一种立体盒检品机的制作方法
1.本实用新型涉及检品机技术领域,具体涉及一种立体盒检品机。
背景技术:
2.为保证品质,立体盒生产后需要对其进行缺陷检测,如脏污、划痕、底角缺陷、竖筋缺陷以及分型面缺陷等方面的检测,然而,目前的检测工作主要有人工完成,导致效率低下的同时部分缺陷的立体盒难以发现,导致每批次的产品质量底,客户不满意。
技术实现要素:
3.本实用新型的目的在于提供一种立体盒检品机,解决现有技术中快速、精准的检测立体盒的缺陷的问题。
4.本实用新型的目的可以通过以下技术方案实现:
5.一种立体盒检品机,包括控制器、用于带动立体盒移动的传送机构,所述传送机构带动立体盒依次经过第一工位和第二工位,所述传送机构上方设置有支架,所述支架对应所述第一工位处设置有白色光源以及用于从立体盒上方对立体盒进行拍摄的第一相机;所述支架对应所述第二工位处设置有紫外光源以及用于对立体盒内侧壁和内底壁分别进行拍摄的第二相机组,所述第二相机组包括四个侧壁相机和一个底壁相机,所述侧壁相机、所述底壁相机和所述第一相机均与所述控制器连接。
6.作为本实用新型进一步的方案:所述传送机构包括前置输送机以及与所述前置输送机对接的夹持移动装置,所述第一相机和所述第二相机组位于所述夹持移动装置上方,所述夹持移动装置包括至少三对夹爪和驱动所述夹爪沿第一方向往复移动的驱动组件,相邻对夹爪之间的间距为单位间距,所述夹爪下方设置有托板,每对所述夹爪分布在所述托板的两侧。
7.作为本实用新型进一步的方案:所述托板两侧分别设置有一个固定架,同侧的所述夹爪固定在所述固定架上,所述驱动组件驱动两个所述固定架相互远离或靠近。
8.作为本实用新型进一步的方案:所述前置输送机上设置有使立体盒依次有序进入所述夹爪夹持区间的分割装置,所述分割装置包括分割板以及驱动所述分割板上下移动的升降气缸。
9.作为本实用新型进一步的方案:所述前置输送机上设置有用于放置纸箱的托盘,所述夹爪夹持所述托盘两端。
10.作为本实用新型进一步的方案:所述立体盒检品机还包括与所述传送机构连接的次品剔除装置。
11.作为本实用新型进一步的方案:所述次品剔除装置包括上下设置的上输送机和下输送机,所述上输送机设置为伸缩式输送机。
12.作为本实用新型进一步的方案:所述上输送机和下输送机的输送方向相反。
13.作为本实用新型进一步的方案:所述支架上设置有挡板,所述挡板位于所述白色
光源与所述紫外光源之间。
14.作为本实用新型进一步的方案:所述白色光源与所述紫外光源设置为条形光源。
15.本实用新型的有益效果:1、通过分别设置白色光源和紫色光源与相机配合,可清晰的拍摄出立体盒上的脏污和缺陷,提高检测的精准度。
16.2、通过设置间隔单位间距的若干对夹爪,使第一工位和第二工位可同步对不同的立体盒进行检测,提高检测效率。
17.3、通过设置上输送机和下输送机,使上输送机设置为伸缩式输送机,使检测到不合格的立体盒收缩上输送机长度进而使不合格的立体盒落到下输送机上被输送走,快速实现合格与不合格立体盒的分离。
附图说明
18.下面结合附图对本实用新型作进一步的说明。
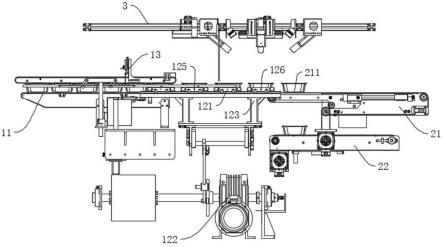
19.图1是本实用新型俯视图;
20.图2是本实用新型整体结构示意图;
21.图3是本实用新型侧视图;
22.图4是图3的部分结构示意图。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
24.请参阅图1-4所示,本实用新型为一种立体盒检品机,用于对立体盒(如纸盒、卡板盒等)内部的脏污、划痕、底角缺陷、竖筋缺陷以及分型面缺陷等方面进行检测识别。
25.立体盒检品机包括用于带动立体盒移动的传送机构1,传送机构1上具有对立体盒进行第一次检测的第一工位125和第二次检测的第二工位126,检测完毕后,传送机构1将立体盒送入次品剔除装置2,由次品剔除装置2将不合格的立体盒单独剔除出来,将合格的产品送入后道设备(未图示)。
26.传送机构1上方设置有支架3,支架3对应第一工位125处设置第一相机32以及设置在第一相机32一侧的白色光源31,支架3对应第二工位126处设置有紫外光源33以及用于对立体盒内侧壁和内底壁分别进行拍摄的第二相机组,其中,第二相机组包括四个侧壁相机34和一个底壁相机35,侧壁相机34、底壁相机35和第一相机32均与plc控制器连接。支架3上设置有位于白色光源31与紫外光的挡板36,用于将两种不同的光分离开,防止相互干扰。白色光源31与紫外光源33设置为条形光源,提高立体盒壁上光线分布的均匀性。
27.传送机构1带动立体盒依次经过第一工位125和第二工位126进行立体盒检测的第一工序和第二工序,具体的,当立体盒移动到第一工位125时,设置在支架3上的第一传感器(未图示)接收到感应信号,plc控制器控制传送机构1停止移动,立体盒被固定在第一工位125上,第一工序启动,位于立体盒正上方的第一相机32沿竖直方向从上往下对着立体盒的内腔拍摄照片,白色光源31在第一相机32拍摄时进行补光,第一相机32将拍摄好的照片传
送给plc控制器,由plc控制器对照片中的立体盒进行脏污方面的智能识别,plc控制器将第一相机32拍摄照片的判断结果进行队列1入队操作。
28.第一工序结束后,传送机构1带动经过第一工序的立体盒向第二工位126移动,当立体盒移动到第二工位126时,设置在支架3上的第二传感器(未图示)接收到感应信号,plc控制器控制传送机构1停止移动,立体盒被固定在第二工位126上,第二工序启动,沿竖直方向倾斜设置的四个侧壁相机34分别对立体盒的前后左右内侧壁进行拍摄,竖直设置的底壁相机35对立体盒的内底壁进行拍摄,四个侧壁相机34和一个底壁相机35的一侧分别设置一个紫外光源33补充亮度,侧壁相机34和底壁相机35将拍摄好照片传送给plc控制器,由plc控制器对照片中立体盒的划痕、底角缺陷、竖筋缺陷以及分型面缺陷等方面进行智能识别,plc控制器对侧壁相机34和底壁相机35拍摄照片的判断结果进行队列2入队操作。
29.第二工序结束后,传送机构1将立体送入次品剔除装置2,根据plc控制器的逻辑判断,当队列1和队列2中有一个标注为不合格时,次品剔除装置2将不合格的立体盒剔除出去,合格的产品流入后道设备。具体的,本实施例中,次品剔除装置2包括上下设置的上输送机21和下输送机22,上输送机21设置为伸缩式输送机,上输送机21的两端分别与传送机构1和后道设备对接,第二工序结束后传送机构1将立体盒传输至上输送机21上,当plc控制器判定立体盒为合格产品时,上输送机21直接将立体盒输送至后道设备;当plc控制器判定立体盒为不合格产品时,上输送机21远离传送机构1的一端向传送机构1方向回缩,致使上输送机21的输送总长度缩短,立体盒移动至上输送机21远离传送机构1一端后会掉落到下输送机22上,下输送机22将不合格的立体盒输送至收集框(未图示)内集中收集,完成对不合格产品与合格产品的分流工作。优选的,上输送机21和下输送机22的输送方向相反,以便于将合格产品和不合格区分开。
30.整体流程采用视觉系统与西门子1513plc通信,视觉处理判断产品好坏,西门子1513plc处理各组件之间的运行工作实现对不合格立体盒的筛选。
31.本实施例中,为使第一工位125和第二工位126同步进行检测工作,传送机构1包括前置输送机11以及一端与前置输送机11对接的夹持移动装置12,夹持移动装置12的另一端与上输送机21对接。第一相机32和第二相机组位于夹持移动装置12上方,立体盒通过前置输送机11传输到夹持移动装置12上被夹持移动装置12依次移动至第一工位125和第二工位126进行第一工序和第二工序的检测,然后送入次品剔除装置2的第三工位211(次品剔除装置2靠近夹持移动装置12的端部上表面)上进行分流工作。具体的,夹持移动装置12包括依次相邻设置的若干对夹爪121和驱动所述夹爪121沿第一方向往复移动的驱动组件122,夹爪121的对数不少于三对,相邻对夹爪121之间间距相等,优选的,相邻对夹爪121之间的间距为单位距离(立体盒从第一工位125移动至第二工位126的距离),诚然,在其他实施例中,立体盒从第一工位125移动至第二工位126的距离也可为单位距离的倍数,在此不做具体限制。夹爪121下方设置有用于夹爪121松开后托住立体盒的托板124。每对夹爪121可夹取一个立体盒,每对夹爪121分布在托板124的两侧,同侧的夹爪121被固定在同一个固定架123上,驱动组件122通过驱动固定架123实现所有夹爪121同步沿第一方向(第一工位125指向第二工位126的方向)往复移动单位距离,使立体盒源源不断的被依次送入第一工位125、第二工位126和第三工位211上,即夹爪121每次夹取一个立体盒后会带动立体盒先移动一个单位距离至第一工位125,而之前位于第一工位125的立体盒会被另一个夹爪121移动至第
二工位126,以此类推,位于第二工位126的立体盒会被移动至第三工位211,移动好立体盒位置后,夹爪121会松开立体盒将其放置在托板124上,夹爪121往回移动一个单位距离继续等待夹取移动新的立体盒,依次循环。通过设置多对间隔单位距离的夹爪121,使第一相机32和第二相机组可同时检测拍摄,提高检测效率。
32.本实施例中,为简化夹持移动装置12的结构,驱动组件122还通过可带动两个固定架123相互远离或靠近进而实现同步控制每对夹爪121进行开合作业,即所有对夹爪121同步对立体盒进行夹取和松开。此时,驱动组件122可同时控制固定架123的前后往复(固定架123相互远离或靠近)运动和左右(第一方向)往复运动,驱动组件122可通过电机、连接架和滑轨之间的简单配合实现固定架123的移动,在此对驱动组件122的具体结构不做具体限定,仅需要驱动组件122能实现固定架123的上述运动即可。
33.本实施例中,为保证立体盒依次有序的进入夹爪121夹持区间被夹取,前置输送机11上有用于拦截立体盒的分割装置13,分割装置13每次只允许一个立体盒前置输送机11的输送进入夹爪121的夹持区间,剩余的立体盒被拦截在前置输送机11上,具体的,前置输送机11上设置有安装架,分割装置13包括设置在安装架上的升降气缸131和通过升降气缸131驱动升降的分割板132,当目标立体盒从分割板132下方穿过后,升降气缸131立马驱动分割板132下降拦截住后面的立体盒,之后目标立体盒进入夹爪121夹持区间被夹持,夹爪121移动一个单位距离将目标立体盒放置在第一工位125上,夹爪121再往回移动至未夹持目标立体盒前的位置,此时,升降气缸131抬升分割板132让出通道使下一个目标立体盒进去夹爪121的夹持区间,依次循环,保证每次只有一个立体盒进入每对夹爪121的夹持区间,使检测过程有序进行。
34.为防止夹爪121的夹持对立体盒产生损伤,本实施例中,将每个立体盒都放置在托盘14中移动,夹爪121通过夹紧托盘14两端移动立体盒。
35.以上对本实用新型的一个实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1