一种小型轧钢厂轧钢原料的分拣生产线及分拣工艺的制作方法
本发明属于轧钢原料分拣,具体是一种小型轧钢厂轧钢原料的分拣生产线及分拣工艺。
背景技术:
1、轧钢,是在旋转的轧辊间改变钢锭,钢坯形状的压力加工过程叫轧钢。轧钢的目的与其他压力加工一样,一方面是为了得到需要的形状,例如:钢板、带钢、线材、棒材以及各种型钢等。
2、目前市场上,小型轧钢厂对于条状轧钢原料的分拣工艺是:将钢板边角料剪成宽度100-300mm,长度1000-2500mm的不规则条形状,重量也需要人工一个个称重,统计,堆积到一个固定区域,如果按一个班50吨计算,整个过程需要不少人工,劳动强度也大,工作环境恶劣,这种通过分拣方式不仅增加了工人的劳动强度,还影响棒材的后续的加工的效率,同时,在分拣时,条形轧制原料呈各种方向移动,使分拣后的原料还得充分整理,浪费了人力资源,降低了工作效率,因此,亟需一种代替人工分拣,提高工作效率的分拣生产线。
技术实现思路
1、针对上述存在的问题,本发明提供了一种小型轧钢厂轧钢原料的分拣生产线及分拣工艺。
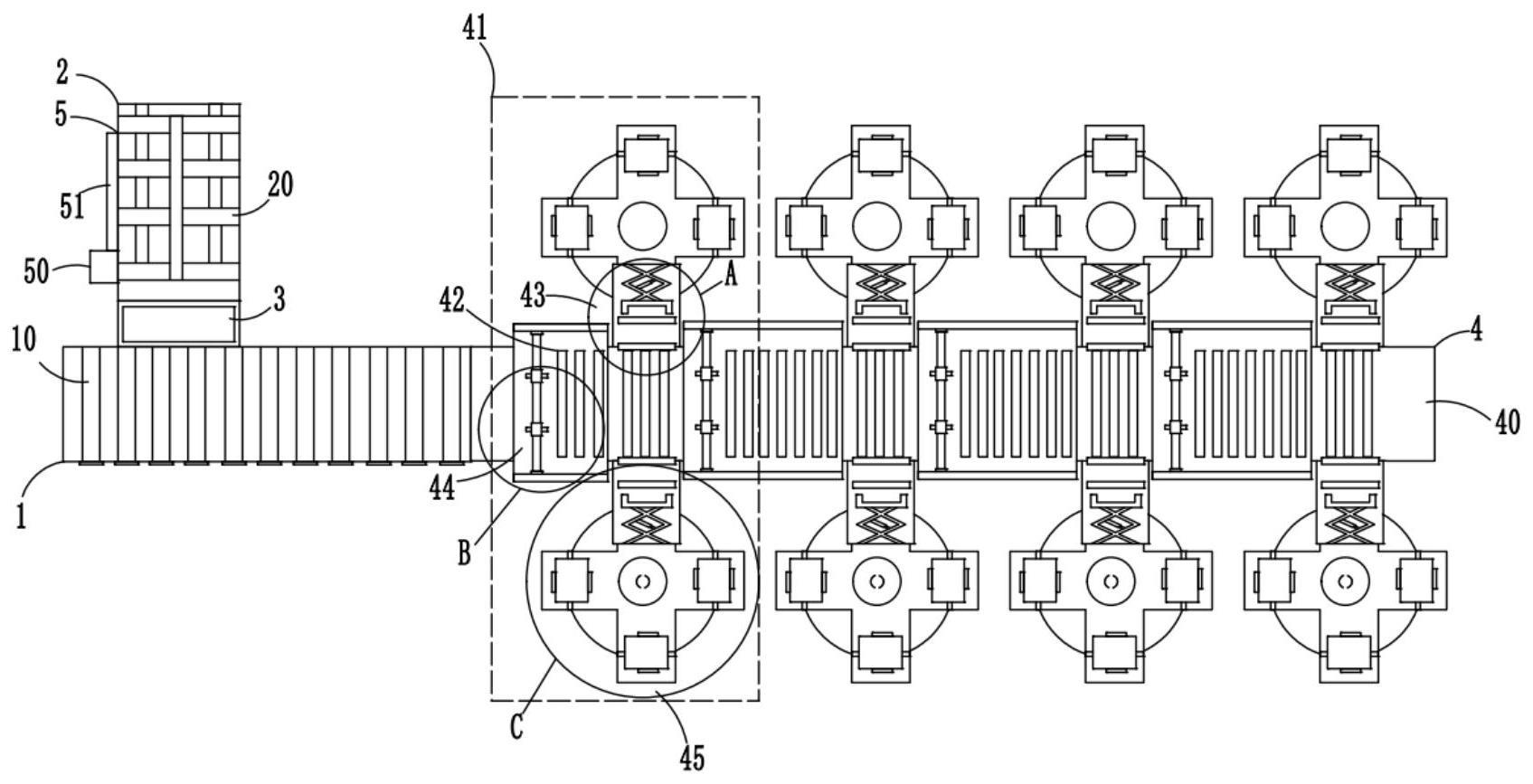
2、本发明的技术方案是:一种小型轧钢厂轧钢原料的分拣生产线,包括上端安装有辊筒送料机构的第一安装放置架、与所述第一安装放置架长边相互垂直且上端安装有步进送料机构的第二安装放置架、设于第一安装放置架与所述第二安装放置架之间且左右两侧分别与第一安装放置架和第二安装放置架抵接的自动称重组件、与第一安装放置架的短边抵接的分拣送料机构;所述辊筒送料机构、步进送料机构、自动称重组件以及分拣送料机构位于同一水平面;
3、所述分拣送料机构包括与第一安装放置架的短边抵接的第三安装放置架、沿第三安装放置架长度方向设置的多个下料区、设于第一安装放置架上且与所述下料区一一对应的多个链板输送机构,每个下料区处设有磁吸下料组件,所述磁吸下料组件包括设于下料区前后两侧的两个出料口、设于所述出料口处的下料安装箱、通过剪叉升降架与所述下料安装箱内壁连接且对称分布的两个u型电磁吸盘、设于下料安装箱底端且与外部贯通的条形下料口、位于所述条形下料口下端且通过第一电动伸缩杆与第三安装放置架外壁连接的封堵板和盛放箱;
4、每个下料区内且靠近第一安装放置架侧设有导向移动组件,所述导向移动组件包括相对分布于下料区前后两侧且相对侧设有滑动槽的安装滑条、左右两端分布通过滑块与所述滑动槽滑动连接的倒u型滑动架、通过滑动套与所述倒u型滑动架水平段滑动连接且相对分布的两个导向夹持块、设于倒u型滑动架竖直段与导向夹持块之间的第二电动伸缩杆。
5、进一步地,所述第一安装放置架、第二安装放置架以及第三安装放置架均为可升降结构。
6、说明:通过升降结构的设置,可满足不同高度的使用需求。
7、进一步地,所述盛放箱内部沿长度方向设有气缸缓冲座,所述气缸缓冲座包括截面为等腰梯形的缓冲台、设于所述缓冲台与盛放箱底端内壁之间的缓冲气缸、设于缓冲台的腰部侧壁处的多个缓冲橡胶垫,所述缓冲橡胶垫上为波浪型结构,盛放箱侧壁且对应缓冲台前后两侧处均设有取料口,盛放箱上端设有落料口。
8、说明:当条形轧钢原料落至盛放箱时,首先落至缓冲台上端,然后,通过等腰梯形的缓冲台的腰部位置缓冲下落,可避免直接砸向盛放箱而造成损坏,延长了盛放箱的使用寿命。
9、进一步地,所述第三安装放置架侧壁且位于各个出料口处的转动卸料组件,所述转动卸料组件包括水平段与第三安装放置架侧壁连接的l型连接架、设于所述l型连接架竖直段的转动底座、设于所述转动底座上端的十字型放置板、通过连接轴与所述十字型放置板中心转动连接的旋转电机,十字型放置板上段设有多个限位条,所述盛放箱有四个,分别放置于十字型放置板上且位于各个限位条之间。
10、说明:当条形轧钢原料经条形下料口下落至盛放箱内,而盛放箱达到预设承载量时,启动旋转电机,通过旋转电机带动转动筒和转动底座转动,当相邻的盛放箱转动至条形下料口下端处时,关闭旋转电机,上述过程自动化程度高,使分拣后的条形轧钢原料在分拣的同时,直接分类储存,节省了二次整理原料的步骤,大大提高了装置的工作效率。
11、进一步地,所述l型连接架竖直段与转动底座之间设有转动筒,所述十字型放置板各侧壁均铰接有活动倾斜板,且所述活动倾斜板底端与所述转动筒之间设有液压伸缩杆,各个活动倾斜板上端设有调节凹槽,且其中一个限位条位于所述调节凹槽内且与调节凹槽的尺寸相匹配,限位条底端与调节凹槽之间设有第三电动伸缩杆。
12、说明:需要将盛放箱从转动底座上端卸下时,启动该盛放箱底端对应的液压伸缩杆,在液压伸缩杆的压缩作用下,使活动倾斜板发生倾斜,然后,在重力的作用下,盛放箱自动滑落,不需人为卸货,大大提高了卸货效率。
13、更进一步地,所述限位条侧壁与调节凹槽侧壁滑动连接,所述l型连接架的竖直段可在第三安装放置架侧壁上下滑动。
14、说明:可提高限位条的稳定性,可根据需要调节盛放箱和转动卸料组件距离条形下料口下端处的距离,降低轧钢原料对盛放箱的冲击力的同时,还能方便盛放箱从转动底座上卸下,提高装置运行可靠性。
15、进一步地,所述封堵板上端与下料安装箱底端且位于条形下料口两侧处滑动连接。
16、说明:增加封堵板安装时的稳定性,避免因第一电动伸缩杆发生故障时封堵板未及时打开,使轧钢原料砸至封堵板上端,造成损坏,延长了封堵板的使用寿命。
17、进一步地,还包括智能控制组件,所述智能控制组件包括与各个电气元件电性连接的控制器、与所述控制器电性连接的电子显示屏、设于封堵板处的红外线检测仪、设于导向夹持块侧壁的压力传感器、设于十字型放置板与活动倾斜板连接处的角度传感器。
18、说明:通过控制器控制各个电气元件正常有序的运行,提高装置自动化程度,通过电子显示屏的设置,可将各个元件的运行状态直观显示,方便工作人员实时了解装置运行情况,同时,通过压力传感器的设置,可检测导向夹持块对条形轧钢原料的夹持压力,使夹持压力受控,提高装置运行可靠性和安全性,通过角度传感器的设置,保证活动倾斜板的倾斜角度能够平稳安全的将盛放箱卸下,使转动卸料组件可靠运行。
19、本发明还公开了一种小型轧钢厂轧钢原料的分拣生产线的分拣工艺,包括以下步骤:
20、s1、将剪切的条形轧钢原料送到步进送料机构上,间歇送到自动称重组件上端,秤完后送到辊筒送料机构上,通过辊筒送料机构的输送,将条形轧钢原料送入分拣送料机构上;
21、s2、条形轧钢原料送入分拣送料机构后,首先,通过控制器设定每个下料区的下料重量,此时,条形轧钢原料放置于距离辊筒送料机构最近的下料区对应的链板输送机构上,然后接力通过各链板输送机构,当条形轧钢原料通过各链板输送机构时,在链板输送机构的带动下,滑块在滑动槽内向靠近出料口侧移动,同时,启动第二电动伸缩杆,通过第二电动伸缩杆的延伸作用,使两个导向夹持块相向移动,使条形轧钢原料在移动时,始终保持与导向夹持块垂直的方向移动,当滑块在滑动槽内移动至末端时,使第二电动伸缩杆缩短,使条形轧钢原料继续向前移动,直至移动至对应的下料区内对应的出料口处,然后,重复上述过程,对下一个条形轧钢原料进行导向移动;
22、s3、当条形轧钢原料移动至对应的出料口处时,启动剪叉升降架,利用相向分布的两个剪叉升降架和u型电磁吸盘的配合使用,将条形轧钢原料移动至条形下料口处,然后,通过第一电动伸缩杆的压缩作用,使封堵板在下料安装箱底端底端滑动,并将条形下料口打开,此时,条形轧钢原料从条形下料口落下,并落至位于条形下料口正下端的盛放箱内;
23、s4、当条形下料口落至盛放箱内时,首先落至缓冲台上端并向下压缩缓冲气缸,然后,通过经等腰梯形的缓冲台的腰部位置缓冲下落至盛放箱底端,当盛放箱达到预设承载量时,启动旋转电机,通过旋转电机带动转动筒和转动底座转动,当相邻的盛放箱转动至条形下料口下端处时,关闭旋转电机即可;
24、s5、需要将盛放箱从转动底座上端卸下时,启动该盛放箱底端对应的液压伸缩杆,在液压伸缩杆的压缩作用下,使活动倾斜板发生倾斜,然后,在重力的作用下,盛放箱自动滑落。
25、相对于现有技术,本发明的有益效果是:
26、(1)本发明提供一种小型轧钢厂轧钢原料的分拣生产线及分拣工艺,将剪切的条形轧钢原料送到步进送料机构上,间歇送到自动称重组件,通过智能控制组件计数,使秤完后送到辊筒送料机构上,通过辊筒送料机构的输送,将条形轧钢原料送入分拣送料机构,最后经分拣送料机构分拣,整个过程是连续运转,无料时,条形下料口是关闭的,通过以上设备的运作,可以方便的将各类条形料按重量进行分类,设备操作简单,减少人力资源的浪费,而且工作强度不大,工作环境也大大得到提高;
27、(2)本发明的导向移动组件在使用时,在每个下料区内均通过两个相向分布的导向夹持块对条形轧钢原料进行夹持,并与条形轧钢原料同步移动,对条形轧钢原料进行导向移动,使其始终保持同一水平线移动,目的是保证条形轧钢原料从条形下料口处顺利下落,并使条形轧钢原料整齐有序的落至盛放箱内,在分拣的同时,直接分类储存,节省了二次整理原料的步骤,大大提高了装置的工作效率,当盛放箱达到预设承载量时,动该盛放箱底端对应的液压伸缩杆,在液压伸缩杆的压缩作用下,使活动倾斜板发生倾斜,然后,在重力的作用下,盛放箱自动滑落,不需人为卸货,大大提高了卸货效率;
28、(3)本发明的盛放箱内设有气缸缓冲座,当条形轧钢原料落至盛放箱时,首先落至缓冲台上端,然后,通过等腰梯形的缓冲台的腰部位置缓冲下落,可避免直接砸向盛放箱而造成损坏,延长了盛放箱的使用寿命;
29、(4)本发明的转动卸料组件在使用时,当其中一个盛放箱达到预设承载量时,可启动旋转电机,通过旋转电机带动转动筒和转动底座转动,使相邻的盛放箱转动至条形下料口下端处,此时,关闭旋转电机即可,上述过程自动化程度高,使分拣后的条形轧钢原料在分拣的同时,直接分类储存,且存储量大,整个过程连续进行,节省了二次整理原料的步骤,大大提高了装置的工作效率。
- 还没有人留言评论。精彩留言会获得点赞!