粗刨竹条智能分选设备与自动捆扎方法
1.本发明涉及一种粗刨竹条分选设备及方法,特别涉及一种智能化、高效的粗刨竹条分选设备及方法,属于竹材加工领域。
背景技术:
2.我国竹类资源丰富,竹材加工产业历史悠久,竹材由于其独特优异的物理力学性能,应用广泛。竹材加工成竹条后,需要根据厚度规格进行分选捆扎,目前的竹材加工产业仍然延续使用二十多年前的加工设备,不同规格的竹条通过人工进行分选捆扎,效果参差不齐,效率低下,没有实现自动化,导致整个加工过程的速度受到制约,技术升级缓慢,存在竹材加工效率低下,成本高等问题。
3.具体体现在现有的同类设备主要通过人工测量和分选,最后需要通过机械手对竹条进行抓取运送,分选速度受到很大限制,难以实现连续化,整体设备庞大,占用场地空间大,且设备功能单一。
技术实现要素:
4.本发明粗刨竹条分选设备及方法公开了新的方案,采用具有竹条输入装置、竹条循环分选装置、plc控制器的粗刨竹条分选设备,利用plc控制器控制竹条输入装置、竹条循环分选装置协同工作,根据竹条的外部情况将竹条分成合格竹条与缺陷竹条,再将合格竹条根据不同的厚度分选,实现高效自动化、连续化、智能化的竹条分选,解决了现有同类方案采用人工分选,效率低下,分选效果参差不齐,占用场地空间大的问题。
5.本发明粗刨竹条分选设备包括竹条输入装置、竹条循环分选装置、plc控制器,plc控制器与竹条输入装置、竹条循环分选装置电控连接,竹条输入装置与竹条循环分选装置输送连接。竹条输入装置包括用于采集竹条外部参数信息的竹条影像采集部件,竹条影像采集部件与plc控制器通信连接,plc控制器根据收到的竹条外部参数信息分选竹条。竹条循环分选装置包括多个循环输送槽,循环输送槽的输出端处设有用于感应循环输送槽内竹条的实槽光电感应部件、用于感应循环输送槽的空槽光电感应部件,实槽光电感应部件、空槽光电感应部件与plc控制器通信连接,plc控制器根据收到的循环输送槽承载信息控制循环输送槽循环载入竹条,plc控制器根据分选竹条得到的信息控制循环输送槽循环输出竹条。
6.上述方案中,竹条输入装置用于向竹条循环分选装置输送竹条,plc控制器用于控制竹条输入装置、竹条循环分选装置协同工作。竹条影像采集部件可以设置在竹条输入装置的任何可观测位置,用于采集输入竹条的外部特征,包括但不限于竹条的表面缺陷、外形尺寸、厚度等参数。plc控制器根据收到的竹条外部特征信息将竹条分选成合格竹条与缺陷竹条,合格竹条进入进一步分选过程,例如,根据厚度将合格竹条分选,缺陷竹条排除设备。竹条循环分选装置的多个循环输送槽可以是设在循环驱动装置上的按照设定的位置排列的多个循环输送槽,循环输送槽的输入端能够可预见的运动至竹条输入装置的输出端,从
而拾取输出的竹条,同时,循环输送槽的输出端也能够可预见的运动至下游输送接口。实槽光电感应部件用于感应检测循环输送槽内是否存在竹条,如果存在竹条,则plc控制器控制该循环输送槽运动至对应的输出工位,例如与厚度分选对应的输出工位,如果不存在竹条,空槽光电感应部件感应检测到循环输送槽,则plc控制器控制该循环输送槽停止,向空载的该循环输送槽输入竹条。基于以上方案,本方案利用plc控制器控制竹条输入装置、竹条循环分选装置协同工作,相比现有同类方案,实现了高效自动化、连续化、智能化的竹条分选的技术效果,解决了采用人工分选,效率低下,分选效果参差不齐,占用场地空间大的技术问题。
7.进一步,为了实现竹条输入装置的功能,本方案的竹条输入装置还包括若干竹条运输槽,竹条运输槽包括竹条运输轨道、输入压辊部件,输入压辊部件与竹条运输轨道输送连接。输入压辊部件可以采用上下设置的多排旋转压辊,通过压辊的转动带动上下压辊间的竹条输送。输入压辊部件可以设置在竹条运输槽的输入端或输出端,也可以设在多个竹条运输轨道的输送连接处,竹条影像采集部件可以设置在输入压辊部件上,以便于采集数据,从而实现了竹条稳定传输的技术效果,解决了如何连续、稳定输入竹条的技术问题。
8.更进一步,为了实现竹条的稳定传输,本方案的竹条运输轨道上设有竹条输入压条,竹条输入压条的一端与竹条运输轨道连接,竹条输入压条的另一端与竹条运输轨道内的竹条形成弹性压紧滑动连接。竹条输入压条可以选用弹性的长条板,竹条输入压条能够在竹条运输过程中将竹条压紧在轨道内,防止竹条脱落轨道,实现了更加稳定传送竹条的技术效果,解决了竹条在设备运行过程中容易从轨道上脱落的技术问题。
9.更进一步,为了便于竹条影像采集部件采集竹条数据以及竹条分选,本方案的竹条运输槽包括首尾输送连接的多个竹条运输轨道,竹条影像采集部件设在上述多个竹条运输轨道中的任一首尾输送连接处,竹条影像采集部件采集竹条外部尺寸信息、竹条表面缺陷信息,plc控制器根据收到的竹条外部尺寸信息、竹条表面缺陷信息分选竹条。例如,plc控制器根据竹条的厚度分选竹条,以便于在下游输送线上,将厚度相近的竹条收集、捆扎,从而实现了便于采集竹条外部信息,提高分选效率的技术效果,解决了如何提高竹条数据采集效果、分选效率的技术问题。
10.进一步,为了实现竹条循环分选装置的功能,本方案的竹条循环分选装置还包括循环机架,所述循环机架上设有所述循环输送槽,所述循环机架带动所述循环输送槽循环运动。循环机架可以采用闭环的履带式输送装置,例如皮带机等,循环输送槽并排等距布置在循环机架的履带上,从而实现了便于智能化自动控制载入、出竹条的技术效果,解决了如何自动、高效切换循环输送槽,提高分选效率的技术问题。
11.更进一步,为了促进竹条进料,便于设备感应、检测竹条,避免竹条不到位,导致设备无法感应检测到竹条,本方案的循环机架的输入侧设有推料挡板,与循环输送槽的入口相对的推料挡板的板面沿循环机架的运行方向向循环输送槽的入口倾斜。从而,进入循环输送槽的竹条的尾端在循环运动的过程中与推料挡板的板面接触作用,基于推料挡板的板面的倾斜布置方式,竹条的尾端受到沿槽内输送方向的向前的推力,使得竹条的首端伸出循环输送槽,达到设定的感应检测位置,从而实现了竹条在循环输送槽内自动调节位置,便于设备感应检测的技术效果,解决了因竹条位置偏差导致设备感应检测竹条失败的技术问题。
12.进一步,为了实现循环输送槽的功能,本方案的循环输送槽包括竹条输送轨道、竹条推送部件,竹条推送部件与竹条输送轨道输送连接。竹条推送部件可以选用动力缸等部件,例如采用气缸推送,从而实现了自动输送竹条的技术效果,解决了循环输送槽自动输料的技术问题。
13.更进一步,为了实现竹条的稳定传输,本方案的竹条输送轨道上设有竹条输送压条,竹条输送压条的一端与竹条输送轨道连接,竹条输送压条的另一端与竹条输送轨道内的竹条形成弹性压紧滑动连接。竹条输送压条可以选用弹性的长条板,竹条输送压条能够在竹条运输过程中将竹条压紧在轨道内,防止竹条脱落轨道,实现了更加稳定传送竹条的技术效果,解决了竹条在设备运行过程中容易从轨道上脱落的技术问题。
14.进一步,为了实现实槽光电感应部件、空槽光电感应部件的功能,本方案的实槽光电感应部件相比空槽光电感应部件设在距离循环输送槽的输出端较远的位置,实槽光电感应部件感应伸出循环输送槽的输出端的竹条,空槽光电感应部件同步感应循环输送槽的输出端。在竹条传输过程中,竹条的首端通常伸出循环输送槽的输出端,因此上述布置方式能够便于光电感应部件正确感应检测竹条、循环输送槽,避免感应检测失败或失效,从而实现了提高设备运行效率,降低故障率的技术效果,解决了光电感应部件感应检测竹条失败或失效的技术问题。
15.进一步,为了便于将表面存在缺陷的竹条排出设备,本方案的竹条循环分选装置还包括废料收集车,废料收集车设在竹条循环分选装置的输出端处,plc控制器根据分选结果是废料的信息控制循环输送槽向废料收集车循环输出废料竹条。废料收集车可以选用任意能够实现输运功能的载具,从而实现了及时将废料竹条排出设备的技术效果,解决了及时排出废料的技术问题。
16.进一步,为了便于捆扎、存储、运输,满足厚度相近的竹条收集、推送要求,本方案的粗刨竹条分选设备还包括竹条收集推送装置,竹条收集推送装置包括旋转式竹条收集槽、竹条合并运输轨道。旋转式竹条收集槽包括多个竹条收集槽,竹条收集槽与旋转端连接,转至对应的循环输送槽的输出端的竹条收集槽收集输出的竹条。竹条合并运输轨道内设有多个隔开的运输通道,转至对应的运输通道的输入端的竹条收集槽输出收集的竹条。
17.上述方案中,通过旋转式竹条收集槽将设定数量的厚度相近的竹条收集在同一竹条收集槽内,再将这些厚度相近的竹条利用旋转调向的功能输入同一竹条合并运输轨道的运输通道内,并保持不同运输通道内的竹条处于设定的相对位置,例如两组竹条的竹青对竹青或竹黄对竹黄,这样在捆扎后,竹条彼此束缚,不会发生单向弯曲,便于储存、运输,从而实现了便于将多个厚度相近的竹条按设定的对齐方式收集、捆扎的技术效果,解决了竹条分选、收集、运输费时费力,捆扎后竹条变形,不利于存储、运输的问题。
18.更进一步,为了实现竹条收集槽的功能,避免竹条在输送过程中脱落,本方案的竹条收集槽包括竹条收集轨道,竹条收集轨道上设有压条调节部件、多个竹条收集压条。竹条收集压条的一端与竹条收集轨道连接,竹条收集压条的另一端在压条调节部件的作用下与竹条收集轨道内的竹条形成弹性压紧滑动连接。
19.竹条收集压条可以选用弹性的长条板,竹条收集压条能够在竹条运输过程中将竹条压紧在轨道内,防止竹条脱落轨道,同时,可以利用压条调节部件调节竹条收集压条的松紧度,从而实现了更加稳定传送竹条的技术效果,解决了竹条在设备运行过程中容易从轨
道上脱落的技术问题。
20.再进一步,为了实现压条调节部件的功能,本方案的压条调节部件包括推送气缸,推送气缸的一端与竹条收集轨道连接,推送气缸的另一端与竹条收集压条形成弹性压紧连接。例如,压条调节部件可以是气缸滑块部件,利用气缸驱动滑块挤压竹条收集压条的另一端,达到调节压紧松紧度的要求,从而实现了自由调节竹条收集压条的压紧松紧度的技术效果,解决了竹条收集压条的压紧松紧度无法调节,导致无法适应具有不同厚度竹条的压紧输送要求的技术问题。
21.更进一步,为了保证多个竹条在收集、输送过程中稳定性,避免从轨道中脱落,本方案的竹条合并运输轨道的运输通道上设有若干输送挡板,输送挡板的一端与运输通道连接,输送挡板的另一端设在运输通道的顶部开口的上方。输送挡板的另一端能够有效防止输送中的竹条从运输通道的顶部开口处脱落,从而实现了竹条传送更加稳定的技术效果,解决了多个竹条在收集、合并输送过程中从轨道上脱落的技术问题。
22.更进一步,为了避免多个竹条在合并运输过程中松散,不利于输送,本方案的竹条合并运输轨道的输出端内设有竹条收紧部件,竹条收紧部件侧压收紧竹条合并运输轨道的输出端内的竹条。竹条收紧部件可以采用动力缸推压的方式,利用气缸等部件驱动压杆或压板将竹条合并运输轨道的输出端内的竹条压紧,从而实现了多组竹条稳定输送的技术效果,解决了多组竹条在输送过程中位置松散,不利于输送的技术问题。
23.更进一步,为了满足竹条捆扎的要求,实现竹条分选、捆扎一体化解决方案,本方案的粗刨竹条分选设备还包括竹条捆扎系统,竹条捆扎系统包括竹条对齐运输装置、自动捆扎装置,竹条对齐运输装置的输入端与竹条合并运输轨道的输出端输送连接,竹条对齐运输装置的输出端与自动捆扎装置的输入端输送连接。竹条对齐运输装置用于将多组输入的竹条的首端对齐,便于捆扎,自动捆扎装置用于将上游输送来的多组竹条进行捆扎,从而实现了高效自动的捆扎多组竹条的技术效果,解决了如何实现多组竹条自动高效捆扎的技术问题。
24.再进一步,为了实现竹条对齐运输装置的功能,本方案的竹条对齐运输装置包括升降式运输压辊、升降式竹条对齐挡板。升降式竹条对齐挡板包括升降挡板,升降挡板与设在升降式运输压辊的输出通道上的竹条挡板部件形成沿输送方向的滑动连接,竹条挡板部件包括旋转竹条挡板,旋转竹条挡板上设有触发结构,升降式运输压辊输出的竹条推动旋转竹条挡板抵靠在升降挡板上,触发结构触发设置在升降式运输压辊的输出通道上的接近传感器,plc控制器根据收到的接近传感器的触发信号控制升降挡板带动竹条挡板部件升起,与旋转竹条挡板接触对齐的竹条通过竹条对齐运输装置输出。
25.上述方案中,在输送过程中,竹条的首端与旋转竹条挡板接触并推动其运动,旋转竹条挡板的反作用力促使多个竹条的首端对齐,此时,竹条挡板部件运动至滑动行程的设定位置,旋转竹条挡板上的触发结构触发接近传感器,plc控制器根据触发信号控制升降挡板带动竹条挡板部件升起,为竹条的传输打开通道,从而实现了多组竹条在捆扎前自动对齐的技术效果,解决了多个竹条首尾参差不齐,影像捆扎效果的技术问题。
26.再进一步,为了实现自动捆扎装置的功能,本方案的自动捆扎装置包括升降式输送压辊、旋转捆扎机,所述升降式输送压辊与所述旋转捆扎机输送连接。升降式输送压辊用于输送竹条,旋转捆扎机用于捆扎多组竹条,从而实现了自动、高效捆扎多组竹条的技术效
果,解决了如何实现多组竹条自动、高效捆扎的技术问题。
27.又进一步,为了避免多组竹条在捆扎前出现松散状态,影响捆扎质量,本方案的升降式输送压辊的输出通道上设有若干前置竹条侧压部件,前置竹条侧压部件与升降式输送压辊配合调节竹条的位置。前置竹条侧压部件可以采用动力缸推压的方式,利用气缸等部件驱动压杆或压板将多组竹条压紧限位。升降式输送压辊在上下方向上压紧多组竹条,前置竹条侧压部件从水平方向上压紧多组竹条,使得多组竹条的传送位置确定,避免影响捆扎质量,从而实现了捆扎前定位稳定传送的技术效果,解决了因多组竹条形状松散,传送位置不定,影响捆扎质量的技术问题。
28.又进一步,为了避免多组竹条在捆扎后输出时散乱无序,不利于运输储存,本方案的旋转捆扎机的输出通道上设有若干后置竹条侧压部件,后置竹条侧压部件调节竹条的位置。后置竹条侧压部件可以采用动力缸推压的方式,利用气缸等部件驱动压杆或压板将捆扎后的多组竹条压紧限位,从而实现了多组竹条捆扎后便于拾取运输存储的技术效果,解决了捆扎后的竹条摆放散乱无序,不利于拾取运输存储的技术问题。
29.又进一步,为了满足对捆扎后的竹条进行初步清理的要求,本方案的旋转捆扎机的输出通道上设有前端空气喷嘴、后端空气喷嘴,前端空气喷嘴与后端空气喷嘴间的输出通道上设有输出的竹条,前端空气喷嘴、后端空气喷嘴吹除竹条上的粉尘。前端空气喷嘴布置在旋转捆扎机的输出端处,后端空气喷嘴布置在承载竹条的台面的尾端,前端空气喷嘴、后端空气喷嘴前后配合清理竹条上的粉尘,从而实现了竹条捆扎后清除粉尘的技术效果,解决了捆扎后的竹条上多粉尘,不利于运输存储的技术问题。
30.又进一步,为了提高竹条拾取运送的效率,避免人工搬运带来的现场管理、占用场地等问题,本方案的旋转捆扎机的输出通道的上方设有机械抓手装置,机械抓手装置拾取输出通道上的竹条。机械抓手装置可以选用现有通用的机械驱动的抓手,也可以是根据实际施工情况选定或设计的抓手装置,机械抓手装置不仅能够实现拾取竹条,还可以根据需要进行短距离的运送操作。机械抓手的引入实现了捆扎后竹条自动拾取运输的技术效果,解决了如何实现捆扎后竹条高效自动拾取运输的技术问题。
31.本发明还公开了一种粗刨竹条分选、捆扎方法,将原竹截成长度均一的竹段,在竹段上沿纤维方向开若干直线贯通槽,得到弧形竹片,将弧形竹片送入粗刨机进行粗刨加工,得到不同厚度的竹条,其特征是还包括以下步骤。
32.将不同厚度的竹条通过竹条输入装置运输,竹条影像采集部件采集竹条外部参数信息,plc控制器根据收到的竹条外部参数信息分选竹条,根据竹条的厚度分选信息将竹条输出至对应的循环输送槽,实槽光电感应部件感应循环输送槽内竹条,空槽光电感应部件感应循环输送槽,plc控制器根据收到的循环输送槽的承载信息控制循环输送槽循环载入竹条,plc控制器根据竹条厚度分选信息控制循环输送槽循环输出竹条。
33.相同厚度的竹条输入对应的竹条收集推送装置的旋转式竹条收集槽的竹条收集槽,竹条收集槽将收集的设定数量的竹条输入对应的竹条合并运输轨道的运输通道,不同运输通道内设定数量的竹条同步合并输出。
34.同步合并输出的竹条经竹条捆扎系统的竹条对齐运输装置首尾对齐后输入自动捆扎装置,完成分选捆扎。
35.本发明粗刨竹条分选设备及方法采用具有竹条输入装置、竹条循环分选装置、plc
控制器、竹条收集推送装置、竹条捆扎系统的方案,具有以下技术效果。
36.⑴
全程通过plc控制器来调控流水线中各个装置与部件的自动化协作加工,不需要人工送料,竹条分选捆扎效率高,节约人工成本,同时显著提高竹条分选质量,与传统的人工分选捆扎相比,大大提高了生产效率,同时实现了竹条自动化、连续化加工。
37.⑵
竹条影像采集部件对竹条进行尺寸、表面缺陷等信息进行采集,实现了竹条尺寸和表面缺陷等信息的自动采集与识别,通过plc控制器调控竹条分选,将有缺陷的竹条进行分选排除,大大提高了竹条的质量。
38.⑶
通过具有循环履带的循环机架带动循环输送槽循环移动,并根据plc控制器的分选结果在对应压辊出料装置前停留,由竹条推送部件推出,可对多根竹条进行连续化分选操作,效率大大提高,同时在竹条循环分选装置后设置有旋转式竹条收集槽,可将相同数量的竹条通过两组旋转式竹条收集槽分别收集,通过旋转运输功能输入竹条合并运输轨道,最后合并捆绑,可实现两组竹条形成竹青对竹青或竹黄对竹黄的捆扎状态,便于捆扎后竹条保持设定状态,彼此束缚,不会产生单向弯曲,便于储存与运输。
39.⑷
在竹条运输槽、循环输送槽、竹条收集槽中设置有竹条压条,可将竹条固定于轨道内,防止竹条脱离轨道。
40.⑸
竹条捆扎系统对符合规格条件的竹条进行捆扎,自动连续的完成竹条从分选到捆扎,最后入库的全部过程,设备各组成部分布置合理,占用场地小,功能丰富。
41.⑹
竹条捆扎完成后,机械抓手装置将成捆的竹条放置到相应区域,完成自动化分类入库,提高了后续竹条进一步加工时竹条储存库的调配效率。
附图说明
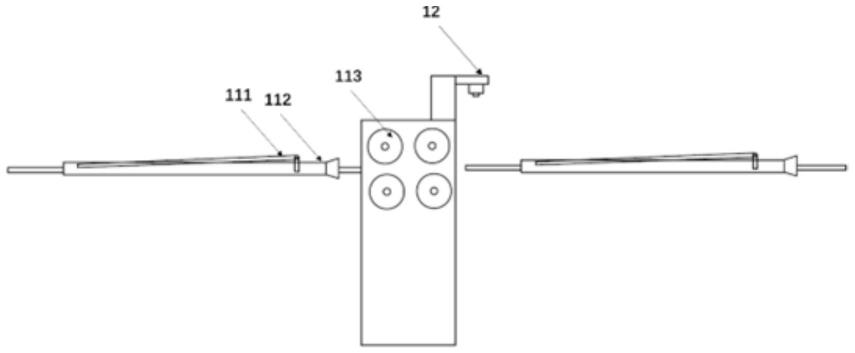
42.图1是竹条输入装置的示意图。
43.图2是竹条循环分选装置的示意图。
44.图3是循环机架的主视示意图。
45.图4是循环机架的俯视示意图。
46.图5是旋转式竹条收集槽的示意图。
47.图6是竹条收集槽的示意图。
48.图7是竹条合并运输轨道的示意图。
49.图8是竹条合并运输轨道的布置示意图。
50.图9是竹条捆扎系统的示意图。
51.其中,
52.11是竹条运输槽,111是竹条输入压条,112是竹条运输轨道,113是输入压辊部件,12是竹条影像采集部件,
53.211是循环机架,212是竹条输送轨道,213是推料挡板,22是竹条推送部件,231是空槽光电感应部件,232是实槽光电感应部件,
54.31是旋转式竹条收集槽,311是竹条收集槽之一,312是竹条收集槽之二,313是竹条收集压条,314是压条调节部件,33是竹条合并运输轨道,331是输送挡板,333是运输通道,334是竹条收紧部件,
55.411是升降式运输压辊,412是升降挡板,413是接近传感器之一,414是接近传感器
之二,415是旋转竹条挡板,421是升降式输送压辊,422是前置竹条侧压部件,423是旋转捆扎机,424是前端空气喷嘴,425是后置竹条侧压部件,427是后端空气喷嘴,
56.5是机械抓手装置。
具体实施方式
57.以下对照附图具体说明。
58.如图1~9所示,本发明公开了一种粗刨竹条分选与捆扎装置及方法,涉及竹材加工技术领域,包括:竹条输入装置、竹条循环分选装置、竹条收集推送装置、竹条捆扎系统、机械抓手装置5、plc控制器。竹条输入装置包括竹条运输槽11、竹条影像采集部件12,竹条影像采集部件12收集粗刨后竹条的尺寸信息、表面缺陷等,为后续进一步竹条分选做准备。竹条循环分选装置包括循环输送槽、竹条推送部件22、实槽光电感应部件232、空槽光电感应部件231、废料收集车,对不同尺寸的竹条进行分类,逐个推送至后续相应的竹条收集推送装置的竹条收集槽中,并对缺陷竹条进行收集。竹条收集推送装置包括旋转式竹条收集槽31、气压推送组件、竹条合并运输轨道33,通过旋转式竹条收集槽31将收集的竹条进行左右设定角度旋转,可将等数量的竹条竹黄对竹黄,便于后续捆扎,同时气压推送组件推送多组竹条进入竹条合并运输轨道33,进行合并以及后续捆扎。竹条捆扎系统包括竹条对齐运输装置、自动捆扎装置,将合并后的竹条进行端部对齐、侧面压紧,从前端逐步进入自动捆扎装置中,头尾捆扎后,经由机械抓手装置5将每捆竹条送至相应区域储存。本方案全程通过plc控制器来调控流水线中各个装置与部件的自动化协作加工,不需要人工送料,竹条分选捆扎效率高,节约人工成本,同时显著提高竹条分选质量。
59.本方案通过循环机架211带动循环输送槽循环移动,并根据竹条影像采集部件12、plc控制器的规格测试结果在对应滚轮出料装置前停留,由竹条推送部件22推出,可对多根竹条进行连续化分选操作,效率大大提高,同时在竹条循环分选装置后设置有竹条收集推送装置,可将相同数量的竹条通过竹条收集槽之一311、竹条收集槽之二312分别收集,通过不同方向旋转设定的角度,最后通过竹条合并运输轨道33合并捆扎,可将两组竹条,竹青对竹青或竹黄对竹黄捆扎,便于捆扎后竹条保持垂直状态,彼此束缚,不会发生单向弯曲,便于储存与运输。同时,竹条在竹条输入装置中运输时,竹条影像采集部件12可对竹条尺寸和表面缺陷等信息进行自动采集与识别,最后将有缺陷的竹条进行分选排除。竹条捆扎系统对符合规格条件竹条进行捆扎,并通过机械抓手装置5送至对应区域,对不符合规格条件的竹条作为废料运输离开,自动连续地完成竹条从分选到捆扎最后入库的全部流程,设备各组件布置合理,占用场地小,功能丰富。
60.本方案用于对粗刨后的竹条分选以及捆扎收集,包括竹条输入装置、竹条循环分选装置、竹条收集推送装置、竹条捆扎系统、机械抓手装置5、plc控制器。竹条输入装置包括竹条运输槽11、竹条影像采集部件12。竹条循环分选装置包括循环输送槽、竹条推送部件22、实槽光电感应部件232、空槽光电感应部件231、废料收集车。竹条收集推送装置包括旋转式竹条收集槽31、气压推送组件、竹条合并运输轨道33。竹条捆扎系统包括竹条对齐运输装置、自动捆扎装置。plc控制器可以是系统化配置,包括上位机、可编程逻辑控制模块、触摸屏、变频器、多组开关组件。
61.如图1所示,竹条运输槽11包括竹条输入压条111、竹条运输轨道112、输入压辊部
件113,竹条经由输入压辊部件113推送,竹条经由竹条运输轨道112向前推送,竹条输入压条111可将竹条固定于轨道内,防止竹条脱离轨道。竹条影像采集部件12位于两组竹条运输槽11之间,对通过的竹条逐个进行尺寸、表面缺陷等信息进行采集,通过plc控制器调控竹条循环分选装置进行竹条分选,以及缺陷竹条的排除。
62.如图2、3、4所示,竹条循环分选装置位于竹条输入装置的输出端,包括循环机架211、竹条输送轨道212、推料挡板213。循环机架211上循环输送槽的数量为12~20个,根据分选竹条厚度尺寸信息来增减数量。竹条输送轨道212进料端放置竹条推送部件22,出料端连接竹条收集推送装置。推料挡板213位于竹条输入装置出料端,通过竹条输送轨道212的循环移动,借助推料挡板213将轨道内竹条进一步向前推进,便于实槽光电感应部件232信息识别,以及顺利循环运输。竹条推送部件22数量与竹条输送轨道212相同,通过plc控制器识别不同厚度尺寸竹条,进行定位推送。
63.如图2所示,实槽光电感应部件232、空槽光电感应部件231位于竹条输送轨道212输出端,当竹条进入竹条输送轨道212后,首端伸出竹条输送轨道212,抵至实槽光电感应部件232下方,实槽光电感应部件232响应,plc控制器控制竹条输送轨道212循环运动,当下一未装有竹条的竹条输送轨道212运动至空槽光电感应部件231下方,竹条输送轨道212抵至空槽光电感应部件231下方,空槽光电感应部件231响应,plc控制器控制竹条输送轨道212循环运动停止,准备下一竹条上料。此时上一竹条输送轨道212循环至竹条推送部件22前端,符合厚度尺寸信息后,经由竹条推送部件22推送至与之对应的竹条收集推送装置的旋转式竹条收集槽31的竹条收集槽,进行后续收集捆扎,不符合厚度信息时竹条推送部件22不启动,直至厚度符合设定的竹条运送至对应厚度设定的竹条推送部件22前端,启动推送。
64.废料收集车位于竹条循环分选装置的输出端,与竹条运输槽和末端气压推送部件平行对应,当竹条影像采集部件12采集到有表面缺陷的竹条时,plc控制器控制末端气压推送部件推进,将竹条经由竹条运输槽推送至废料收集车。
65.如图5、6、7、8所示,竹条收集推送装置位于竹条循环分选装置后端,其中旋转式竹条收集槽31包括竹条收集槽之一311、竹条收集槽之二312、每个竹条收集槽有两组竹条收集压条313、压条调节部件314。竹条收集槽之一311与竹条收集槽之二312形状、构造相同,根据设置的槽口高度,可储存5~10根竹条。竹条收集槽之一311输入端与竹条循环分选装置输出端对应,竹条竹黄朝上,竹青朝下,运送至竹条收集槽之一311,待储存一定数量竹条后,竹条收集槽之一311沿设定方向旋转设定的角度,经由气压推送组件一推至竹条合并运输轨道33中的一侧运输通道333,之后竹条收集槽之二312收集等量的竹条后,沿设定方向旋转设定的角度,经由气压推送组件二推至竹条合并运输轨道33中的另一侧运输通道333,之后气压压辊组件推送竹条经由竹条合并运输轨道33运输至下一捆扎区域。气压推送组件一、气压推送组件二分别对应竹条合并运输轨道33中的一侧运输通道333、另一侧运输通道333,可将旋转式竹条收集槽31中的竹条推送至竹条合并运输轨道33中。
66.如图7所示,竹条合并运输轨道33包括两组输送挡板331、一侧运输通道333、另一侧运输通道333、竹条收紧部件334。输送挡板331可防止竹条在运输时脱离轨道。竹条收紧部件334可将两侧运输通道333运输的多组竹条进行侧向收紧,便于后续竹条捆扎。
67.如图9所示,竹条对齐运输装置包括升降式运输压辊411、升降挡板412、接近传感器之一413、接近传感器之二414、旋转竹条挡板415。竹条经由竹条合并运输轨道33运输至
旋转竹条挡板415前端,推动旋转竹条挡板415抵至升降挡板412,旋转竹条挡板415的触发结构由遮挡接近传感器之一413转换为遮挡接近传感器之二414,接近传感器之二414反馈信息,经由plc控制器控制升降挡板412上升,升降式运输压辊411运输竹条至自动捆扎装置进行捆扎。自动捆扎装置包括升降式输送压辊421、前置竹条侧压部件422、旋转捆扎机423、前端空气喷嘴424、后置竹条侧压部件425、后端空气喷嘴427。升降式输送压辊421与前置竹条侧压部件422位于旋转捆扎机423上游输送线,可将竹条沿垂直方向和水平方向进一步对齐,便于竹条捆扎。前端空气喷嘴424位于旋转捆扎机423出料口,与后端空气喷嘴427一起对捆扎后的竹条进行粉尘清理。后置竹条侧压部件425可以包括多个竹条侧压部件,这些竹条侧压部件将捆扎后的竹条进一步沿垂直方向对齐,便于机械抓手装置5定位抓取竹条,运输至指定区域。
68.基于以上公开的技术方案,本方案还公开了一种粗刨竹条分选与捆扎方法,具体步骤如下。
69.将原竹截成长度均一的竹段,在竹段上沿纤维方向开若干直线贯通槽,得到弧形竹片,将弧形竹片送入粗刨机进行粗刨加工,得到不同厚度的竹条。
70.将不同厚度规格的竹条通过竹条输入装置运输至竹条循环分选装置,竹条循环分选装置设置有多个循环输送槽,竹条推送部件22将不同厚度的竹条推送至对应的竹条收集推送装置的旋转式竹条收集槽31的竹条收集槽中。
71.设定厚度的竹条装满竹条收集槽之一311后,沿设定方向旋转设定角度,经由气压推送组件一推至竹条合并运输轨道33中的一侧运输通道333,直至竹条进入竹条对齐运输装置,竹条收集槽之二312收集等量的竹条后,沿设定方向旋转设定角度,经由气压推送组件二推至竹条合并运输轨道33中的另一侧运输通道333,直至竹条进入竹条对齐运输装置,气压压辊组件推送竹条,经由竹条合并运输轨道33将竹条运输至竹条捆扎系统中,有缺陷的竹条经由气压推送装置推送至废料收集车中待处理。
72.竹条经由竹条合并运输轨道33运输至旋转竹条挡板415前端,推动旋转竹条挡板415抵至升降挡板412,旋转竹条挡板415由遮挡接近传感器之一413转换为遮挡接近传感器之二414,接近传感器之二414反馈信息,经由plc控制器控制升降挡板412上升,升降式运输压辊411运输竹条至自动捆扎装置进行捆扎,经由机械抓手装置5抓取捆扎好的竹条,运输至相应区域。
73.本方案公开的机构、结构、零部件等除有特别说明外,均可以采用本领域公知的通用、惯用的方案实现。本方案粗刨竹条分选设备及方法并不限于具体实施方式中公开的内容,实施例中出现的技术方案可以基于本领域技术人员的理解而延伸,本领域技术人员根据本方案结合公知常识作出的简单替换方案也属于本方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1