一种隔热棉厚度测试机设备的制作方法
1.本发明隔热棉加工技术领域,具体为一种隔热棉厚度测试机设备。
背景技术:
2.隔热棉即起到隔热效果的棉类产品,隔热棉具有耐高温,不易燃烧,导热系数低等特点,现广泛应用于工业的隔热棉都采用玻璃纤维为材质加工生产而成,如玻纤棉,玻璃棉。此类产品再进行加工,可以复合铝箔,玻纤布,使其用途更为广泛;
3.隔热棉在加工的过程中,对其不同复合层进行贴胶是必不可少的,且在贴胶后,需要对隔热棉的厚度进行测试,现有的大多数是人工手动对厚度进行测试,测试的数据准确性差,耗时费力,降低了隔热棉整体加工的效率,不利于隔热棉批量的大规模生产,鉴于此,我们提出一种隔热棉厚度测试机设备。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种隔热棉厚度测试机设备,解决了有的大多数是人工手动对厚度进行测试,测试的数据准确性差,耗时费力,降低了隔热棉整体加工的效率,不利于隔热棉批量的大规模生产的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种隔热棉厚度测试机设备,包括第一安装架、第二安装架和测试机构,所述第二安装架固定安装在所述第一安装架的一侧,所述第二安装架的顶部固定安装有上料仓,所述上料仓位于所述第一安装架的一侧,所述第一安装架的顶部设置有输料轨道,所述测试机构固定安装在所述第一安装架顶部一侧的中间位置处,且所述测试机构的一侧安装有升降板,所述升降板与所述测试机构内部的升降驱动机构固定连接,所述升降板位于所述输料轨道的正上方。
8.优选的,所述升降板内部的四端均固定安装有位移传感器,四个所述位移传感器的底端均设置有检测头。
9.优选的,所述第一安装架顶部的一侧固定安装有第一龙门架,所述第一龙门架上活动安装有上料机械手,所述上料机械手位于所述上料仓的上方。
10.优选的,所述第一安装架顶部的另一侧固定安装有第二龙门架,所述第二龙门架上活动安装有不良品分选机械手,所述不良品分选机械手位于所述输料轨道的上方。
11.优选的,所述第一安装架的顶部固定安装有回料盒,所述回料盒位于所述输料轨道的一侧。
12.优选的,所述回料盒为顶部开口结构,且所述回料盒的内部设置有偏厚料仓和偏薄料仓。
13.优选的,所述第一安装架的顶部设置有产品传送皮带,所述产品传送皮带位于所述输料轨道的一侧。
14.该一种隔热棉厚度测试机设备,具体操作步骤如下:
15.s1、在输料轨道没有产品的时候初始化,各个机构回原点;
16.s2、回原点后,装有位移传感器的测试机构使得升降板下压到指定高度,位移传感器的检测头接触到没有产品的输料轨道,程序发出清零指令,四个位移传感器数值清零,测试机构则驱动升降板上升到待机高度;
17.s3、再启动测试机构,通过上料机械手将上料仓内部的产品送至输料轨道上,启动输料轨道对产品进行传送;
18.s4、产品传送到升降板下方时,测试机构驱动升降板下移到测试位置,读取位移传感器数值算平均值即为产品厚度;
19.s5、产品厚度测量完成后,输料轨道对产品继续进行输送;
20.s6、当产品输送至不良品分选机械手下方时,控制不良品分选机械手,通过不良品分选机械手对产品进行分选,偏薄和偏厚的产品则送入回料盒内部的偏薄料仓和偏厚料仓中,厚度正常的产品则送至产品传输皮带上,进行输送。
21.(三)有益效果
22.本发明提供了一种隔热棉厚度测试机设备。具备以下有益效果:该隔热棉厚度测试机设备,采用高精度位移传感器测试,首先在输料轨道没有产品的时候初始化,各个机构回原点,回原点后,装有高精度位移传感器的测试机构使得升降板下压到指定高度(位移传感器的检测头接触到没有产品的输料轨道)程序发出清零指令,四个位移传感器数值清零,测试机构则驱动升降板上升到待机高度,再启动测试机构,产品进入输料轨道,产品传送到升降板下方时,测试机构驱动升降板下移到测试位置,读取位移传感器数值算平均值即为产品厚度,进而使得本装置方便快速的对隔热棉贴胶后的厚度进行测量,且可不停机的连续操作,大大的减小了人力消耗,提高了隔热棉生产的效率,适合批量的进行生产,实用性强。
附图说明
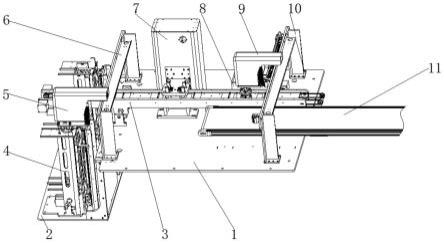
23.图1为本发明整体结构示意图;
24.图2为本发明中测试机构的结构示意图;
25.图3为本发明回料盒的结构示意图。
26.图中:1、第一安装架;2、第二安装架;3、输料轨道;4、上料仓;5、上料机械手;6、第一龙门架;7、测试机构;8、回料盒;9、不良品分选机械手;10、第二龙门架;11、产品传送皮带;12、升降板;13、位移传感器;14、检测头;15、偏厚料仓;16、偏薄料仓。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
28.请参阅图1-3,本发明提供一种技术方案:
29.实施例一:一种隔热棉厚度测试机设备,包括第一安装架1、第二安装架2和测试机构7,第二安装架2固定安装在第一安装架1的一侧,第二安装架2的顶部固定安装有上料仓4,上料仓4位于第一安装架1的一侧,第一安装架1的顶部设置有输料轨道3,通过输料轨道3
方便将上料仓4的产品输送至测试机构7下方进行测试,测试机构7固定安装在第一安装架1顶部一侧的中间位置处,且测试机构7的一侧安装有升降板12,升降板12与测试机构7内部的升降驱动机构固定连接,升降板12位于输料轨道3的正上方,升降板12内部的四端均固定安装有位移传感器13,四个位移传感器13的底端均设置有检测头14,首先在输料轨道3没有产品的时候初始化,各个机构回原点,回原点后,装有位移传感器13的测试机构7使得升降板12下压到指定高度位移传感器13的检测头14接触到没有产品的输料轨道3,程序发出清零指令,四个位移传感器13数值清零,测试机构7则驱动升降板12上升到待机高度,再启动测试机构7,产品进入输料轨道3,产品传送到升降板12下方时,测试机构7驱动升降板12下移到测试位置,读取位移传感器13数值算平均值即为产品厚度,第一安装架1顶部的一侧固定安装有第一龙门架6,第一龙门架6上活动安装有上料机械手5,上料机械手5位于上料仓4的上方,进而通过上料机械手5方便将上料仓4内部的产品拿取送至输料轨道3上,第一安装架1顶部的另一侧固定安装有第二龙门架10,第二龙门架10上活动安装有不良品分选机械手9,不良品分选机械手9位于输料轨道3的上方,第一安装架1的顶部固定安装有回料盒8,回料盒8位于输料轨道3的一侧,回料盒8为顶部开口结构,且回料盒8的内部设置有偏厚料仓15和偏薄料仓16,第一安装架1的顶部设置有产品传送皮带11,产品传送皮带11位于输料轨道3的一侧,通过不良品分选机械手9可对产品进行筛选,偏薄和偏厚的产品则送入回料盒8内部的偏薄料仓16和偏厚料仓15中,厚度正常的产品则送至产品传输皮带11上,进行输送,方便后期进一步的进行加工。
30.该一种隔热棉厚度测试机设备,具体操作步骤如下:
31.s1、在输料轨道3没有产品的时候初始化,各个机构回原点;
32.s2、回原点后,装有位移传感器13的测试机构7使得升降板12下压到指定高度,位移传感器13的检测头14接触到没有产品的输料轨道3,程序发出清零指令,四个位移传感器13数值清零,测试机构7则驱动升降板12上升到待机高度;
33.s3、再启动测试机构7,通过上料机械手5将上料仓4内部的产品送至输料轨道3上,启动输料轨道3对产品进行传送;
34.s4、产品传送到升降板12下方时,测试机构7驱动升降板12下移到测试位置,读取位移传感器13数值算平均值即为产品厚度;
35.s5、产品厚度测量完成后,输料轨道3对产品继续进行输送;
36.s6、当产品输送至不良品分选机械手9下方时,控制不良品分选机械手9,通过不良品分选机械手9对产品进行分选,偏薄和偏厚的产品则送入回料盒8内部的偏薄料仓16和偏厚料仓15中,厚度正常的产品则送至产品传输皮带11上,进行输送。
37.工作原理,使用时先检查本装置各个结构的安全性,首先在输料轨道3没有产品的时候初始化,各个机构回原点,回原点后,装有位移传感器13的测试机构7使得升降板12下压到指定高度,位移传感器13的检测头14接触到没有产品的输料轨道3,程序发出清零指令,四个位移传感器13数值清零,测试机构7则驱动升降板12上升到待机高度,再启动测试机构7,通过上料机械手5将上料仓4内部的产品送至输料轨道3上,产品传送到升降板12下方时,测试机构7驱动升降板12下移到测试位置,读取位移传感器13数值算平均值即为产品厚度,产品厚度测试完后,再控制不良品分选机械手9,通过不良品分选机械手9对产品进行分选,偏薄和偏厚的产品则送入回料盒8内部的偏薄料仓16和偏厚料仓15中,厚度正常的产
品则送至产品传输皮带11上,进行输送。
38.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1