一种产品自动分拣设备的制作方法
1.本发明涉及3c行业自动化生产设备技术领域,特别涉及一种产品自动分拣设备。
背景技术:
2.产品在生产环节中,需要对测试后的产品进行分拣。其人工分拣测试后产品,作业成本高、人力投入大;产品测试出现功能问题时,需进行人工分拣,效率较低。
技术实现要素:
3.根据本发明的一个方面,提供了一种产品自动分拣设备,包括机架以及设于机架上的
4.第一输送装置,一端设有第一治具输入,第一治具上阵列有若干工件;
5.第二输送装置,位于第一输送装置的下方;
6.分拣装置,设于第一输送装置的一端上方,配置为剥取第一治具上的工件;
7.升降输送装置,位于第一输送装置、第二输送装置的一端,
8.升降输送装置包括第一驱动模组、皮带输送模组,皮带输送模组设于第一驱动模组的驱动端;在第一驱动模组的驱动下,皮带输送模组能够与第一输送装置或第二输送装置衔接。
9.本发明提供一种能够对产品进行下料分拣的自动化设备,主要针对3c行业的充电器产品的分拣。本设备中,工件随着第一治具在第一输送装置的工作下进入本设备,在分拣装置的对第一治具进行下料分拣后,空载的第一治具进入皮带输送模组中,并在第一驱动模组随着下降,待皮带输送模组与第二输送装置衔接,空载的治具输入第二输送装置中,经第二输送装置回流。通过本设备,能够直接节省人力,生产人力成本,提高生产效率。
10.在一些实施方式中,分拣装置包括第一驱动件、升降平台、第二导向组件、第二驱动件、滑动平台以及两个剥料机构;
11.升降平台通过第二导向组件设于机架上,第一驱动件设于机架上且与升降平台驱动连接,滑动平台设于升降平台上,第二驱动件设于升降平台且与滑动平台驱动连接,两剥料机构设于滑动平台上且对向分布。
12.由此,第一驱动件负责竖直驱动,能够驱动升降平台升降;第二驱动件负责纵向驱动,能够驱动滑动平台水平滑动。分拣装置的工作过程中:第一驱动件启动,使的两剥料机构在竖直方向上靠近第一输送装置上的第一治具,在第二驱动件的调整下,两个剥料机构相互配合并对第一治具上的工件实施夹紧动作,最后在第一驱动件的驱动下,工件从治具中脱离,从而对工件进行分拣。
13.在一些实施方式中,剥料机构包括第三驱动件、滑动杆以及若干夹爪组件,滑动杆可滑动地滑动平台上,第三驱动件设于滑动平台上且与滑动杆驱动连接,若干夹爪组件阵列在滑动杆上;
14.两剥料机构的夹爪组件对工件进行剥取。
15.由此,剥料机构中,第三驱动件驱动滑动杆滑动,两个剥料机构的夹爪组件对向滑动,从而对工件进行抓取。
16.在一些实施方式中,分拣装置还包括两个对称分布的压紧组件,压紧组件设于机架上且位于第一输送装置的一端的两侧位置,
17.压紧组件设有与第一治具两侧相抵的限位块。
18.由此,通过设置压紧组件对第一治具进行限位,从而保证工件从第一治具上进行剥离。
19.在一些实施方式中,第一驱动模组为电机丝杆升降驱动模组,第一驱动模组的驱动端设有安装板,皮带输送模组设于安装板上。
20.由此,第一驱动模组驱动安装板升降活动,从而带动皮带输送模组进行升降活动。
21.在一些实施方式中,一种产品自动分拣设备还包括顶升装置,顶升装置设于机架上且位于第一输送装置的一端下方,
22.顶升装置包括安装平台、第四驱动件、升降板以及若干第一导向组件,安装平台固定在机架上,第四驱动件的固定端安装在安装平台上,升降板通过若干第一导向组件设于安装平台上且与第四驱动件的驱动端驱动连接。
23.升降板的边沿均设有限位块,当顶升装置对第一治具顶起时,第一治具的边沿与限位块接触限位。
24.由此,顶升装置能够将第一治具提升,并与第一输送装置分离,从而方便分拣装置的分拣工作。顶升装置的工作过程中,第四驱动件驱动升降板升降活动,升降板与第一治具接触,第一治具落入升降板处,从而使第一治具上升并脱离第一输送装置。
25.在一些实施方式中,第一输送装置包括两对称分布的滚轮运输带,两滚轮运输带外侧均设有限位杆,第一治具在两滚轮运输带上进行输送并且限位在两个限位杆之间。
26.由此,第一输送装置由上述结构构成。
27.在一些实施方式中,一种产品自动分拣设备还包括阻挡装置,阻挡装置设于机架上且位于两个滚轮运输带之间;
28.阻挡装置包括第一阻挡块和阻挡机构,第一阻挡块、阻挡机构前后分布,第一阻挡块设有供第一治具滑过的斜面;
29.阻挡机构包括第五驱动件、第二阻挡块,第二阻挡块铰接在第五驱动件的驱动端。
30.由此,通过阻挡装置,能够保证治具落入正确的检测工位,保证检测工作的顺利完成。
31.在一些实施方式中,一种产品自动分拣设备还包括移料装置、第三输送装置,移料装置、第三输送装置均设于机架上,移料装置位于分拣装置的上方,第三输送装置位于移料装置的一端;
32.移料装置包括第二驱动模组、第三驱动模组、第四驱动模组以及抓取机构,第三驱动模组设于第二驱动模组的驱动端,第四驱动模组设于第三驱动模组的驱动端,抓取机构设于第四驱动模组的驱动端;
33.第二驱动模组、第三驱动模组、第四驱动模组的驱动方向相互垂直分布。
34.由此,本设备中,在分拣装置剥料后,移料装置将剥离的工件输送道第二治具上,由第三输送装置对工件进行输出。
35.在一些实施方式中,抓取机构包括第六驱动件、安装架以及设于安装架上的若干抓取组件;安装架可活动设置,第六驱动件与安装架驱动连接;
36.抓取组件包括抓夹元件、两个夹板,两设于抓夹元件的驱动端。
37.由此,抓取机构由抓夹元件驱动两个夹板对工件进行抓取。
附图说明
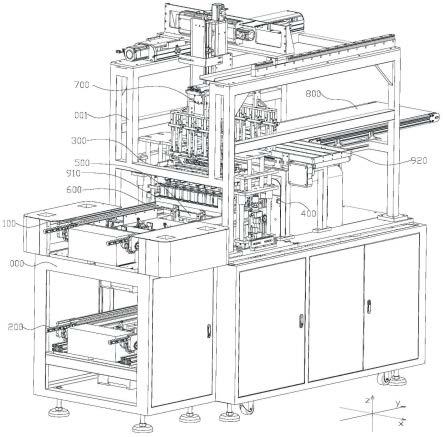
38.图1为本发明一实施方式的产品自动分拣设备的立体结构示意图。
39.图2为图1所示产品自动分拣设备的立体结构示意图。
40.图3为图1所示产品自动分拣设备中部分结构的立体结构示意图。
41.图4为图3所示部分结构的另一视角的立体结构示意图。
42.图5为图1所示产品自动分拣设备中升降输送装置的立体结构示意图。
43.图6为图1所示产品自动分拣设备中分拣装置装置的立体结构示意图。
44.图7为图1所示产品自动分拣设备中顶升装置的立体结构示意图。
45.图8为图1所示产品自动分拣设备中另一部分结构的立体结构示意图。
46.图9为图1所示产品自动分拣设备中移料装置的立体结构示意图。
47.图中标号:000-机架、001-龙门架、100-第一输送装置、110-滚轮运输带、120-限位杆、200-第二输送装置、300-分拣装置、310-第一驱动件、320-升降平台、330-第二导向组件、340-第二驱动件、350-滑动平台、360-剥料机构、361-第三驱动件、362-滑动杆、363-夹爪组件、3631-安装块、3632-夹片、370-压紧组件、371-限位块、400-升降输送装置、410-第一驱动模组、420-皮带输送模组、430-安装板、500-顶升装置、510-安装平台、520-第四驱动件、530-升降板、540-第一导向组件、550-限位块、600-阻挡装置、610-第一阻挡块、620-阻挡机构、621-第五驱动件、622-第二阻挡块、700-移料装置、710-第二驱动模组、720-第三驱动模组、730-第四驱动模组、740-抓取机构、741-第六驱动件、742-安装架、743-抓取组件、7431-抓夹元件、7432-夹板、800-第三输送装置、910-第一治具、920-第二治具、a-工件。
具体实施方式
48.下面结合附图对本发明作进一步详细的说明。
49.图1-2示意性地显示了根据本发明的一种实施方式的产品自动分拣设备。如图所示,该装置包括机架000、第一输送装置100、第二输送装置200、分拣装置300、升降输送装置400、顶升装置500、阻挡装置600、移料装置700以及第三输送装置800,第一输送装置100、第二输送装置200、分拣装置300、升降输送装置400、顶升装置500、阻挡装置600、移料装置700以及第三输送装置800均设于机架000上。第一治具910从第一输送装置100的一端输入,第一治具910上阵列有若干工件a。
50.结合图1,第一治具910从第一输送装置100处进入,为更好地对本实施例中的各个部件进行说明,采用x、y、z轴三维概念对本实施例进行详细说明。以第一治具910的前进方向(即第一输送装置100的输送方向)为y轴,垂直于y轴的纵向为x轴,垂直y轴的竖直方向为z轴。x轴与y轴组成的平面为xy平面,x轴与z轴组成的平面为xz平面,y轴与z轴组成的平面为yz平面。而且,结合附图1-2,以箭头方向为正向,对本说明书中的前、后、左、右、上、下方位进行进行说明:y轴的正向为前方位,反之则为后方位;z轴的正向为上方位,反之则为下
方位;x轴的正向为右侧方位,反之则为左侧方位。
51.结合图1,第一输送装置100设于机架000的上端面,第二输送装置200位于机架000的下部,第一输送装置100、第二输送装置200上下分布。分拣装置300设于第一输送装置100的前端上方,顶升装置500设于第一输送装置100的前端且位于分拣装置300的下方。升降输送装置400位于第一输送装置100、第二输送装置200的共同的前端。阻挡装置600设于第一输送装置100的前端与第一输送装置100平齐。机架000上设有龙门架001,移料装置700设于机架000的龙门架001上且位于剥料装置的前侧,第二输送装置200设于龙门架001上,且位于移料装置700的下方。
52.第一输送装置100配置为输入第一治具910;第二输送装置200配置为回流第一治具910;升降输送装置400配置为将第一输送装置100的第一治具910输入第二输送装置200中;分拣装置300配置为剥取第一治具910上的工件a;顶升装置500配置为将第一治具910顶升并使其脱离第一输送装置100;阻挡装置600配置将第一治具910限位在分拣装置300的工作端;移料装置700配置将剥离的工件a移至第二治具920中;第三输送装置800配置将第二治具920连同第二治具920上工件a进行输出。
53.结合图3-4,本设备中,工件a随着第一治具910在第一输送装置100的工作下进入本设备,在分拣装置300的对第一治具910进行下料分拣后,空载的第一治具910进入皮带输送模组420中,并在第一驱动模组410随着下降,待皮带输送模组420与第二输送装置200衔接,空载的治具输入第二输送装置200中,经第二输送装置200回流;移料装置700将将剥离的工件a移至第二治具920中;并由第三输送装置800将第二治具920连同第二治具920上工件a进行输出。通过本设备,能够直接节省人力,生产人力成本,提高生产效率。
54.结合图6,分拣装置300包括第一驱动件310、升降平台320、第二导向组件330、第二驱动件340、滑动平台350以及两个剥料机构360。升降平台320通过若干第二导向组件330设于机架000上,第一驱动件310设于机架000上且与升降平台320驱动连接,第一驱动件310负责竖直驱动,能够驱动升降平台320升降;第一驱动件310设有两个,两个第一驱动件310对称分布在第一输送装置100的左右两侧位置。滑动平台350设于升降平台320上,第二驱动件340负责横向驱动,能够驱动滑动平台350水平滑动。第二驱动件340设于升降平台320且与滑动平台350驱动连接,两剥料机构360设于滑动平台350上且对向分布。
55.分拣装置300的工作过程中:第一驱动件310启动,使的两剥料机构360在竖直方向上靠近第一输送装置100上的第一治具910,在第二驱动件340的调整下,两个剥料机构360相互配合并对第一治具910上的工件a实施夹紧动作,最后在第一驱动件310的驱动下,工件a从治具中脱离,从而对工件a进行分拣。
56.结合图6,剥料机构360包括第三驱动件361、滑动杆362以及若干夹爪组件363,滑动杆362可滑动地滑动平台350上,滑动杆362能够沿x轴方向左右滑动,第三驱动件361设于滑动平台350上且与滑动杆362驱动连接,第三驱动件361的驱动方向为x轴,若干夹爪组件363阵列在滑动杆362上;两剥料机构360的夹爪组件363对工件a进行剥取。剥料机构360中,第三驱动件361驱动滑动杆362滑动,两个剥料机构360的夹爪组件363对向滑动,从而对工件a进行抓取。本实施例中,夹爪组件363包括安装块3631和夹片3632,安装块3631安装在滑动杆362上,夹片3632安装在安装块3631上。
57.分拣装置300还包括两个对称分布的压紧组件370,压紧组件370设于机架000上且
位于第一输送装置100的前端的左右两侧位置,压紧组件370设有与第一治具910两侧相抵的限位块550371。通过设置压紧组件370对第一治具910进行限位,从而保证工件a从第一治具910上进行剥离。
58.结合图5,升降输送装置400包括第一驱动模组410、皮带输送模组420,皮带输送模组420设于第一驱动模组410的驱动端;在第一驱动模组410的驱动下,皮带输送模组420能够与第一输送装置100或第二输送装置200衔接。
59.本实施例中,第一驱动模组410沿z轴竖向驱动,第一驱动模组410为电机丝杆升降驱动模组,第一驱动模组410的驱动端设有安装板430,皮带输送模组420设于安装板430上。第一驱动模组410驱动安装板430升降活动,从而带动皮带输送模组420进行升降活动。
60.结合图7,顶升装置500包括安装平台510、第四驱动件520、升降板530以及若干第一导向组件540,安装平台510固定在机架000上,第四驱动件520的固定端安装在安装平台510上,第四驱动件520沿z轴竖向驱动,升降板530通过若干第一导向组件540设于安装平台510上且与第四驱动件520的驱动端驱动连接。升降板530的边沿均设有限位块550371,当顶升装置500对第一治具910顶起时,第一治具910的边沿与限位块550371接触限位。顶升装置500能够将第一治具910提升,并与第一输送装置100分离,从而方便分拣装置300的分拣工作。顶升装置500的工作过程中,第四驱动件520驱动升降板530升降活动,升降板530与第一治具910接触,第一治具910落入升降板530处,从而使第一治具910上升并脱离第一输送装置100。
61.结合图3-4,第一输送装置100包括两对称分布的滚轮运输带110,两滚轮运输带110外侧均设有限位杆120,第一治具910在两滚轮运输带110上进行输送并且限位在两个限位杆120之间。
62.第二输送装置200与第一输送装置100结构相同,第二输送装置200的输送方向与第一输送装置100的输送方向相反,第二输送装置200为第一治具910的回流输送。
63.结合图4,阻挡装置600设于机架000上且位于两个滚轮运输带110之间;阻挡装置600包括第一阻挡块610和阻挡机构620,第一阻挡块610、阻挡机构620前后分布,第一阻挡块610设有供第一治具910滑过的斜面;阻挡机构620包括第五驱动件621、第二阻挡块622,第二阻挡块622铰接在第五驱动件621的驱动端。通过阻挡装置600,能够保证治具落入正确的检测工位,保证检测工作的顺利完成。
64.结合图8-9,移料装置700包括第二驱动模组710、第三驱动模组720、第四驱动模组730以及抓取机构740,第三驱动模组720设于第二驱动模组710的驱动端,第四驱动模组730设于第三驱动模组720的驱动端,抓取机构740设于第四驱动模组730的驱动端;第二驱动模组710、第三驱动模组720、第四驱动模组730的驱动方向相互垂直分布。本设备中,在分拣装置300剥料后,移料装置700将剥离的工件a输送道第二治具920上,由第三输送装置800对工件a进行输出。
65.抓取机构740包括第六驱动件741、安装架742以及设于安装架742上的若干抓取组件743;抓取组件743包括抓夹元件7431、两个夹板7432,两设于抓夹元件7431的驱动端。抓取机构740由抓夹元件7431驱动两个夹板7432对工件a进行抓取。
66.工件a随着第一治具910在第一输送装置100的工作下进入本设备,本设备的工作过程中:
67.阻挡:第五驱动件621驱动,第二阻挡块622对第一治具910进行阻挡,第一治具910受限位在第一阻挡块610、第二阻挡块622之间。
68.顶升:第四驱动件520驱动升降板530升降活动,升降板530与第一治具910接触,第一治具910落入升降板530处,从而使第一治具910上升并脱离第一输送装置100。
69.分拣:第一驱动件310启动,使的两剥料机构360在竖直方向上靠近第一输送装置100上的第一治具910;在第二驱动件340的调整下,两个剥料机构360相互配合并对第一治具910上的工件a实施夹紧动作,第三驱动件361驱动滑动杆362滑动,两个剥料机构360的夹爪组件363对向滑动;最后,在第一驱动件310的驱动下,工件a从治具中脱离,从而对工件a进行分拣。
70.(空载的第一治具910进入皮带输送模组420中,并在第一驱动模组410随着下降,待皮带输送模组420与第二输送装置200衔接,空载的治具输入第二输送装置200中,经第二输送装置200回流;)
71.移料:分拣装置300剥料后,移料装置700将剥离的工件a输送道第二治具920上,由第三输送装置800对工件a进行输出。
72.输出:第三输送装置800将第二治具920连同第二治具920上工件a进行输出。
73.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1