电池的极片的输送系统及运用其的极片补料方法与流程
1.本发明涉及电池极片检测技术领域,具体涉及一种电池的极片的输送系统及运用其的极片补料方法。
背景技术:
2.锂离子电池具有比能量高、电压高、循环寿命长、存储时间长等优点,广泛应用于电子产品、电动交通工具、大型动力电源、航天等领域,锂离子电池极片是锂离子电池中的重要部件,锂离子电池极片的质量决定了锂离子电池的性能。
3.锂离子电池的极片的生产流程为:先将活性物质涂覆在基材上,再经干燥、压实和分切,制成极片。在将活性物质涂覆在基材上和压实过程中,任何一个环节都可能导致极片产生缺陷,如极片表面涂覆区漏箔、颗粒、气泡、极片弯曲、折痕褶皱、压痕、干裂等缺陷。缺陷极片会造成电池容量一致性差,自放电高,容量衰减等现象,严重影响电池的质量,甚至还会造成电池鼓胀、冒烟和爆炸。
4.目前,对锂离子电池极片表面缺陷检测的方法可以分为两类:传统检测法和自动检测法。传统检测法主要依靠人工肉眼完成,此法检测精度低、效率低、成本高、对人体伤害大。自动检测法主要基于机器视觉的ccd图像检测技术,视觉ccd第一检测装置检测出废片,设备将废片和合格片分拣出来,通常采用机械手抓取废片或人工手动分拣。但是,在废片从输送线上被取走后,输送线上会留下空位,对于后续的流程的效率和流畅性产生不便,需要额外的设备或操作去弥补空位带来的影响,增加了不必要的工作量。
技术实现要素:
5.本发明的目的在于提供一种电池的极片的输送系统及运用其的极片补料方法,以解决上述问题。
6.本发明所采用的技术方案为:
7.一种电池的极片的输送系统,包括:
8.第一输送机构,所述第一输送机构做间歇运动、以n片极片的距离为一个运动周期,其中,n为大于或等于2的正整数;
9.第一检测装置,用于检测第一输送机构上的极片是否合格;
10.打料装置,设置于第一输送机构上,用于将第一输送机构上的极片打落;
11.补料装置,用于缓存合格片及将缓存的合格片补入第一输送机构上的空位;
12.主控单元,用于控制所述第一输送机构运转,接收所述第一检测装置的检测结果,对检测结果进行分析并控制所述打料装置进行打料、控制补料装置进行缓存和补料;
13.当所述第一检测装置检测到第一输送机构上的一组n个极片中存在i个废片(i≤n),若所述补料装置上缓存的合格片的片数<i,则所述主控单元控制打料装置n个极片打落,所述补料装置收集并缓存该组极片中的合格片;若所述补料装置上缓存的合格片的片数≥i,则所述主控单元控制打料装置打落i个废片,所述补料装置将缓存的i个合格片补入
空位。
14.作为本发明进一步改进的技术方案,所述第一输送机构的下方设置有与第一输送机构输送方向一致的第二输送机构和第三输送机构,所述第一输送机构的前端与第三输送机构的后端部分重合,所述第一输送机构的后端与第二输送机构的前端部分重合,所述第二输送机构、第三输送机构均做间歇运动、以n片极片的距离为一个运动周期且均可独立控制启动和停止,所述第一输送机构倒挂设置,所述第一输送机构、第二输送机构、第三输送机构上设置有吸附装置,极片从所述第二输送机构运动至第一输送机构,极片通过所述第一输送机构和第二输送机构的重合部分,所述第一输送机构的吸附装置将极片吸附在第一输送机构的下端端面,极片经所述第一输送机构与第三输送机构的重合部分,所述第三输送机构的吸附装置将极片吸附在第三输送机构的上端端面。
15.作为本发明进一步改进的技术方案,所述第二输送机构的上方设置有第二检测装置,所述第二检测装置用于检测极片的正面是否合格,所述第一检测装置设置在第一输送机构的下方并用于检测极片的反面是否合格。
16.作为本发明进一步改进的技术方案,所述打料装置的下方设置有废片收集装置,所述废片收集装置用于接收由打料装置打落的废片。
17.作为本发明进一步改进的技术方案,所述打料装置有n个且均能独立控制,每一个所述打料装置处理一个对应位置的极片,所述补料装置有n-1个且均能独立控制。
18.一种极片补料方法,运用以上所述的电池的极片的输送系统,步骤如下:
19.s1.极片以n片极片的距离为一运动周期间歇性输送,n片极片为一组,对每组极片进行检测,一组极片内废片的个数为i,已缓存的合格片的个数为j;
20.当i=0时,执行步骤s2;
21.当i=n时,执行步骤s3;
22.当j<i<n时,执行步骤s4;
23.当0<i≤j时,执行步骤s5;
24.s2.输送极片至第三输送机构;
25.s3.将一组极片全部打落;
26.s4.将一组极片全部打落,收集并缓存该组极片中的合格片;
27.s5.将i个废片打落,将缓存的合格片补入空位。作为本发明进一步改进的技术方案,
28.作为本发明进一步改进的技术方案,在步骤s3和步骤s4之后均还有填补空位的步骤,具体为:空位运动至所述第一输送机构的末端时,下一步设备停止运动一个运动周期。
29.作为本发明进一步改进的技术方案,对极片进行检测的步骤包括:检测极片的正面和反面。
30.作为本发明进一步改进的技术方案,所述补料装置缓存极片的步骤为:将所述极片吸住,所述补料装置做远离第一输送机构的运动,使得极片与所述第一输送机构分离。
31.作为本发明进一步改进的技术方案,所述补料装置补入极片的步骤为:所述补料装置靠近第一输送机构上的空位,停止对极片的吸附,所述第一输送机构上的吸附装置将极片吸住,使得极片与所述补料装置分离、补入第一输送机构上的空位。
32.本发明所具有的有益效果为:
33.采用所述打料装置与补料装置的配合,自动分拣废片,自动填补废片留下的空位,无极片浪费,提高了生产效率,系统自动化、一体化程度高,检测效率和检测质量高。
附图说明
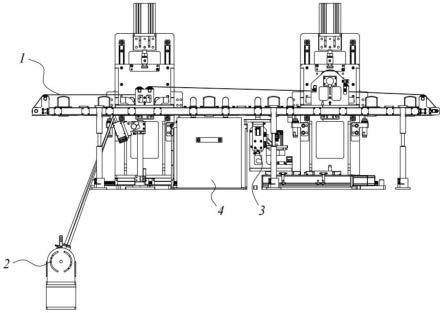
34.图1是电池的极片的输送系统的结构示意图;
35.图2是极片补料方法的一种实施例的流程图。
36.其中:1-第一输送机构,2-第一检测装置,3-补料装置,4-废片收集装置。
具体实施方式
37.以下将结合附图所示的具体实施方式对本发明进行详细描述。但这些实施方式并不限制本发明,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
38.如果本发明在表述的时候涉及方位(例如,上、下、左、右、前、后、外、内等),则需要对涉及到的方位进行定义,例如“为清楚地表达本发明内所描述的位置与方向,以器械操作者作为参照,靠近操作者的一端为近端,远离操作者的一端为远端。”或者以纸面作为参照等进行定义。当然,如果在后续描述时,是通过相互参照来定义两者之间的位置关系的,则可不在此定义。
39.一种电池的极片的输送系统,包括:
40.第一输送机构1,用于输送所述极片,所述输送机构上的极片成单列输送,所述第一输送机构1做间歇运动、以n片极片的距离为一个运动周期,其中,n为大于或等于2的正整数;
41.第一检测装置2,用于检测所述第一输送机构1上的极片是否合格;
42.打料装置,设置于所述第一输送机构1上,用于将所述第一输送机构1上的极片打落;
43.补料装置3,用于缓存合格片及将缓存的合格片补入所述第一输送机构1上的空位;
44.主控单元,用于控制所述第一输送机构1运转,接收所述第一检测装置2的检测结果,对检测结果进行分析并控制所述打料装置进行打料、控制补料装置3进行缓存和补料;
45.当所述第一检测装置2检测到第一输送机构1上的一组n个极片中存在i个废片(i≤n),若所述补料装置3上缓存的合格片的片数<i,则所述主控单元控制打料装置n个极片打落,所述补料装置3收集并缓存该组极片中的合格片;若所述补料装置3上缓存的合格片的片数≥i,则所述主控单元控制打料装置打落i个废片,所述补料装置3将缓存的i个合格片补入空位。
46.作为本发明的进一步改进,所述第一输送机构1的下方设置有与第一输送机构1输送方向一致的第二输送机构和第三输送机构,所述第一输送机构1的前端与第三输送机构的后端部分重合,所述第一输送机构1的后端与第二输送机构的前端部分重合,所述第二输送机构、第三输送机构均做间歇运动、以n片极片的距离为一个运动周期且均可独立控制启动和停止,所述第二输送机构输送极片至第一输送机构1,所述第一输送机构1将极片输送至第一检测装置2进行检测,所述第三输送机构将合格的极片输送至下一步设备处;
47.所述第一输送机构1倒挂设置,所述第一输送机构1、第二输送机构、第三输送机构上设置有吸附装置,所述吸附装置用于将所述极片吸附在所述第二输送机构、第一输送机构1、第三输送机构上,所述吸附装置包括抽真空机构和分别设置在第二输送机构、第一输送机构1、第三输送机构上的吸孔;
48.具体地,在所述第二输送机构上,极片的反面与第二输送机构的上端端面吸附在一起,极片从所述第二输送机构运动至第一输送机构1,极片通过所述第一输送机构1和第二输送机构的重合部分,所述第一输送机构1的吸附装置将极片的正面吸附在第一输送机构1的下端端面,极片经所述第一输送机构1与第三输送机构的重合部分,所述第三输送机构的吸附装置将极片的反面吸附在第三输送机构的上端端面。
49.在所述第一输送机构1与第二输送机构、第一输送机构1相重合的位置分别转换吸附极片的面,整个输送流程中无需翻转极片,避免了翻转过程中可能出现的极片受损情况,提高了输送效率。
50.作为本发明的进一步改进,在所述第二输送机构的上方设置有第二检测装置,所述第二检测装置用于对极片的正面图像进行实时的采集、分析和处理,并将处理结果送至主控单元,由所述主控单元判断极片的正面是否合格;所述第一检测装置2设置在第一输送机构1的下方,所述第一检测装置2用于对极片的反面图像进行实时的采集、分析和处理,并将处理结果送至主控单元,由所述主控单元判断极片的反面是否合格。由所述第一检测装置2和第二检测装置检测出的废片会在打料装置和补料装置3处统一进行处理。
51.所述第一检测装置2包括ccd相机、led灯组、显示屏和视觉控制器,所述led灯组包括分别设置在ccd相机两侧的两个led灯,所述第二检测装置的结构与第一检测装置2一致。
52.通过设置第一检测装置2和第二检测装置,分别检测出反面和正面不合格的极片,经由所述打料装置打料、补料装置3补料,最终到达第三输送机构的极片均为正面和反面检测合格的极片,下一步设备可直接进行后续处理,免去了常规分拣过程中需要单独设置的用于存放合格片的收料盒,同样也免去了对合格片的额外收集和至下一步设备处的上料操作,提高了生产效率。
53.作为本发明的进一步改进,所述打料装置的下方设置有废片收集装置4,所述废片收集装置4用于接收由打料装置打落的废片,可以设置在所述极片接受第一检测装置2检测的位置的下方,便于对废片进行集中管理。
54.所述打料装置有n个且均能独立控制,每一个所述打料装置处理一个对应位置的极片,所述补料装置3有n-1个且均能独立控制。
55.所述打料装置包括设置在第一输送机构1上的真空机构、真空控制阀、压缩空气机构和压缩空气控制阀,所述真空控制阀控制真空机构的启动和关闭,压缩空气控制阀控制压缩空气机构的启动和关闭,主控单元控制真空控制阀和压缩空气控制阀,压缩空气机构释放压缩空气将极片吹落。
56.所述主控单元采用plc控制系统。
57.一种极片补料方法,运用以上所述的电池的极片的输送系统,步骤如下:
58.s1.极片以n片极片的距离为一运动周期间歇性输送,n片极片为一组,对每组极片进行检测,一组极片内废片的个数为i,所述补料装置3上已缓存的合格片的个数为j;
59.当i=0时,执行步骤s2;
60.当i=n时,执行步骤s3;
61.当j<i<n时,执行步骤s4;
62.当0<i≤j时,执行步骤s5;
63.s2.即该组极片均为合格片,直接输送极片至第三输送机构;
64.s3.即该组极片均为废片,所述打料装置将一组废片全部打落,废片落入所述废片收集装置4;
65.s4.即所述补料装置3上缓存的合格片数量不足以填补该组极片的废片空位,因此所述打料装置将一组极片全部打落,其中,废片落入所述废片收集装置4,所述补料装置3收集并缓存该组极片中的合格片;
66.s5.即所述补料装置3上缓存的合格片数量足以填补该组极片的废片空位,因此所述打料装置将i个废片打落,废片落入所述废片收集装置4,所述补料装置3将i个缓存的合格片补入空位。
67.在步骤s3和步骤s4之后均还有填补空位的步骤,具体为:空位运动至所述第一输送机构1的末端时,下一步设备停止运动一个运动周期,此处所述运动周期为第一输送机构1的一个运动周期,即n个极片的距离,以消除打落废片后在所述第一输送机构1上产生的空位。
68.对极片进行检测的步骤包括:检测极片的正面和反面,具体地,对于同一片或同一组极片,所述第二检测装置检测在第二输送机构上输送的极片的正面,然后所述第一检测装置2检测在第一输送机构1上输送的极片的反面。
69.所述补料装置3缓存极片的步骤为:将所述极片吸住,所述补料装置3做远离第一输送机构1的运动,使得极片与所述第一输送机构1分离,所述极片停留在补料装置3处。
70.所述补料装置3补入极片的步骤为:所述补料装置3靠近第一输送机构1上的空位,停止对极片的吸附,所述第一输送机构1上的吸附装置将极片吸住,使得极片与所述补料装置3分离、补入第一输送机构1上的空位。
71.图2为本发明的极片补料方法的一种实施例流程图,其中,n=2,即每一组极片为两片。
72.首先,所述第二输送机构输送极片至第一输送机构1,经由所述第一检测装置2检测第一输送机构1上的两片极片并发送给主控单元,由所述主控单元判断是否存在废片;
73.若两片极片均为合格片,则所述第一输送机构1将极片输送至第三输送机构;
74.若两片极片均为废片,所述打料装置将两片极片打落使其落入废片收集装置4,当两个空位运动至所述第一输送机构1的末端时,所述第三输送机构保持不动,所述第二输送机构和第一输送机构1向前运动一个周期;
75.若两片极片为一废片与一合格片,所述补料装置3运动至合格片处,所述打料装置将两极片打落,废片落入所述废片收集装置4,合格片在所述补料装置3处缓存,当两个空位运动至所述第一输送机构1的末端时,所述第三输送机构保持不动,所述第二输送机构和第一输送机构1向前运动一个周期;待所述第一检测装置2再次检测到两片极片中有一废片,所述打料装置将废片打落使其落入废片收集装置4,所述补料装置3将缓存的合格片补入空位。
76.本发明所提供的技术方案,采用所述打料装置与补料装置3的配合,自动分拣废
片,自动填补废片留下的空位,无极片浪费,提高了生产效率,系统自动化、一体化程度高,检测效率和检测质量高。
77.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
78.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非是用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1