一种浸渍纸防伪标质量检测装置的制作方法
1.本技术涉及浸渍纸防伪制造的领域,尤其是涉及一种浸渍纸防伪标质量检测装置。
背景技术:
2.浸渍纸是由无纺布木浆与pe及植物纤维混合制成浸渍加工原纸后,将浸渍加工原纸印刷人造木纹等图纹,再经过氨基树脂(三聚氰胺甲醛树脂和脲醛树脂)浸渍,烘干制成的胶膜装饰材料。浸渍纸具有超强的吸收力和抗溶解能力,经热压可相互胶合或与人造板基材胶合,广泛应用在橱柜、衣柜、强化复合地板的贴面中。
3.为防不法分子以次充好,损害消费者利益和厂家自身名誉,一些浸渍纸生产厂家会在生产加工时,在浸渍纸的表面设置有通过紫外线照射才显示的防伪标识,以此辨别渍纸防的真伪。
4.针对上述中的相关技术,发明人发现,相关技术中的照射防伪标识和筛除不合格浸渍纸的动作均由人工处理,工作量大,自动化程度低,存在亟待改进之处。
技术实现要素:
5.为了在浸渍纸的防伪制造中,提高防伪标识质量检测的效率,本技术提供一种浸渍纸防伪标质量检测装置。
6.本技术提供的一种浸渍纸防伪标质量检测装置采用如下的技术方案:
7.一种浸渍纸防伪标质量检测装置,包括紫外线照射灯,还包括图像采集对比用的采集组件、根据采集组件对比结果分向输送浸渍纸的分向输送组件、吊装所述紫外线照射灯用的吊装组件,所述紫外线照射灯吊装在所述分向输送组件远离地面的一方,浸渍纸经下料机构传输至所述分向输送组件上,所述分向输送组件的输送方向垂直于浸渍纸的下料方向。
8.通过采用上述技术方案,工作时,通过下料机构将浸渍纸传输到分向输送组件上,吊装在分向输送组件上方的紫外线照射灯发出紫外光,显示浸渍纸上的防伪标识,采集组件采集浸渍纸上的防伪标识图像,并与标准防伪标识图像进行对比,检测防伪标识印刷质量;分向输送组件根据采集组件的对比结果,将检测表明防伪标识质量合格的浸渍纸和防伪标识不合格的浸渍纸区分输送,能够在浸渍纸的防伪制造中,提高防伪标识质量检测的效率。
9.可选的,所述采集组件设置在所述紫外线照射灯的外壳上,所述采集组件包括电源、控制器、图像采集用摄像头、将采集的信号发送至远程对比设备进行对比的无线发射器和无线接收器。
10.通过采用上述技术方案,通过电源、控制器、摄像头、无线发射器和无线接收器的相互配合,摄像头采集浸渍纸上的防伪标识图像,通过无线发射器将采集的图像信号发送给远程对比设备进行对比,通过无线接收器接收远程对比结果,利用控制器,使分向输送组
件分向输送防伪标识质量合格的浸渍纸和防伪标识质量不合格的浸渍纸。
11.可选的,所述吊装组件包括架设在所述分向输送组件远离地面一方的安装杆、设置在所述紫外线照射灯外壳上的挂耳、连接所述安装杆和所述挂耳用的挂链。
12.通过采用上述技术方案,通过安装杆、挂耳和挂链的配合设置,能够简单方便地将紫外线照射灯吊装在分向输送组件远离地面的一方。
13.可选的,所述挂耳设置有四个,四个所述挂耳分别位于所述紫外线照射灯外壳的顶部四角上,所述挂链对应设置有四条。
14.通过采用上述技术方案,能够提高紫外线照射灯的吊装稳定性。
15.可选的,所述挂链的一端与所述安装杆可拆卸相连,所述挂链的另一端与所述挂耳可拆卸相连。
16.通过采用上述技术方案,能够根据实际生产需要,更换挂链,一方面便于现场调度使用,另一方面能够更换不同长度的挂链,调节紫外线照射灯到分向输送组件的距离。
17.可选的,所述安装杆长度方向的两头均设置有支撑架,所述安装杆的一端滑移配合在一个所述支撑架上,所述安装杆的另一端滑移配合在另一所述支撑架上,所述安装杆的滑移方向垂直于所述分向输送组件的输送方向。
18.通过采用上述技术方案,能够根据防伪标在浸渍纸上印刷位置的不同,调节紫外线照射灯的位置,使照射更加清晰,检测结果更加准确。
19.可选的,所述分向输送组件包括传输辊、带动所述传输辊转动的伺服电机、与远程对比设备电性连接的伺服驱动器。
20.通过采用上述技术方案,使用时,伺服驱动器根据远程对比设备的电信号驱控伺服电机正反转,伺服电机带动传输辊转动,从而将检测表明防伪标识质量合格的浸渍纸和防伪标识不合格的浸渍纸区分输送,提高防伪标识质量检测的效率。
21.可选的,所述采集组件还包括与所述无线接收器电性连接的蜂鸣器报警器。
22.通过采用上述技术方案,蜂鸣报警器与无线接收器电性连接,无线接收器接收到远程对比设备的信息信号,传递给蜂鸣报警器,利用蜂鸣报警器及时提示有不合格浸渍纸出现。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.工作时,通过下料机构将浸渍纸传输到分向输送组件上,吊装在分向输送组件上方的紫外线照射灯发出紫外光,显示浸渍纸上的防伪标识,采集组件采集浸渍纸上的防伪标识图像,并与标准防伪标识图像进行对比,检测防伪标识印刷质量;分向输送组件根据采集组件的对比结果,将检测表明防伪标识质量合格的浸渍纸和防伪标识不合格的浸渍纸区分输送,能够在浸渍纸的防伪制造中,提高防伪标识质量检测的效率;
25.2.通过使挂链的两端分别与安装杆和挂耳可拆卸相连,一方面能够根据实际生产需要,更换调度挂链,另一方面能够更换不同长度的挂链,调节紫外线照射灯到分向输送组件的距离;
26.3.通过在垂直于分向输送组件的输送方向上滑移调节安装杆的位置,从而能够根据防伪标在浸渍纸上印刷位置的不同,调节紫外线照射灯的位置,使照射更加清晰,检测结果更加准确。
附图说明
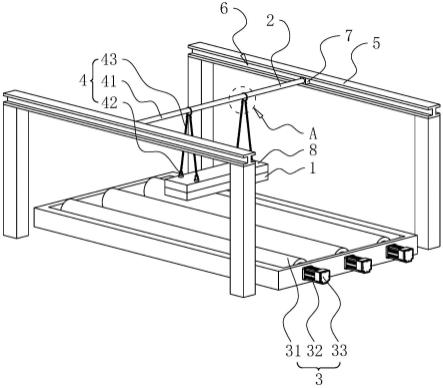
27.图1是本技术实施例的整体结构示意图;
28.图2是为展示本技术实施例中采集组件结构的示意图;
29.图3是图1中a处的放大示意图。
30.附图标记:1、紫外线照射灯;2、采集组件;21、电源;22、控制器;23、摄像头;24、无线发射器;25、无线接收器;26、蜂鸣报警器;3、分向输送组件;31、传输辊;32、伺服电机;33、伺服驱动器;4、吊装组件;41、安装杆;42、挂耳;43、挂链;5、支撑架;6、滑移槽;7、滑移卡块;8、保护罩;9、挂环;10、登山扣。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种浸渍纸防伪标质量检测装置。
33.参照图1和图2,一种浸渍纸防伪标质量检测装置包括紫外线照射灯1、吊装组件4、采集组件2和分向输送组件3。
34.具体地,参照图1和图2,采集组件2设置在紫外线照射灯1的外壳上,采集组件2包括电源21、控制器22、摄像头23、无线发射器24、无线接收器25以及蜂鸣器报警器。分向输送组件3包括传输辊31、伺服电机32以及伺服驱动器33。紫外线照射灯1通过吊装组件4吊装在分向输送组件3远离地面的一方,分向输送组件3的输送方向垂直于浸渍纸的下料方向。浸渍纸经下料机构传输至分向输送组件3上,紫外线照射灯1发出紫外光,使浸渍纸上的防伪标识显示出来。
35.摄像头23采集浸渍纸上的防伪标识图像,通过无线发射器24将采集的图像信号发送给远程对比设备进行对比,通过无线接收器25接收远程对比结果。控制器22可以为单片机,控制器22将对比结果生成指令传递给伺服驱动器33,伺服驱动器33驱控伺服电机32正反转,伺服电机32带动传输辊31转动,从而对检测表明防伪标识印刷质量合格或不合格的浸渍纸进行区分输送。
36.蜂鸣器报警器与无线接收器25电性连接,无线接收器25将对比结果传达给蜂鸣报警器26,从而及时提示工人有不合格浸渍纸出现。
37.参照图1和图3,吊装组件4包括架设在分向输送组件3远离地面一方的安装杆41、设置在紫外线照射灯1外壳上的挂耳42、连接安装杆41和挂耳42用的挂链43。
38.安装杆41长度方向的两头均固设有支撑架5,支撑架5面向安装杆41的侧壁开设有滑移槽6,安装杆41的端部螺纹配合有滑移卡块7,通过滑移卡块7与滑移槽6的卡接配合,安装杆41的一端滑移配合在一个支撑架5上,安装杆41的另一端滑移配合在另一支撑架5上。安装杆41的滑移方向垂直于分向输送组件3的输送方向,能够根据防伪标在浸渍纸上印刷位置的不同,调节紫外线照射灯1的位置,使照射更加清晰,检测结果更加准确。
39.紫外线照射灯1的顶部外壳为透明塑料件,紫外线照射灯1的外壳顶部粘接固定有保护罩8,保护罩8面向紫外线照射灯1外壳的一侧与紫外线照射灯1的顶部外壳间形成有腔室,采集组件2容置在该腔室内。挂耳42粘接固定在保护罩8上,挂耳42的数量有四个,四个挂耳42分别位于保护罩8的顶部四角上,挂链43对应设置有四条,以提高吊装稳定性。
40.安装杆41上活动套设有挂环9,挂链43的两端均挂接有登山扣10。通过登山扣10,
使挂链43的一端与挂环9可拆卸相连,使挂链43的另一端与挂耳42可拆卸相连,一方面能够根据实际生产需要,调度挂链43,另一方面能够更换不同长度的挂链43,调节紫外线照射灯1到分向输送组件3的距离,使设计更加全面。
41.本技术实施例一种浸渍纸防伪标质量检测装置的实施原理为:通过吊装组件4吊装在分向输送组件3远离地面的一方,工作时,通过下料机构将浸渍纸传输到分向输送组件3上,分向输送组件3上方的紫外线照射灯1发出紫外光,显示浸渍纸上的防伪标识,采集组件2采集浸渍纸上的防伪标识图像,并与标准防伪标识图像进行对比,检测防伪标识印刷质量;分向输送组件3根据采集组件2的对比结果,将检测表明防伪标识质量合格的浸渍纸和防伪标识不合格的浸渍纸区分输送,能够在浸渍纸的防伪制造中,提高防伪标识质量检测的效率。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1