一种薄壁产品测试设备的制作方法
1.本发明涉及非标自动化生产设备的技术领域,特别是涉及一种薄壁产品测试设备。
背景技术:
2.现在的生产过程中,人工取椭圆柱体产品,将usb线插入产品usb口,肉眼观察产品顶部led灯是否显示橙色,显色成功,则进入测试环节,测试完毕即拔掉usb线,长按关机键,结束作业。
3.原有技术缺陷和不足:1、单人作业动作较多,容易造成生产误操作、拔插usb不精准、usb口周围损伤瑕疵、led灯漏判、未进行关机、机台机器同步测试容易混淆等问题的产生;2、单台产品重量4.7kg,进行高强度作业,会造成作业人员疲劳,精神分散,产品质量得不到保证。
技术实现要素:
4.本发明主要解决的技术问题是提供一种薄壁产品测试设备,自动化程度高,减少作业人员工序,缓解操作员的劳动强度,可实现“傻瓜式”生产,减少人为因素造成的不良,提高产品品质。
5.为解决上述技术问题,本发明采用的一个技术方案是:提供一种薄壁产品测试设备,包括:机台、设置于机台侧边的ng产品流水线、设置于机台上的上料模组、产品检测模组、产品搬运模组以及关机模组;所述上料模组用于将待检测薄壁产品输送至取料工位;所述产品检测模组包括颜色判断组件及type
‑ꢀ
c插入检测组件,所述颜色判断组件用于检测待检测薄壁产品上的led灯是否闪烁,所述type
‑ꢀ
c插入检测组件用于将type
‑ꢀ
c准确的插入所述待检测薄壁产品内;所述产品搬运模组用于将取料工位上的待检测薄壁产品搬运至产品检测模组以及将产品检测模组上检测完毕的不良品搬运至ng产品流水线或将产品检测模组上检测完毕的良品搬运至下游设备的移载机构上以供关机模组实现待检测薄壁产品的关机。
6.在本发明一个较佳实施例中,所述上料模组包括丝杆直线模组及设置于丝杆直线模组上的产品载板,所述产品载板的四个角上分别设置有“v”型挡边,所述“v”型挡边内设置有第一定位柱,四根定位柱合围形成用于放置待检测薄壁产品的上料仓。
7.在本发明一个较佳实施例中,所述定位柱的顶部为朝向待检测薄壁产品方向倾斜的锥面,所述第一定位柱的底部一体成型有与“v”型挡边相抵靠的定位块。
8.在本发明一个较佳实施例中,还包括用于检测所述上料仓内是否存在待检测薄壁产品以及判断待检测薄壁产品是否倒置的漫反射感应器。
9.在本发明一个较佳实施例中,所述产品检测模组还包括用于放置待检测薄壁产品的承载板、设置于承载板上的基板以及位于承载板侧边用于定位检测薄壁产品的滚筒压持
组件,所述承载板上远离滚筒压持组件的一侧上设置有与滚筒压持组件相配合的第二定位柱,所述滚筒压持组件包括第一滑台气缸、设置于第一滑台气缸上的滚筒支架以及设置于滚筒支架两端上的两组滚筒。
10.在本发明一个较佳实施例中,所述颜色判断组件包括设置于承载板上的安装支架、设置于安装支架顶部的旋转气缸以及设置于旋转气缸上的旋转臂,所述旋转臂的前端设置有颜色识别传感器,所述安装支架的顶部还设置有液压缓冲器,所述液压缓冲器的头部安装有阻挡硬块,所述旋转臂上靠近旋转气缸的一端侧面设置有与液压缓冲器相配合的限位块。
11.在本发明一个较佳实施例中,所述type
‑ꢀ
c插入检测组件包括设置于安装支架上的第一气缸安装板、设置于第一气缸安装板下方的第二滑台气缸以及与第二滑台气缸上的滑块相连接的第一滑动板,所述第一滑动板的下方设置有第一导轨,所述第一导轨上滑动连接有接头插板以及第一弹簧限位板,所述接头插板的后端面与第一弹簧限位板之间设置有第一弹簧,所述接头插板的前端面上设置有type
‑ꢀ
c接头。
12.在本发明一个较佳实施例中, 所述产品搬运模组包括一六轴机械手以及安装于六轴机械手上的夹持组件,所述夹持组件包括设置于六轴机械手上的气爪气缸以及设置于气爪气缸上的两对夹爪,所述夹爪的内侧面设置有包胶仿形块,所述夹爪的内侧设置有用于伸入待检测薄壁产品上凹口的限制柱。
13.在本发明一个较佳实施例中,所述关机模组包括立杆、通过转接头可转动设置于立杆上的第二气缸安装板、设置于第二气缸安装板上方的第三滑台气缸以及与第三滑台气缸上的滑块相连接的第二滑动板,所述第二滑动板的上方设置有第二导轨,所述第二导轨上滑动连接有关机棒插板以及第二弹簧限位板,所述关机棒插板的后端面与第二弹簧限位板之间设置有第二弹簧,所述关机棒插板的前端面设置有关机棒。
14.在本发明一个较佳实施例中,还包括设置于上料模组侧边的用于扫码识别待检测薄壁产品型号的扫码模组。
15.本发明的有益效果是:自动化程度高,减少作业人员工序,缓解操作员的劳动强度,可实现“傻瓜式”生产,减少人为因素造成的不良,提高产品品质。
附图说明
16.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:图1是本发明一种薄壁产品测试设备的整体结构示意图;图2是本发明一种薄壁产品测试设备中上料模组的结构示意图;图3是本发明一种薄壁产品测试设备中产品检测模组的结构示意图;图4是本发明一种薄壁产品测试设备中产品检测模组放置产品后的示意图;图5是本发明一种薄壁产品测试设备中type
‑ꢀ
c插入检测组件的部分结构示意图;图6是本发明一种薄壁产品测试设备中产品搬运模组的结构示意图;图7是本发明一种薄壁产品测试设备中关机模组的结构示意图。
具体实施方式
17.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
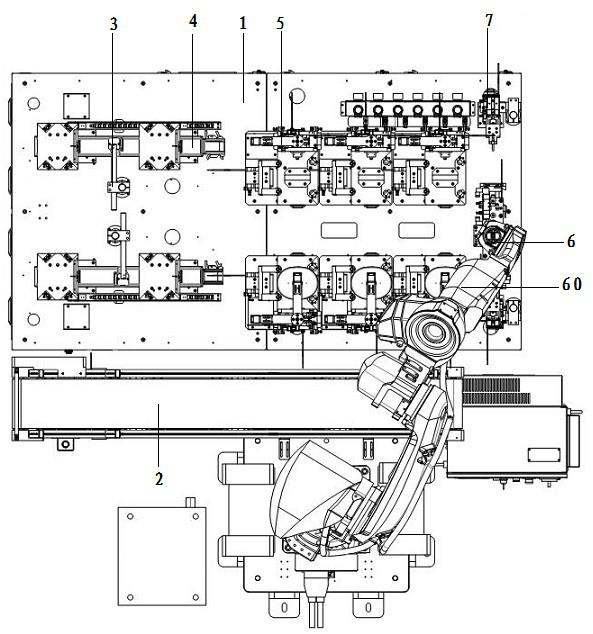
18.请参阅图1,本发明实施例包括:一种薄壁产品测试设备,包括:机台1、设置于机台侧边的ng产品流水线2、设置于机台上的上料模组3、设置于上料模组侧边的用于扫码识别待检测薄壁产品型号的扫码模组4、产品检测模组5、产品搬运模组6以及关机模组7;上料模组用于将待检测薄壁产品输送至取料工位;产品检测模组包括颜色判断组件及type
‑ꢀ
c插入检测组件,颜色判断组件用于检测待检测薄壁产品上的led灯是否闪烁,type
‑ꢀ
c插入检测组件用于将type
‑ꢀ
c准确的插入待检测薄壁产品内;产品搬运模组用于将取料工位上的待检测薄壁产品搬运至产品检测模组以供检测,以及将产品检测模组上检测完毕的不良品搬运至ng产品流水线或将产品检测模组上检测完毕的良品搬运至下游设备的移载机构上以供关机模组实现待检测薄壁产品的关机,操作时,人员将待检测薄壁产品放置在上料模组上,按下启动按钮,产品即将移栽至扫码模组的扫检测描范围内,其中扫码模组利用扫码枪对产品的条码进行扫描,结束后产品移至上料模组末端的取料工位,六轴机械手通过安装的双夹爪将产品抓取放置到产品检测模组的基板上,滚筒夹持组件与第二定位柱实现精准机械定位,type
‑ꢀ
c插入检测组件中的type
‑ꢀ
c接头插进产品内进行检测,测试完毕后,六轴机械手将产品放置在下游设备的移栽机构上,关机模组实现关机,随后产品将移栽至下游设备。
19.如图2所示,上料模组3包括丝杆直线模组31及设置于丝杆直线模组上的产品载板32,在产品载板的四个角上分别设置有“v”型挡边33,“v”型挡边内通过螺栓固定有第一定位柱34,第一定位柱固定的位可根据待检测薄壁产品的尺寸进行适配调整,四根定位柱合围形成用于放置待检测薄壁产品的上料仓,其中,第一定立柱为防静电pom材质,避免对产品造成损伤,定位柱的顶部为朝向待检测薄壁产品方向倾斜的锥面,大概设计为15
°
左右的锥度,便于产品稳定的放置和取出,第一定位柱的底部一体成型有与“v”型挡边相抵靠的定位块。
20.具体的,还包括用于检测所述上料仓内是否存在待检测薄壁产品以及判断待检测薄壁产品是否倒置的漫反射感应器35,漫反射感应器不仅可以起到判断产品有无的作用,同时也能起到防呆作用,待检测薄壁产品正面有凹口,反面无凹口,如果产品放置反了,则漫反射感应器是接收不到信号的。
21.如图3-5所示,产品检测模组5还包括用于放置待检测薄壁产品8的承载板501、设置于承载板上的基板502以及位于承载板侧边用于定位检测薄壁产品的滚筒压持组件,所述承载板上远离滚筒压持组件的一侧上设置有与滚筒压持组件相配合的第二定位柱503,滚筒压持组件包括第一滑台气缸504、设置于第一滑台气缸上的滚筒支架505以及设置于滚筒支架两端上的两组滚筒506,其中,基板是由特氟龙材质加工制作,目的是利用特氟龙的摩擦系数小的特性,便于产品在基板上顺滑的移动,同时采用塑料材质,防止对产品造成损伤,滚筒为包胶滚筒,与第二定位柱的配合作用下将产品实现精准机械定位。
22.具体的,颜色判断组件包括设置于承载板上的安装支架507、设置于安装支架顶部
的旋转气缸508以及设置于旋转气缸上的旋转臂509,所述旋转臂的前端设置有颜色识别传感器510,安装支架的顶部还设置有液压缓冲器511,在液压缓冲器的头部安装有阻挡硬块512,所述旋转臂上靠近旋转气缸的一端侧面设置有与液压缓冲器相配合的限位块513,可以有效的对旋转臂的旋转角度进行精确定位以方便颜色识别传感器对待检测薄壁产品上led灯颜色进行判断,用颜色识别传感器来进行判断,大大节约了硬件成本和人力成本。
23.具体的,所述type
‑ꢀ
c插入检测组件包括设置于安装支架上的第一气缸安装板514、设置于第一气缸安装板下方的第二滑台气缸515以及与第二滑台气缸上的滑块相连接的第一滑动板516,所述第一滑动板的下方设置有第一导轨517,第一导轨上滑动连接有接头插板518以及第一弹簧限位板519,所述接头插板的后端面与第一弹簧限位板之间设置有第一弹簧500,所述接头插板的前端面上设置有type
‑ꢀ
c接头。
24.如图6所示, 产品搬运模组包括一六轴机械手60以及安装于六轴机械手上的夹持组件,夹持组件包括设置于六轴机械手上的气爪气缸61以及设置于气爪气缸上的两对夹爪62,夹爪的内侧面设置有包胶仿形块63,最大程度的保护产品,所述夹爪的内侧设置有用于伸入待检测薄壁产品上凹口的限制柱64,可以防止在突发情况下产品的意外坠落。
25.如图7所示,所述关机模组包括立杆70、通过转接头71可转动设置于立杆上的第二气缸安装板72、设置于第二气缸安装板上方的第三滑台气缸73以及与第三滑台气缸上的滑块相连接的第二滑动板74,第二滑动板的上方设置有第二导轨75,第二导轨上滑动连接有关机棒插板76以及第二弹簧限位板77,所述关机棒插板的后端面与第二弹簧限位板之间设置有第二弹簧78,所述关机棒插板的前端面设置有关机棒79关机棒与产品柔性接触,可以模拟人的手指可以根据调试效果选择按进产品的深度。
26.综上所述,本发明指出的一种薄壁产品测试设备,自动化程度高,减少作业人员工序,缓解操作员的劳动强度,减少人为因素造成的不良,提高产品品质。
27.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1