一种弹簧回火炉的出料分拣装置的制作方法
1.本技术涉及弹簧生产技术的领域,尤其是涉及一种弹簧回火炉的出料分拣装置。
背景技术:
2.回火炉供一般金属机件在空气中进行回火以及铝合金压铸件、活塞、铝板等轻合金机件淬火、退火、时效热处理之用。弹簧在生产时,为了提高弹簧的韧性以及塑性,需要对淬火后的弹簧进行回火处理,弹簧输送至回火炉中进行回火。
3.为了提高生产效率,一般的,对于相同的回火工艺的两种不同大小的弹簧可输送至同一个回火炉中进行回火处理。但是,两种不同大小的弹簧在从回火炉中输出后会混在一起,不方便后期对两种弹簧的处理。
技术实现要素:
4.为了当两种不同大小的弹簧在从回火炉中输出时,对两种弹簧进行分类,以方便后期对两种弹簧的处理加工,本技术提供一种弹簧回火炉的出料分拣装置。
5.本技术提供的一种弹簧回火炉的出料分拣装置,采用如下的技术方案:一种弹簧回火炉的出料分拣装置,包括输送管、第一收集箱与第二收集箱,所述第一收集箱、所述第二收集箱顶部均开设有开口,所述第一收集箱位于所述第二收集箱的一侧,所述输送管一端用于与回火炉出料口连通,所述输送管下方转动设置有转动板,所述转动板底部与所述第一收集箱侧壁或所述第二收集箱侧壁转动连接,所述转动板沿长度方向的一端位于所述第一收集箱上方,所述转动板另一端位于所述第二收集箱上方,所述转动板位于所述第一收集箱上方的一端高于其位于所述第二收集箱上方的一端,所述输送管另一端朝向所述转动板位于所述第一收集箱上方的一端,所述转动板底部连接有弹性件,所述弹性件用于复位所述转动板。
6.通过采用上述技术方案,两种不同大小的弹簧在从回火炉出料口输出时进入输送管中,当输送管输出较小的弹簧时,较小的弹簧掉落至转动板较高的一端上,由于较小的弹簧质量较小,较小的弹簧可沿着转动板滑落至第二收集箱中收集;当输送管输出较大的弹簧时,较大的弹簧掉落至转动板较高的一端上,由于较大的弹簧质量较大,较大的弹簧下压转动板较高的一端,弹性件形变压缩,转动板较高的一端朝向第一收集箱顶部开口,较大的弹簧从转动板上滑落至第一收集箱中收集,弹性件形变复位,可复位转动板,可使第一收集箱上方的一端高于其位于第二收集箱上方的一端,以此可对从回火炉中输出的两种不同大小的弹簧分类,进而可方便后期对两种弹簧的处理加工。
7.优选的,所述输送管靠近所述转动板的一端设置有用于开关所述输送管端部开口的开关件,所述第一收集箱内侧壁与所述第二收集箱内侧壁均连接有第一检测件,所述第一检测件电连接有控制器,所述第一检测件用于检测弹簧进入所述第一收集箱或所述第二收集箱并输出进料信号,所述控制器用于接收进料信号并控制所述开关件打开所述输送管端部开口。
8.通过采用上述技术方案,当第一检测件检测到有弹簧进入第一收集箱或第二收集箱中时,控制器控制开关件打开输送管端部开口以输出下一个弹簧,可尽量避免多个弹簧输送至转动板上,以此可使转动板上最多存在一个弹簧,可尽量避免转动板因多个弹簧而发生转动,可提高弹簧分类的准确性。
9.优选的,还包括第二检测件,所述第二检测件与所述控制器电连接,所述第二检测件用于检测弹簧从所述输送管端部开口输出并输出出料信号,所述控制器用于接收出料信号并控制所述开关件关闭所述输送管端部开口。
10.通过采用上述技术方案,当第二检测件检测到有弹簧从输送管端部开口输出时,控制器控制开关件关闭输送管端部开口以停止输出下一个弹簧,以此可使输送管每次仅输出一个弹簧,可尽量避免多个弹簧输送至转动板上,直至第一检测件检测到弹簧进入第一收集箱或第二收集箱中时,控制器控制开关件打开输送管端部开口以输出下一个弹簧,以此可使转动板一次仅对一个弹簧进行分类,可提高弹簧分类的准确性。
11.优选的,所述输送管底部内周壁上分布有多个凸条,各所述凸条沿所述输送管长度方向均匀间隔分布,所述凸条长度方向沿所述输送管周向分布,所述输送管外周壁上连接有振动件,所述振动件与所述控制器电连接,所述控制器用于接收进料信号并控制所述振动件振动。
12.通过采用上述技术方案,两种不同大小的弹簧在输送至输送管中后,凸条可对弹簧起到限位作用,当弹簧进入第一收集箱或第二收集箱中后,控制器控制开关件打开输送管端部开口,并控制振动件振动输送管,振动件可将弹簧振出输送管,可尽量避免多个弹簧从输送管中输出,以此可使输送管一次最多输出一个弹簧。
13.优选的,所述第一收集箱内底壁滑移连接有第一滑移块,所述第一滑移块通过第一驱动件沿所述第一收集箱底壁宽度方向与所述第一收集箱内底壁滑移连接;所述第二收集箱内底壁滑移连接有第二滑移块,所述第二滑移块通过第二驱动件沿所述第二收集箱底壁宽度方向与所述第二收集箱内底壁滑移连接。
14.通过采用上述技术方案,当弹簧进入第一收集箱中收集后,第一滑移块可在第一收集箱内底壁上滑移,可带动弹簧移动,以此可使弹簧整齐的摆放在第一收集箱内底部;当弹簧进入第二收集箱中收集后,第二滑移块可在第二收集箱内底壁上滑移,可带动弹簧移动,以此可使弹簧整齐的摆放在第二收集箱内底部,进而可提高第一收集箱与第二收集箱的弹簧收集量。
15.优选的,所述第一驱动件、所述第二驱动件均与所述控制器电连接,所述第一滑移块与所述第二滑移块顶部均连接有第三检测件,所述第三检测件与所述控制器电连接,所述第三检测件用于检测弹簧的压力并输出压力信号,所述控制器用于接收压力信号并转换成压力值与上一次接收的压力信号对应的压力值比较,当两个压力值的差值大于预设值时,所述控制器控制所述第一驱动件驱动所述第一滑移块滑移或控制所述第二驱动件驱动所述第二滑移块滑移。
16.通过采用上述技术方案,当弹簧进入第一收集箱中收集后,控制器通过比较第一收集箱中的第三检测件前后输出的两次压力信号对应的压力值,当两次压力值的差值大于预设值时,控制器可判断为有弹簧进入第一收集箱中,控制器控制第一驱动件驱动第一滑移块滑移,以此可使弹簧整齐的摆放在第一收集箱内底部,同理,可使弹簧整齐的摆放在第
二收集箱内底部。
17.优选的,所述第一收集箱内底壁沿宽度方向开设有第一滑移槽,所述第一滑移槽中滑移连接有第一连接块,所述第一连接块与所述第一滑移块连接,所述第一滑移槽中设有第一弹簧,所述第一弹簧一端与所述第一滑移块连接,所述第一弹簧另一端与所述第一滑移槽端壁连接,所述第一驱动件采用第一气缸,所述第一气缸的活塞杆穿过所述第一滑移槽端壁后与所述第一连接块连接;所述第二收集箱内底壁沿宽度方向开设有第二滑移槽,所述第二滑移槽中滑移连接有第二连接块,所述第二连接块与所述第二滑移块连接,所述第二滑移槽中设有第二弹簧,所述第二弹簧一端与所述第二滑移块连接,所述第二弹簧另一端与所述第二滑移槽端壁连接,所述第二驱动件采用第二气缸,所述第二气缸的活塞杆穿过所述第二滑移槽端壁后与所述第二连接块连接。
18.通过采用上述技术方案,当控制器控制第一气缸驱动第一滑移块滑移时,第一气缸的活塞杆推动第一连接块,第一连接块带动第一滑移块滑移时,第一弹簧形变伸长,当第一气缸的活塞杆缩回时,第一弹簧形变复位,可拉回第一连接块,第一连接块在被第一弹簧拉回时,由于惯性可挤压第一弹簧,第一弹簧可再次通过弹性势能推动第一连接块,以此可使第一气缸的活塞杆在推动第一连接块一次后,第一气缸的活塞杆缩回,第一连接块往复移动多次,第一连接块在往复带动第一滑移块滑移时,可起到震动效果,以此可提高第一滑移块带动弹簧移动的效率,同理可提高第二滑移块带动弹簧移动的效率,进而可提高第一收集箱与第二收集箱的弹簧收集量。
19.优选的,所述第一收集箱侧壁顶部开设有多个弹簧槽,各所述弹簧槽沿所述转动板宽度方向均匀间隔分布,所述弹性件采用扭簧,所述扭簧位于所述弹簧槽中,且所述扭簧一端与所述转动板底部抵接,所述扭簧另一端与第一收集箱侧壁抵接。
20.通过采用上述技术方案,操作员可将各扭簧安装在各弹簧槽中,转动板被弹簧下压转动时,扭簧形变,弹簧从转动板上脱离后,扭簧复原,可使转动板转动复位,以便转动板对下一个弹簧进行分类。
21.优选的,所述弹簧槽两端壁均连接有限位杆,所述限位杆长度方向与所述转动板宽度方向一致,所述限位杆一端位于所述弹簧槽中,所述限位杆端部连接有用于限位所述扭簧的锁定块,所述限位杆设置有内腔,所述锁定块一端位于所述内腔中,所述锁定块另一端凸出所述限位杆外周壁,所述锁定块与所述限位杆滑移连接以实现所述锁定块凸出所述限位杆外周壁或位于所述内腔中。
22.通过采用上述技术方案,操作员在将扭簧安装在弹簧槽中时,扭簧两端分别套设在弹簧槽中两个限位杆端部上且与两个凸出限位杆外周壁的锁定块端部连接,以此可将弹簧限位在弹簧槽中,当两个锁定块凸出限位杆外周壁的一端滑移至内腔中后,操作员可压缩扭簧以此从两个限位杆端部之间取出扭簧,以此可拆卸扭簧,当操作员取出部分弹簧槽中的扭簧后,可调整转动板转动的幅度。
23.优选的,所述第一收集箱侧壁顶部开设有多个让位槽,各所述让位槽分别位于各所述弹簧槽的两侧,所述限位杆滑移连接有锁定杆,所述锁定杆长度方向与所述限位杆长度方向一致,所述锁定杆一端位于所述让位槽中,所述锁定杆另一端穿过所述让位槽端壁后位于所述内腔中,所述内腔中设有第三弹簧,所述第三弹簧一端与所述锁定杆端部连接,
所述第三弹簧另一端与所述限位杆端部内壁连接,所述锁定杆另一端穿过所述限位杆远离所述第三弹簧的端部,所述锁定杆侧壁上连接有第四弹簧,所述第四弹簧一端与所述锁定块位于所述内腔中的一端连接。
24.通过采用上述技术方案,操作员可在让位槽中按动锁定杆,使锁定杆向内腔中滑移,锁定杆位于内腔中的一端挤压第三弹簧,锁定杆在滑移时,拉动第四弹簧,第四弹簧带动锁定块向内腔中滑移,以此可使锁定块凸出限位杆外周壁的一端滑移至内腔中,操作员松开锁定杆后,第三弹簧形变复位,可将锁定杆向内腔外推动,锁定杆在移动时,第四弹簧形变复位,可将锁定块一端顶出内腔,进而可方便操作员在弹簧槽中安装或拆卸扭簧。
25.综上所述,本技术包括以下至少一种有益技术效果:1.两种不同大小的弹簧在从回火炉出料口输出时进入输送管中,当输送管输出较小的弹簧时,较小的弹簧掉落至转动板较高的一端上,由于较小的弹簧质量较小,较小的弹簧可沿着转动板滑落至第二收集箱中收集;当输送管输出较大的弹簧时,较大的弹簧掉落至转动板较高的一端上,由于较大的弹簧质量较大,较大的弹簧下压转动板较高的一端,弹性件形变压缩,转动板较高的一端朝向第一收集箱顶部开口,较大的弹簧从转动板上滑落至第一收集箱中收集,弹性件形变复位,可复位转动板,可使第一收集箱上方的一端高于其位于第二收集箱上方的一端,以此可对从回火炉中输出的两种不同大小的弹簧分类,进而可方便后期对两种弹簧的处理加工;2.当第二检测件检测到有弹簧从输送管端部开口输出时,控制器控制开关件关闭输送管端部开口以停止输出下一个弹簧,以此可使输送管每次仅输出一个弹簧,可尽量避免多个弹簧输送至转动板上,直至第一检测件检测到弹簧进入第一收集箱或第二收集箱中时,控制器控制开关件打开输送管端部开口以输出下一个弹簧,以此可使转动板一次仅对一个弹簧进行分类,可提高弹簧分类的准确性;3.当弹簧进入第一收集箱中收集后,第一滑移块可在第一收集箱内底壁上滑移,可带动弹簧移动,以此可使弹簧整齐的摆放在第一收集箱内底部;当弹簧进入第二收集箱中收集后,第二滑移块可在第二收集箱内底壁上滑移,可带动弹簧移动,以此可使弹簧整齐的摆放在第二收集箱内底部,进而可提高第一收集箱与第二收集箱的弹簧收集量。
附图说明
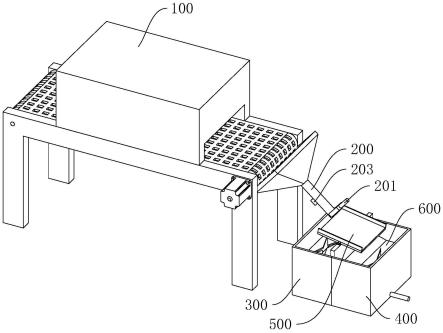
26.图1是本技术实施例一种弹簧回火炉的出料分拣装置与回火炉的安装结构示意图。
27.图2是本技术实施例一种弹簧回火炉的出料分拣装置的整体结构俯视图。
28.图3是沿图2中a-a线的剖面结构示意图。
29.图4是沿图2中b-b线的剖面结构示意图。
30.图5是图4中a处的局部放大示意图。
31.附图标记说明:100、回火炉;200、输送管;201、开关件;202、凸条;203、振动件;300、第一收集箱;301、第一滑移块;302、第一驱动件;303、第一滑移槽;304、第一连接块;305、第一弹簧;306、弹簧槽;307、扭簧;308、让位槽;309、限位杆;310、锁定块;311、
锁定杆;312、第三弹簧;313、第四弹簧;400、第二收集箱;401、第二滑移块;402、第二驱动件;403、第二滑移槽;404、第二连接块;405、第二弹簧;500、转动板;600、橡胶片;601、星型孔。
具体实施方式
32.以下结合全部附图对本技术作进一步详细说明。
33.本技术实施例公开一种弹簧回火炉100的出料分拣装置。参照图1与图2,弹簧回火炉的出料分拣装置包括输送管200、转动板500、第一收集箱300与第二收集箱400,转动板500转动设置于第一收集箱300与第二收集箱400上方,输送管200用于将弹簧输送至转动板500一端上,转动板500用于将弹簧输送至第一收集箱300或第二收集箱400中,以此可对弹簧进行分类,可方便后期对两种弹簧的处理加工。
34.参照图2与图3,输送管200为圆管,其一端用于与回火炉100的出料口连通,其另一端位于转动板500沿长度方向的端部上方。弹簧进入输送管200中后,弹簧长度方向与输送管200长度方向一致。输送管200内周壁底部分布有多个凸条202,各凸条202沿输送管200长度方向均匀间隔分布,凸条202的长度方向沿输送管200周向分布。输送管200外周壁底部连接有振动件203,振动件203采用gt-4型振动器。
35.输送管200靠近转动板500的一端连接有用于开关输送管200端部开口的开关件201,开关件201包括开关板与气缸,气缸通过支架与输送管200连接,开关板与气缸的活塞杆连接,气缸的活塞杆推动开关板,开关板穿入输送管200后关闭输送管200端部开口,气缸的活塞杆拉动开关板,开关板穿出输送管200后打开输送管200端部开口。
36.转动板500为长方形板,其沿宽度方向的两侧均连接有档条,档条长度方向与转动板500长度方向一致。
37.第一收集箱300位于第二收集箱400靠近回火炉100的一侧,第一收集箱300与第二收集箱400顶部均开设有开口。转动板500底部与第一收集箱300侧壁顶部或第二收集箱400侧壁顶部转动连接,在本实施例中,转动板500底部与第一收集箱300侧壁顶部转动连接。转动板500沿长度方向的两端分别位于第一收集箱300开口、第二收集箱400开口上方,且转动板500位于第一收集箱300上方的一端高于其位于第二收集箱400上方的一端,输送管200端部朝向转动板500位于第一收集箱300上方的一端。
38.参照图4与图5,第一收集箱300侧壁顶部开设有多个弹簧槽306,弹簧槽306长度方向与转动板500宽度方向一致,且各弹簧槽306沿转动板500宽度方向均匀间隔分布,第一收集箱300侧壁顶部还开设有多个让位槽308,每个弹簧槽306的两端均分布有一个让位槽308。弹簧槽306内连接有两个限位杆309,每个限位杆309一端均与弹簧槽306端壁连接,限位杆309长度方向与弹簧槽306长度方向一致,两个限位杆309相互靠近的一端间隔形成安装间隙。
39.限位杆309设置有内腔,内腔中滑移设置有锁定杆311,锁定杆311长度方向与限位杆309长度方向一致,锁定杆311一端位于内腔中,锁定杆311另一端穿过弹簧槽306端壁后位于让位槽308中。锁定杆311位于内腔中的端部连接有第三弹簧312,第三弹簧312一端与
锁定杆311连接,另一端与限位杆309端部内壁连接,锁定杆311沿限位杆309长度方向滑移时,可挤压第三弹簧312。
40.锁定杆311位于内腔中的周壁上连接有第四弹簧313,在本实施例中,每个锁定杆311连接两个第四弹簧313,第四弹簧313一端与锁定杆311连接,另一端连接有锁定块310,锁定块310截面呈直角三角形状,锁定块310的倾斜面背向弹簧槽306端壁。锁定块310一端位于内腔中,另一端穿过限位杆309周壁后凸出限位杆309周壁。各弹簧槽306内均安装有弹性件,弹性件采用扭簧307,扭簧307通过四个锁定块310锁定限位,扭簧307一端与弹簧槽306内侧壁抵接,另一端与转动板500底部抵接。
41.参照图2与图3,第一收集箱300与第二收集箱400内侧壁上均连接有橡胶片600,橡胶片600开设有星型孔601。转动板500上的弹簧掉入第一收集箱300或第二收集箱400内时,橡胶片600可对弹簧缓冲,弹簧通过星型孔601后掉落至第一收集箱300或第二收集箱400底部。
42.第一收集箱300底壁沿其宽度方向开设有第一滑移槽303,第一滑移槽303中滑移连接有第一连接块304。第一收集箱300底部设置有第一滑移块301,第一滑移块301底部与第一连接块304连接。第一滑移块301呈三棱柱状,其截面呈直接三角形状,其斜面朝向第二收集箱400。第一连接块304连接有第一弹簧305,第一弹簧305一端与第一连接块304连接,第一弹簧305另一端与第一滑移槽303端壁连接。
43.第一连接块304连接有第一驱动件302,第一驱动件302采用第一气缸,第一气缸安装于第一收集箱300外侧壁上,第一气缸的活塞杆长度方向与第一滑移槽303长度方向一致,第一气缸的活塞杆穿过第一收集箱300外侧壁的一端位于第一滑移槽303中,第一气缸的活塞杆伸出可推动第一连接块304,第一连接块304带动第一滑移块301滑移。
44.第二收集箱400底壁沿其宽度方向开设有第二滑移槽403,第二滑移槽403中滑移连接有第二连接块404。第二收集箱400底部设置有第二滑移块401,第二滑移块401底部与第二连接块404连接。第二滑移块401呈三棱柱状,其截面呈直接三角形状,其斜面朝向第一收集箱300。第二连接块404连接有第二弹簧405,第二弹簧405一端与第二连接块404连接,第二弹簧405另一端与第二滑移槽403端壁连接。
45.第二连接块404连接有第二驱动件402,第二驱动件402采用第二气缸,第二气缸安装于第二收集箱400外侧壁上,第二气缸的活塞杆长度方向与第二滑移槽403长度方向一致,第二气缸的活塞杆穿过第二收集箱400外侧壁的一端位于第二滑移槽403中,第二气缸的活塞杆伸出可推动第二连接块404,第二连接块404带动第二滑移块401滑移。
46.第一收集箱300内侧壁与第二收集箱400内侧壁均连接有第一检测件,第一检测件电连接有控制器,控制器采用s7-200型plc。输送管200端部连接有第二检测件,第一检测件与第二检测件均采用emg8m型接近开关,开关件201、第二检测件、振动件203均与控制器电连接。
47.第二检测件用于检测弹簧从输送管200端部开口输出并输出出料信号,第一检测件用于检测弹簧进入第一收集箱300或第二收集箱400中并输出进料信号。控制器用于接收出料信号并控制开关件201关闭输送管200端部开口,此时,气缸推动开关板关闭输送管200端部开口,控制器用于接收进料信号并控制振动件203振动,并控制开关件201打开输送管200端部开口,此时,气缸拉动开关板关闭输送管200端部开口。
48.第一滑移块301与第二滑移块401顶部均连接有第三检测件,第三检测件采用lfc-140型压力传感器,第三检测件、第一驱动件302与第二驱动件402均与控制器电连接。第三检测件用于检测弹簧的压力并输出压力信号,控制器用于接收压力信号并转换成压力值与上一次接收的压力信号对应的压力值比较,当两个压力值的差值大于预设值时,控制器判断为有弹簧进入第一收集箱300中或第二收集箱400中,控制器控制第一驱动件302驱动第一滑移块301滑移或控制第二驱动件402驱动第二滑移块401滑移。
49.本技术实施例一种弹簧回火炉的出料分拣装置的实施原理为:弹簧从回火炉100中进入输送管200中,控制器控制振动件203振动输送管200,弹簧被振动至输送管200端部开口处,控制器控制开关件201打开输送管200端部开口,弹簧从输送管200中输出,第二检测件检测到弹簧输出,控制器控制开关件201关闭输送管200端部开口。
50.弹簧输送至转动板500上,当输送管200输出的是质量大的弹簧时,弹簧下压转动板500较高的一端,转动板500转动,质量大的弹簧沿着转动板500滑落至第一收集箱300中收集,转动板500复位,第一检测件检测到有弹簧进入第一收集箱300,控制器控制振动件203振动并控制开关件201打开输送管200端部开口。
51.当输送管200输出的是质量小的弹簧时,弹簧沿着转动板500滑落至第二收集箱400中,第一检测件检测到有弹簧进入第二收集箱400,控制器控制振动件203振动并控制开关件201打开输送管200端部开口。以此可对从回火炉100中输出的两种不同大小的弹簧分类,进而可方便后期对两种弹簧的处理加工。
52.当弹簧进入第一收集箱300或第二收集箱400中后,弹簧下压第一滑移块301或第二滑移块401,第三检测件输送压力信号至控制器,控制器通过比较第三检测件先后输送的两个压力信号对应的压力值,并比较先后两个压力值的差值与预设值的大小,当差值大于预设值时,控制器判断为有弹簧进入第一收集箱300或第二收集箱400中,控制器控制第一驱动件302驱动第一滑移块301滑移或控制第二驱动件402驱动第二滑移块401滑移。
53.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1