一种不合格手套分级筛选装置的制作方法
1.本实用新型涉及手套分检设备技术领域,具体涉及一种不合格手套分级筛选装置。
背景技术:
2.塑胶手套生产线中,如何自动实现合格手套与次品的筛选与分离、次品的分级一直是一项技术难题,现有的塑胶手套生产线中,可以依托视觉检测系统可以筛选出不合格手套,并利用剔除机将不合格手套剔除,但不合格手套的种类多样,不同工位产生的缺陷也千差万别,如断指、碰伤、二次料、大余料、油污、小余料、卷边不良、脱胶、薄点、厚薄不均、白点、大撕破、小撕破、破洞、无卷边、小黑点、卷边气泡等等,上述缺陷中,有的缺陷是可修复缺陷,手套具有二次利用价值,有的缺陷为不可修复缺陷,没有修复价值。对于可修复缺陷手套,通常只能人工把进行挑选。
3.因此,塑胶手套生产线中亟需设计一种分级筛选装置,将不同级别的次品进行自动归类收集,便于对次品进行二次处理。
技术实现要素:
4.为解决背景技术中存在的问题,本实用新型提供一种不合格手套分级筛选装置,其包括:用于筛选出不合格手套的分拣装置;设置于分拣装置后端或下方的分级收纳系统;所述分级收纳系统包括用于收纳不同级别不合格手套的若干收纳箱,以及与工控系统通讯连接的分级装置;
5.所述分级装置包括连接于角度可调的分级挡板以及与分级挡板连接的驱动机构,所述驱动机构与分级挡板连接,用于调节分级挡板的张开角度;对应分级挡板的不同的张开角度设置有若干收纳箱。
6.优选地,所述分级挡板设置有若干档张开角度。
7.进一步,针对不同等级的不合格品,设置有不同的收纳箱,所述收纳箱设置的位置,与分级挡板的不同张开角度相对应。
8.进一步,所述分拣装置为用于输送手套的输送带及其动力机构;所述动力机构与工控系统通讯连接的电机,工控系统通过控制电机的正、反转,实现输送带对合格手套的正向传送与对不合品的反向传送。
9.进一步,所述分拣装置为剔除机,用于直接将不合格手套剔除至分级收纳系统。
10.本实用新型所达到的有益效果为:
11.本实用新型通过设置视觉检测系统对手套生产线中不同工位的手套进行检测,并根据检测结果通过电机控制手套输送带的正反转将合格手套与不合格手套进行分类输送,通过分级收纳系统对次品进行分级,并设计分级装置将不同级别的次品进行自动归类收集,便于对次品进行二次处理,节省了成本;本实用新型的机械化和自动化程度高,为公司降低了管理成本,提高了生产效率。
附图说明
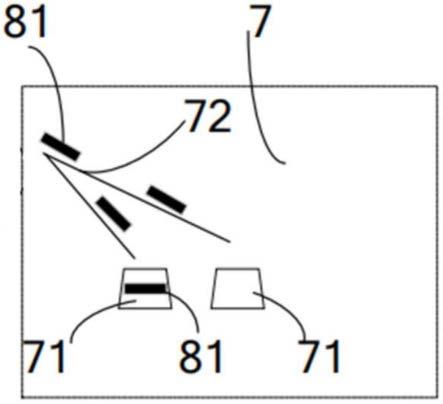
12.图1是本实用新型系统结构示意图;
13.图2是其中一种分拣装置的结构示意图;
14.图3是本实用新型的流程结构示意图;
15.图4是本发明实施例3的结构示意图。
16.图中标号:
17.1、下垂工位;2、撑口工位;21、脱模机构;3、手掌工位;4、图像采集装置;5、工控系统;6、手套分拣码沓系统;61、手套抚平码沓装置;61、输送带;7、分级收纳系统;71、收纳箱;72、分级装置;81、不合格手套;82、合格手套。
具体实施方式
18.为便于本领域的技术人员理解本实用新型,下面结合附图说明本实用新型的具体实施方式。
19.参照图1-4,一种不合格手套分级筛选装置,其包括用于筛选出不合格手套的分拣装置;所述分拣装置为如图2所示的用于输送手套的输送带61及其动力机构;所述动力机构与工控系统通讯连接的电机,工控系统通过控制电机的正、反转,实现输送带对合格手套的正向传送与对不合品的反向传送。
20.还包括用于将合格手套82抚平、码沓的手套抚平码沓装置及其动力机构;分拣装置后端设置有分级收纳系统7;所述分级收纳系统7包括用于收纳不同级别不合格手套81的若干收纳箱71,以及与工控系统5通讯连接的分级装置72。
21.所述分拣装置还可以为剔除机,剔除机为现有技术中的成熟产品,可直接将不合格手套剔除至分级收纳系统。
22.实施例1,
23.本实施例中,所述分级装置72包括连接于电机、角度可调的分级挡板以及与分级挡板连接的驱动机构,所述驱动机构与分级挡板连接,用于调节分级挡板的张开角度;对应分级挡板的不同的张开角度设置有若干收纳箱71。所述分级挡板设置有若干档张开角度,本实施例中,所述分级挡板设置有30
°
、60
°
两档张开角度。
24.所述撑口工位2内设置有若干脱模机构21。
25.基于视觉检测的手套分级筛选方法,按以下的步骤进行:
26.s1:在手套生产线的手掌工位3、撑口工位2、下垂工位1设置若干图像采集装置4,采集不同工位上的手套图像;
27.s2:工控系统5实时获取步骤s1中采集的图像,并根据计算模型对采集的不同工位上的图像进行检测分析;
28.s3:工控系统5根据检测分析结果对手套进行分类和分级,所述分类包括分为合格手套82和不合格手套81,所述分级包括对不合格手套81分成若干级别;所述工控系统5内设与手掌工位3、撑口工位2、下垂工位1设置若干图像采集装置4对应的若干计算模型,分别用于检测手掌工位3、撑口工位2、下垂工位1的若干图像采集装置4所采集的图像的缺陷。
29.s4:工控系统5根据分类结果对手套分拣码沓系统6中的电机输出控制指令,将合格手套82输送至手套抚平码沓装置,将不合格手套81输送至分级收纳系统7;
30.s5:工控系统5根据分级结果通过对分级装置72输出控制指令,将不同级别的不合格手套81输送至不同的收纳箱71。
31.其中,所述步骤s4的具体过程包括,对于分类结果为合格手套82的情况,工控系统5发出控制电机正转的指令,手套输送带61将合格手套82输送至手套抚平码沓装置;对于分类结果为不合格手套81的情况,工控系统5发出控制电机反转的指令,输送带将不合格手套81输送至分级收纳系统7。
32.所述步骤s3中,根据计算模型对次品的严重程度从低到高,分为可修复次品和不可修复次品;步骤s5中,工控系统5根据分级结果通过对分级装置72的气缸输出控制指令,控制气缸的输出轴长度和分级挡板的张开角度;对于可修复次品和不可修复次品,张开角度分别为30
°
、60
°
,将不同等级的次品输送至不同的收纳箱71。
33.实施例2,
34.本实施例如图4所示,为4条手套生产线,两个外侧和两个内侧,箭头方向为手套生产线运行方向,以其中1条手套生产线为例进行说明。塑胶手套生产线设置有手掌工位3、撑口工位2、下垂工位1,还设置有视觉检测系统,所述视觉检测系统包括设置于手掌工位3、撑口工位2、下垂工位1的若干图像采集装置4。工控系统5,所述工控系统5与视觉检测系统通讯连接,用于对图像采集装置4采集的图像进行处理分析并生成控制指令。手套分拣码沓系统6,所述手套分拣码沓系统6包括用于输送从手模8上摘取下来手套的输送带61、用于将合格手套82抚平、码沓的手套抚平码沓装置及控制手套输送带61的电机,所述电机与工控系统5通讯连接;所述手套输送带61后端设置有分级收纳系统7;
35.所述分级收纳系统7包括用于收纳不同级别不合格手套81的若干收纳箱71,以及与工控系统通讯连接的分级装置72。
36.首先对手套生产线上的每一个手套模具8赋予编号,对于编号为i的手套模具8,其通过手掌工位3、撑口工位2、下垂工位1时,图像采集装置4分别采集信息,并将图像信息传递给工控系统5。如果在手掌工位3、撑口工位2、下垂工位1采集到编号i的图像信息经工控系统5进行检测分析,均无缺陷,则归为合格手套类;工控系统5发出控制电机正转的指令,输送带将合格手套82输送手套抚平码沓装置;通过手套抚平码沓装置,将无缺陷的合格手套82抚平、码沓。
37.如果在手掌工位3、撑口工位2、下垂工位1任一处采集到编号i的图像信息经工控系统5进行检测分析,判断是有缺陷的,则分类完成,归为次品类;工控系统5发出控制电机反转的指令,输送带将合格手套输送至分级收纳系统7进行进一步分级收纳。
38.需要说明的是,收纳箱71可以包括多级收纳箱,工控系统5也可根据计算模型对次品的严重程度从低到高,分为一级、二级、三级
……
;工控系统5根据分级结果通过对分级装置72的气缸输出控制指令,控制气缸的输出轴长度和分级挡板的张开角度,将不同等级的次品输送至不同的收纳箱71。
39.以上的本实用新型实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1