筛选系统的木材原料的可加工料管个数进行确认;
44.终筛选系统,其用于将木料管成品的规格与标准品的出厂规格进行对比,筛选出符合出厂标准的木料管成品;
45.数据库,其内部存储有主筛选标准信息、次筛选标准信息、辅筛选标准信息和终筛选标准信息,且数据库分别与主筛选系统、次筛选系统、辅筛选系统、终筛选系统相连接。
46.主筛选系统包括:
47.端头部收集单元一,端头部收集单元一用于对木材原料的一个端头部的图形进行收集,得到图形一;
48.端头部收集单元二,端头部收集单元二用于对木材原料的另一个端头部的图形进行收集,得到图形二;
49.外轮廓收集单元,用于对木材原料除两个端头部的其余外表面轮廓图形进行收集,得到外表轮廓图形;
50.主对比单元,借助端头部收集单元一、端头部收集单元二、外轮廓收集单元收集的信息与数据库内的主筛选标准信息进行比对,筛选出符合加工标准的进入次筛选系统;
51.借助端头部收集单元一、端头部收集单元二、外轮廓收集单元收集的信息与数据库内的主筛选标准信息进行比对指的是:
52.步骤一、将图形一和图形二进行重合,取其重叠的区域进行重新绘制图形,制得图形三;
53.步骤二、将图形三平移木材原料的长度距离,得到三维图形一;
54.步骤三、将外表轮廓图形和三维图形一进行重合,将重合区域作为三维图形二;
55.步骤四、在三维图形二中进行切割,所能切割的最小截面作为图形四;
56.步骤五、数据库内的主筛选标准信息为图形五,将图形四与图形五进行重合,若图
形四可以完全被图形五覆盖,则将该木材原料输送至次筛选系统,反之,若图形四不可以完全被图形五覆盖,则将该木材原料剔除。
57.步骤一至步骤四均采用统一的三维坐标系构建图形和三维结构,是为了使得重合与绘制新图形时的标准唯一,与短板效应相联系起来,因为实际上,木料管成品外轮廓呈圆柱状,其在生产时往往取决于最小的截面所成切割成的个数,步骤五中,应当采用重合面积最大的重合方式,以期获得更贴近实际生产中的结果。
58.本发明中的次筛选系统包括:
59.多个湿度检测单元,用于对木材原料的湿度进行检测;多个湿度检测单元在对木材原料进行湿度检测时,检测区域是:以图形四为基准面,平移木材原料的长度距离,得到的圆柱状三维图形三,取最大的湿度值smax;
60.次对比单元,用于将多个湿度检测单元的检测结果与数据库中的次筛选标准信息进行对比,筛选出符合待加工时间的木材原料进入辅筛选系统;次筛选标准信息中预存有筛选湿度s0,总工期d,湿度变化率a,则木材原料的待加工时间t为:t=(smax-s0)/a,将t与d进行对比,当2t≤d时,视为符合待加工时间,将此木材原料输送至辅筛选系统,反之则视为不符合待加工时间,则将该木材原料剔除,其中,a为正数,并且在工厂实际生产时,可以借助烘干设备将预设的a的数值大小进行增大,烘干设备的烘干功率提升并保持稳定,则预设的a的数值也会增大,并且a的数值在烘干功率固定的情况下是定值,具体选择应取决于工厂接受订单的缓急程度和成本大小,由使用者根据实际使用需求进行调整,以二倍的t值和d进行对比,为木材原料干燥预留出了足够的时间,在此期间的木材原料尚未干燥至可以加工的条件,则无法作为该批次生产的原料,可以及时地将不符合的木料进行剔除,避免延误工期。
61.本发明的辅筛选系统包含:
62.图像对比单元,用于将木材原料与木料管标准品的图像进行对比,确认可加工料管的个数,并进行记录;将主筛选系统的步骤四中的图形四作为对比图像一,图像对比单元中预设的木料管标准品的图像作为对比图像二,将对比图像一的边缘轮廓上留出3-5cm的加工余量,得到对比图形三,图形对比单元将对比图形三的平面上填充多个对比图像二,且相邻的对比图像二之间留有1cm的加工余量,确定对比图像二可以进行填充的个数,记为gi,i为记录次序;
63.其中,将对比图像一的边缘轮廓上留出3-5cm的加工余量、相邻的对比图像二之间留有1cm的加工余量,均是为了后续生产时还可以对木料表面进行打磨修整处理,保证产品的美观度;
64.辅筛选系统还包含辅对比单元,用于将图像对比单元确认的个数进行累加,得到累加总数,然后与数据库内的辅筛选标准信息进行对比,若累加总数小于辅筛选标准信息,则将此次的木材原料继续输送至终筛选系统,并继续进行主筛选系统的主筛选操作,反之则将此次的木材原料继续输送至终筛选系统,然后关闭主筛选系统;数据库内的辅筛选标准信息中预存有该批次需要加工的个数总值jg,将g1、g2...gi中的个数进行累加,得到累加值ljz,当ljz≥jg时,则将此次的木材原料继续输送至终筛选系统,然后关闭主筛选系统,完成该批次生产的木材原料筛选工作,若ljz<jg,则将此次的木材原料继续输送至终筛选系统,并继续进行主筛选系统的主筛选操作;可以避免出现除了满足本批次生产外的
筛选操作,节省了筛选时间,并且可以对生产个数进行预期,同时,在需要进行下一批次的订单生产时,还可以进行连续化筛选作业,确保了整体的生产进度,缩短了整体的工期。
65.本发明中的辅筛选系统和终筛选系统之间设置有木材加工机床,用于将木材原料进行切割得到粗加工木料管,然后对粗加工木料管进行外表面打磨、开槽、开出的槽的槽壁打磨操作。
66.本发明中的终筛选系统包括:
67.外径信息收集单元,用于对木料管成品的外表面信息进行收集;收集木料管成品的外径大小为wj;
68.内径信息收集单元,用于对木料管成品的内表面信息进行收集;收集木料管成品的内径大小为nj;
69.终对比单元,用于根据外径信息收集单元、内径信息收集单元收集到的信息与数据库内的终筛选标准信息进行对比,筛选出符合出厂标准的木料管成品;数据库内的终筛选标准信息中预设有外径标准大小w0、内径标准大小n0,在同时满足以下条件时:0.99≤wj/w0≤1.01、0.99≤nj/n0≤1.01,符合出厂标准。
70.在辅筛选系统中,为了防止后续终筛选系统筛选出不合格的产品后,所剩余的符合出厂标准的木料管成品个数不满足订单需求,该批次需要加工的个数总值jg在设定的时候就应当考虑到这样的情况,所以订单需求个数标记为xq,工厂在长期生产中得出的产品不良率p,则jg=(1.01+p)xq,如果有不足整数的部分,则舍去后在整数部分加一即可,得到jg。
71.本发明还包括与该分选系统相连接的机械手,机械手作为该分选系统的执行单元,用于实现木料在主筛选系统、次筛选系统、辅筛选系统和终筛选系统之间的转运,且执行单元还用于对不符合的木料进行剔除操作;在执行各筛选操作过程中,将不符合的木料进行剔除、将合格木料进行转运时,均可以依靠机械手进行执行,降低了工人的工作负担,解放了人力。
72.以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1