传动轴固定端节外环内螺纹自动检测机的制作方法
1.本发明涉及自动检测设备,具体是传动轴固定端节外环内螺纹自动检测机。
背景技术:
2.轿车等速万向节传动轴由固定端节、中间轴和移动端节构成,其中,固定端节是传动轴的重要安全部件,与轿车车轮的轮毂直接连接。发动机的动力通过差速器、移动端节、中间轴、固定端节、轮毂传递到车轮,从而驱动车轮转动。固定端节由外环、内环、保持架、钢球组成,还有附件胶罩、润滑脂、卡箍。固定端节外环内螺纹异常重要,对传动轴的总成与轮毂的连接有至关重要的影响,如果上述的螺纹不合格,将影响总成的功能,会出现固定端节连接松动、失效,从而引起异响、磨损严重、传递效率降低、使用寿命缩短等问题,更为严重的是会出现传动轴脱落,出现事故,用户不满,存在被召回的风险。以往对固定端节外环内螺纹的检测,是在加工时操作人100%检测,在进行成品检验时,检验员进行第二次100%检测,在进行总成装配后,装配检验员进行第三次100%检测,以防止不合格品装成总成发到主机厂,检测成本高且效率低,由于人为检测因素,经常发生装配成整轴后的固定端节外环内螺纹再次抽检时不合格现象,则需要将该批传动轴重新进行100%螺纹检验,并将不合格的传动轴进行拆解,对不合格的固定节进行更换,以符合要求。拆解后,该固定端节外环、卡箍、钢球、润滑脂、胶罩等零件全部报废,造成了材料和物料的严重浪费,增加了生产成本,并且导致总装效率低下。即便进行了三次100%人工检测,由于人为因素,仍有将不合格品装成总成发货至用户方的风险,在传动轴使用一段时间就会出现异响或失效现象,甚至在主机厂现场装车就会出现无法装配而停线的现象,导致主机厂退货或索赔现象,给单位造成巨大损失。因此,亟需一种可以对固定端节外环内螺纹在线100%进行自动检测且检测结果可靠、效率高的机器,从而代替三次人工检测方式,不但提高了生产效率,且100%保证固定端节外环内螺纹合格。
技术实现要素:
3.本发明的目的是提供一种传动轴固定端节外环内螺纹自动检测机,能够对固定端节外环内螺纹进行在线自动检测,其检测准确且检测效率高。
4.本发明的技术方案是:传动轴固定端节外环内螺纹自动检测机,具有机架、与机架固连的工作台板,在工作台板上装有移栽机构、螺纹检测机构、进料辊道、出料辊道,螺纹检测机构置于移栽机构的上方,进料辊道设在工作台板左侧,出料辊道设在工作台板右侧,机架上装有启动开关、急停按钮,机架后侧设有电器柜,机架上或电器柜表面装有触控屏;
5.所述的移栽机构,包括机械托盘、夹紧气缸、移栽气缸,机械托盘与其下面的支撑块固连,支撑块与工作台板固连,在工作台板上固装两根纵向导轨,两根纵向导轨上装有滑动连接的水平滑板,水平滑板上固装有两根横向导轨,横向导轨上装有滑动连接的移栽夹板,移栽夹板上设有多个成对或单一夹紧凸块,夹紧气缸的不动端固装在水平滑板上,可动端与两个移栽夹板固连;移栽气缸的不动端固连在工作台板下面,移栽气缸的可动端通过
让位槽与水平滑板固连;在支撑块上装有水平限位器,在工作台板上装有对射传感器b、对射传感器c、对射传感器d;
6.所述的进料辊道,其辊道工作面与机械托盘的上平面平齐,进料辊道左端入口处装有对射传感器a,进料辊道右端固装有调速电机a,进料辊道的右端出口处装有挡停气缸,挡停气缸的不动端与工作台板固连,挡停气缸的可动端固装有v形挡块,v形挡块底部装有位置传感器;
7.所述的出料辊道,其辊道工作面与机械托盘的上平面平齐,出料辊道右端固装有调速电机b,出料辊道右端装有料位识别传感器;出料辊道左端装有推料气缸,推料气缸的不动端与出料辊道基体固连,推料气缸的可动端与装在推料气缸前面的ng料道相对,ng料道与工作台板和机架固连;ng料道入口处装有对射传感器e;
8.所述的螺纹检测机构,具有两根垂直导轨、垂直滑板、伺服电机、联轴器、扭矩传感器、轴承座、离合器、弹性伸缩机构、伸缩杆、位置标盘、十字万向节、螺纹检测头、导向座、垂直限位器、感应位置开关、激光传感器、控制气缸、连接板、调紧机构、压紧气缸、压板;所述的两根垂直导轨与机架固连,联轴器体、离合器体、扭矩传感器体、轴承座体、导向座体分别固装在垂直滑板上,控制气缸的不动端固装在机架后面;所述的垂直滑板与垂直导轨滑动连接,伺服电机装在垂直滑板的上端,伺服电机的转动端通过联轴器与扭矩传感器的上端固连,扭矩传感器的下端通过另一个联轴器与轴承座的上端固连,轴承座的下端与离合器的上端固连,离合器的下端固装有弹性伸缩机构,弹性伸缩机构下端装有伸缩杆,伸缩杆上固装有位置标盘,伸缩杆的下端与十字万向节上端固连,十字万向节下端与螺纹检测头的杆部固连,螺纹检测头的杆部与导向座滑动连接,垂直滑板下部在机架上固装有垂直限位器;感应位置开关固装在垂直滑板上,激光传感器固装在垂直滑板上;控制气缸的可动端通过连接板与垂直滑板固连;调紧机构固装在垂直滑板上;在工作台板上安装有压紧气缸,压紧气缸的不动端与工作台板固连,压紧气缸的可动端与压板固连。
9.所述的电器柜内装有控制器,控制器的信号输入端与对射传感器a、对射传感器b、对射传感器c、对射传感器d、对射传感器e、感应位置开关、料位识别传感器、扭矩传感器、激光传感器、垂直限位器、水平限位器、ng件识别传感器、位置传感器、触控屏的信号输出端分别通过信号线电连接,控制器的信号输出端与夹紧气缸、挡停气缸、移栽气缸、压紧气缸、控制气缸、推料气缸、伺服电机、调速电机a、调速电机b、声光报警器、触控屏的信号输入端分别通过信号线电连接。
10.所述的工作台板下面由机架、地脚支撑,工作台板上固装有框架,触控屏和声光报警器固装在框架或电器柜上。
11.所述的推料气缸,其可动端装有v形推块。
12.所述的夹紧凸块上设有与固定端节外环接触的转轮。
13.本发明的检测原理是:在固定端节外环夹紧不动的情况下,用螺纹检测头旋入固定端节外环内螺纹进行全长范围的检测,螺纹检测头的行程达到设定值,且旋转过程中扭矩传感器所测出的扭矩符合要求,则说明螺纹合格,否则报警提示。
14.本发明的优点是:能对固定端节外环内螺纹在线100%进行自动检测,并将自动检测机并入生产线,不但替代了三次人工检测方式,降低了操作人的劳动强度,而且大大提高了生产效率,且100%保证固定端节外环内螺纹合格,年可节省成本至少30万元。以往对固
定端节外环内螺纹的检测,是在加工时操作人100%检测,在进行成品检验时,检验员进行第二次100%检测,在进行总成装配后,装配检验员进行第三次100%检测,以防止不合格品装成总成发到主机厂,检测成本高且效率低,由于人为检测因素,经常发生装配成整轴后的固定端节外环内螺纹再次抽检时不合格现象,则需要将该批传动轴重新进行100%螺纹检验,并将不合格的传动轴进行拆解,对不合格的固定节进行更换,以符合要求。拆解后,该固定端节的外环、卡箍、钢球、润滑脂、胶罩等零件全部报废,造成了材料和物料的严重浪费,增加了生产成本,并且导致总装效率低下。即便进行了三次100%人工检测,由于人为因素,仍有将不合格品装成总成发货至用户方的风险,在传动轴使用一段时间就会出现异响或失效现象,甚至在主机厂现场装车就会出现无法装配而停线的现象,导致主机厂退货或索赔现象,给单位造成巨大损失。本发明彻底解决了上述问题,不但对固定端节外环内螺纹在线100%进行自动检测、检测结果可靠、效率高,并且替代了三次人工检测方式,降低了操作人的劳动强度,还100%保证固定端节外环内螺纹合格,提高了产品质量。其检测效率至少提高了6倍(操作者手工检测一件需要30秒,三次检验需要90秒,在线检测只需要12秒),增加了顾客满意度,提升了企业的核心竞争力。由于三班节省3位检验人员,故每年可以节省人力成本30万元。
附图说明
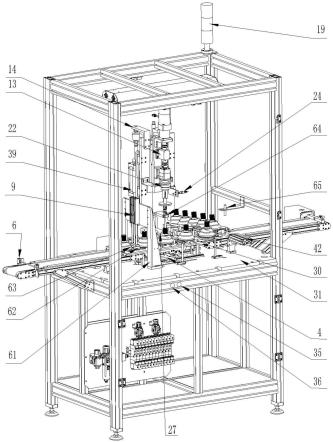
15.图1本发明传动轴固定端节外环内螺纹自动检测机的主视结构示意图。
16.图2是图1的左视结构示意图。
17.图3是图1的右视结构示意图。
18.图4是图1的后视结构示意图。
19.图5是图1的俯视结构示意图。
20.图6是图1中连接在工作台板上的工件放大图。
21.图7是图2中连接在工作台板上的工件放大图。
22.图8是本发明自动检测机的第一立体图。
23.图9是本发明自动检测机的第二立体图。
24.图10是图9中螺纹检测机构放大图。
25.图11是被检测工件-固定端节外环的外形图。
26.图12是图11中a-a剖面图。
27.图13是螺纹检测头结构示意图。
28.图14是图5中a部放大图。
29.图15是本发明控制系统的连接关系框图。
30.图中:(图1中)1地脚、2气源处理器、3机架、4水平滑板、5进料辊道、6对射传感器a、7固定端节外环、8垂直限位器、9挡停气缸、10伸缩杆、11激光传感器、12联轴器、13扭矩传感器、14连接板、15框架、16内置光源、17伺服电机、18螺纹检测机构、19声光报警器、20垂直滑板、21轴承座、22离合器、23弹性伸缩机构、24感应位置开关、25位置标盘、26十字万向节、27压板、28出料辊道、29支撑块、30机械托盘、31工作台板、32水平限位器、33移栽机构、34夹紧气缸、35急停按钮、36启动开关、(图2中)37压紧气缸、38ng料道、39控制气缸、40调紧机构、41垂直导轨、42推料气缸、(图5中)43移栽夹板、44夹紧凸块、45转轮、46挡停位置、47预检位
置、48电器柜、49检测位置、50预出料位置、51出料位置、52对射传感器e、53v形推块、54对射传感器d、55推件凸块、56对射传感器c、57对射传感器b、58夹件窝、(图6中)59连接块、60移栽气缸、(图8中)61支架、62v形挡块、63位置传感器、64导向座、65ng件识别传感器、(图9中)66料位识别传感器、67纵向导轨、68让位槽、69横向导轨、(图13中)70杆部、(图11中)71柄部、(图12中)72内螺纹、73基准面、74大端、(图13中)75螺纹检测头、(图4中)76触控屏、77调速电机a、78调速电机b。
具体实施方式
31.本发明传动轴固定端节外环内螺纹自动检测机,具有地脚1,地脚上固装有机架3,机架上固装有工作台板31,工作台板上固装有框架15,框架上装有触控屏76和声光报警器19。工作台板上装有移栽机构33、螺纹检测机构18,工作台板左侧装有进料辊道5、右侧装有出料辊道28。
32.所述的移栽机构33,包括机械托盘30,机械托盘通过支撑块29固装在工作台板上面,支撑块上固装有水平限位器32,两根纵向导轨67固装在工作台板上面(位于机械托盘下面),水平滑板4与纵向导轨滑动连接,两根横向导轨69固装在水平滑板上,移栽夹板43与横向导轨滑动连接,移栽夹板设有三个夹件窝58,一个推件凸块55,移栽夹板设有多个成对或单一夹紧凸块44,夹紧凸块上设有转轮45。夹紧气缸34为开口式,夹紧气缸的不动端固装在水平滑板上,可动端与两个移栽夹板固连。移栽气缸60的不动端固连在工作台板下面,移栽气缸的可动端通过让位槽68与水平滑板固连。在工作台板上固装有对射传感器b57、对射传感器c56,对射传感器d54。
33.进料辊道5固装在工作台板上和机架3上,机架与工作台板固连,进料辊道的工作面与机械托盘的上平面在同一平面上。进料辊道左端入口处装有对射传感器a6,进料辊道右端固装有调速电机a77。进料辊道的右端出口处装有挡停气缸9,挡停气缸的不动端与工作台板31固连,挡停气缸的可动端固装有v形挡块62,v形挡块底部装有位置传感器63。
34.出料辊道28固装在工作台板和机架上,出料辊道的工作面与机械托盘的上平面在同一平面上,出料辊道右端固装有调速电机b78。出料辊道右端装有料位识别传感器66。出料辊道左端装有推料气缸42,推料气缸的不动端与出料辊道体固连,推料气缸的可动端固装有v形推块53。推料气缸前面装有ng料道38,ng料道与工作台板和机架固连。ng料道入口处装有对射传感器e52。
35.螺纹检测机构18,包括两根垂直导轨41固装在机架上,垂直滑板20与垂直导轨滑道连接,垂直滑板的上端固装有伺服电机17,伺服电机的转动端通过联轴器12与扭矩传感器13的上端固连,扭矩传感器的下端通过另一个联轴器与轴承座21的上端固连,轴承座的下端与离合器22的上端固连,离合器的下端固装有弹性伸缩机构23,弹性伸缩机构下端装有伸缩杆10,伸缩杆上固装有位置标盘25,伸缩杆的下端与十字万向节26上端固连,十字万向节下端与螺纹检测头75的杆部70固连,螺纹检测头的杆部70通过导向座64,与导向座滑动连接,垂直滑板下部,在机架上固装有垂直限位器8。感应位置开关24固装在垂直滑板上,激光传感器11固装在垂直滑板上。控制气缸39的不动端固装在机架后面,控制气缸的可动端通过连接板14与垂直滑板固连。调紧机构40固装在垂直滑板后面。在工作台板的后面安装有压紧气缸37,压紧气缸的不动端与工作台板固连,压紧气缸的可动部分与压板27连接。
前侧机架上固装有启动开关36和急停按钮35。电器柜48安装在本机的右后侧。
36.本发明控制系统包括电器柜48,电器柜内装有控制器,控制器的信号输入端与对射传感器a6、对射传感器b57、对射传感器c56、对射传感器d54、对射传感器e52、感应位置开关24、料位识别传感器66、扭矩传感器13、激光传感器11、垂直限位器8、水平限位器32、ng件识别传感器65、位置传感器63、触控屏76的信号输出端分别通过信号线电连接;控制器的信号输出端与夹紧气缸34、挡停气缸9、移栽气缸60、压紧气缸37、控制气缸39、推料气缸42、伺服电机17、调速电机a77、调速电机b78、声光报警器19、触控屏76的信号输入端分别通过信号线电连接。
37.所述的联轴器体、离合器体、扭矩传感器体、轴承座体、导向座体分别固装在垂直滑板20上。
38.如图11-12所示,固定端节外环(工件)7设有基准面73、大端74、柄部71、柄部内设有内螺纹72。
39.所述的伺服电机17,为现有技术产品,伺服电机可以精确控制旋转角度。
40.所述的伸缩缸是现有技术的机械产品,伸缩缸一般具有作为定端的缸体,该缸体固定安装在与其对应的部件上,伸缩缸还具有作为动端的伸缩端,伸缩端在设计行程内沿其轴向进行往复运动,伸缩缸主要分为气动伸缩缸、电动伸缩缸、电磁伸缩缸和液压伸缩缸等,本技术中,优选气动伸缩缸、电动伸缩缸;其中,气动伸缩缸是将压力气体转化为机械动作的现有技术产品,现场总气源输出的压力气体经过气源处理器2的三联件进行过滤、稳压后再通过各气管输送给各气动伸缩缸等使用。
41.如图1所示,所述的机架3用于将所述各装置中的部件支撑于地面之上的指定位置,机架3上装有封闭罩。所述的螺纹检测机构18和移栽夹板43、工作台板31位于所述的封闭罩中,用于对各部件进行防护;所述的封闭罩由边框和固装在相邻边框之间的半透明或不透明的板材合围构成;现场操作人员可以通过触控屏来实时观察设备运行状态。
42.控制器和各执行器以及各需要屏蔽和防护的电子设备安装在电器柜48里,控制器的人机接口优选触控屏,触控屏设在电气柜的表面或安装在机架3上,便于现场工作人员进行操作,工作人员可在该触控屏上控制整机的运行或对各种参数进行调整。机架或电气柜上装有声光报警器19,用于显示传动轴固定端节外环内螺纹自动检测机的工作状态,或对发生的故障进行声光报警。
43.本传动轴固定端节外环内螺纹自动检测机的工作过程是:将固定端节外环7(工件)放到进料辊道5左端进口处,大端朝下,对射传感器a6探测到有工件,则调速电机a77带动进料辊道运动,将固定端节外环向右运送到挡停位置46,当固定端节外环接触到挡停气缸9伸缩端的v形挡块62时被挡停,v形挡块底部的位置传感器63探测到有工件时,进料辊道停止运动,挡停气缸9的伸缩端带动v形挡块升起到原位。夹紧气缸34带动两块移栽夹板43沿横向导轨69相向运动,夹紧固定端节外环7(移栽夹板的夹紧窝夹紧固定端节外环,每个夹紧窝上的两个夹紧凸块44上的转轮45与固定端节外环接触,目的是易于将固定端节外环夹正,又不夹伤固定端节外环表面),移栽气缸60的伸缩端带动连接块59、水平滑板4、移栽夹板沿纵向导轨67通过让位槽68向右运动,直至接触水平限位器32停止运动,将工件运送到预检位置47,夹紧气缸带动两块移栽夹板沿横向导轨背向运动,松开固定端节外环,移栽气缸60的伸缩端带动连接块59、水平滑板、移栽夹板沿纵向导轨通过让位槽向左运动,直至
接触左侧的水平限位器32停止运动。对射传感器b57在预检位置探测到有工件,挡停气缸9的伸缩端带动v形挡块下降,进料辊道5再次启动传递工件,当v形挡块底部的位置传感器63探测到有工件时,进料辊道停止运动,挡停气缸的伸缩端带动v形挡块升起到原位。夹紧气缸带动移栽夹板夹紧工件,移栽气缸带动移栽夹板向右运动接触水平限位器停止运动,将工件运送到检测位置49,当对射传感器c56在检测位置探测到有工件,压紧气缸37的伸缩端带动压板27压靠固定端节外环7的基准面73,移栽夹板打开,并向左运动直至接触水平限位器停止运动,与此同时,螺纹检测机构18中,控制气缸39通过连接板14带动垂直滑板20沿垂直导轨41向下运动直至接触垂直限位器8,此时螺纹检测头75在弹性伸缩机构23的作用下与固定端节外环内螺纹72弹性接触。垂直滑板上的伺服电机17可动端通过联轴器12、扭矩传感器13、轴承座21、离合器22、弹性伸缩机构23、伸缩杆10、十字万向节26、导向座64带动螺纹检测头旋入固定端节外环内螺纹中进行检测,当感应位置开关24感应到检测机构向下运动的位置符合要求,同时激光传感器11通过探测伸缩杆上的位置标盘25确定伸缩杆伸出的长度符合设定要求时,说明螺纹检测头通过了固定端节外环内螺纹的全长,若测出的扭矩符合设定要求,则说明固定端节外环内螺纹合格,否则报警提示,控制器会记住不合格件。伺服电机可动端带动螺纹检测头反向旋转退出固定端节外环内螺纹,控制气缸带动垂直滑板回退到原位。联轴器12的作用是消除不同轴的影响;离合器22的作用是当扭矩过大时脱开起保护螺纹检测头的作用;弹性伸缩机构的作用是保证螺纹检测头在旋入和旋出螺纹全长过程中无轴向限制;十字万向节的作用是保证螺纹检测头垂直方向运动,不受横向力干扰;轴承座21与垂直滑板固连,起转动支撑作用;导向座64的作用是便于螺纹检测头易于导入内螺纹。移栽夹板重复上述动作,再次夹紧工件向右运送,被检测后的工件运送到预出料位置50,移栽夹板重复上述动作,再次夹紧工件向右运送,在预出料位置的工件被移栽夹板的推件凸块55送到出料位置51,当对射传感器d54探测到有工件,调速电机b78带动出料辊道28运动,将工件送出,当合格的工件到达出料辊道末端,料位识别传感器66探测到有工件,通知下道机械手来抓取工件。当不合格的工件经过出料辊道被ng件识别传感器65感应到时,推料气缸42的伸缩端带动v形推块53将不合格件推进ng料道,当对射传感器e52探测到有工件,报警提示操作者ng料道38已满,需要清空ng料道。调整机构的作用是需要时调整垂直滑板与垂直导轨间的间隙。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1