一种用于制丝生产线的烟丝除杂装置的制作方法
1.本实用新型烟草除杂技术领域,尤其涉及一种用于制丝生产线的烟丝除杂装置。
背景技术:
2.烟草企业非常重视制丝加工过程中异物的识别和剔除。针对制丝线中的杂物,各企业分别采用了光谱除杂、物料风选、金属探测等方法,重点在制叶片段、切丝工段等工序进行杂物控制。
3.公开号为cn111838738a的专利文件公开了这样一种打叶复烤除杂装置及除杂方法,除杂装置包括出料汇总皮带、红外光谱检测机构和吹气机构;出料汇总皮带包括第一皮带和第二皮带,第一皮带的运输表面和第二皮带的运输表面共面,且第一皮带的末端和第二皮带的始端之间具有除杂间隙;红外光谱检测机构被设置为用于检测第一皮带上物料的红外光谱数据和/或经过除杂间隙的物料的红外光谱数据;吹气机构包括至少一个吹气口,且吹气口与除杂间隙对应设置。
4.该申请中,第一皮带上的叶片在第一皮带的带动下移动,并通过惯性作用越过除杂间隙,到达第二皮带的运输表面上,红外光谱检测机构可用于检测第一皮带上物料的红外光谱数据和/或经过除杂间隙的物料的红外光谱数据。其中,叶片是以平抛的方式经过除杂间隙,公知的是,平抛时,物料在竖直方向是一直下落的,而其第一皮带和第二皮带在同一平面上,这就使得大部分物料难以落到第二皮带上,造成物料的损失;而且平抛运动中,物料在除杂间隙的运动时间仅与其高度差有关,在第一皮带和第二皮带在同一平面的情况下,其高度差几乎没有,因此其物料在除杂间隙的留存时间极短,红外光谱检测机构难以对其全面检测。
技术实现要素:
5.本实用新型要解决上述问题,提供一种用于制丝生产线的烟丝除杂装置。
6.本实用新型解决问题的技术方案是,提供一种用于制丝生产线的烟丝除杂装置,包括输送带、以及向所述输送带抛送烟丝的送料结构,所述输送带和送料结构之间设有除杂间隙,所述除杂间隙设有用于识别烟丝中的杂物的光谱检测结构、以及用于对识别出的杂物进行吹扫剔除的吹气结构,所述送料结构包括底座、与所述底座平行的送料板、以及用于连接所述底座与送料板的活动杆,所述活动杆包括相对的第一端和第二端,所述第一端与所述底座铰接、第二端与所述送料板铰接;所述送料结构还包括控制所述活动杆以所述第一端与底座的连接处为基点摆动的驱动件。
7.作为本实用新型的优选,还包括用于将烟丝摊薄后送入所述送料板的摊薄结构。
8.作为本实用新型的优选,所述摊薄结构包括设置于所述送料板上方的筛板,所述活动杆的第二端延长后与所述筛板铰接。
9.作为本实用新型的优选,所述摊薄结构包括传送带、与所述传送带抵接的振动块以及控制所述振动块振动的振动电机,所述传送带的出料口设置于所述送料板上方。
10.作为本实用新型的优选,所述传送带的表面设有凸条,所述凸条的长度方向与所述传送带的传送方向之间成锐角。
11.作为本实用新型的优选,所述送料板底部设有磁吸块。
12.作为本实用新型的优选,所述光谱检测结构包括红外光光源以及可见光光源。
13.作为本实用新型的优选,所述光谱检测结构包括至少两个图像采集窗口,位于所述除杂间隙的烟丝形成处理烟丝,两所述图像采集窗口分别设置于所述处理烟丝的两侧。
14.作为本实用新型的优选,所述吹气结构包括若干喷嘴,所述喷嘴的出气方向与所述送料结构到输送带的方向垂直。
15.作为本实用新型的优选,若干所述喷嘴的出气速度沿所述送料结构到输送带的方向递减。
16.本实用新型的有益效果:
17.1.本技术中,设计了送料结构,使得烟丝以向前、同时向上的方向被抛至输送带上,也即是将烟丝以斜抛的方式抛出,烟丝在除杂间隙的运动曲线是先向上、后向下,一方面,提高了烟丝在除杂间隙走过的总距离,保证光谱检测结构和吹气结构对烟丝的充分检测和除杂;另一方面,保证了除杂后的烟丝落至输送带上,避免烟丝的损失。
18.2.本技术中,加设摊薄结构,减少每次被抛至除杂间隙的烟丝量,使得在除杂间隙中,烟丝和烟丝之间、烟丝和杂物之间、杂物和杂物之间分隔得较远,提高光谱检测结构的检测准确性,同时避免吹气结构带走正常烟丝。
19.3.本技术中,光谱检测结构利用可见光、红外光多光谱对烟丝进行监控和剔除,提高了光谱识别的准确性。
附图说明
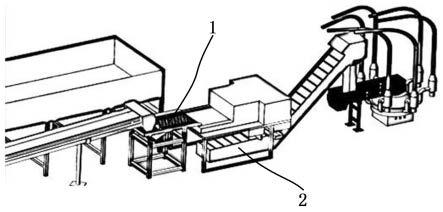
20.图1是一种用于制丝生产线的烟丝除杂装置在制丝生产线中的安装示意图;
21.图2是一种用于制丝生产线的烟丝除杂装置的结构示意图;
22.图3是一种用于制丝生产线的烟丝除杂装置中活动杆和底座的连接示意图;
23.图4是一种用于制丝生产线的烟丝除杂装置中送料结构的工作示意图;
24.图中:送料结构1,底座11,送料板12,磁吸块121,活动杆13,筛板14,输送带2,除杂间隙3,光谱检测结构4,吹气结构5,传送带61,振动块62。
具体实施方式
25.以下是本实用新型的具体实施方式,并结合附图,对本实用新型的技术方案作进一步的描述,但本实用新型并不限于这些实施例。
26.一种用于制丝生产线的烟丝除杂装置,如图1所示,安装在制丝生产线的储丝柜和喂丝机之间,烟丝从储丝柜出发、经过烟丝除杂装置除杂后送往提升机,最后进入喂丝机定量管。
27.如图2所示,这种烟丝除杂装置包括输送带2、以及向输送带2抛送烟丝的送料结构1,输送带2和送料结构1之间设有除杂间隙3,除杂间隙3设有用于识别烟丝中的杂物的光谱检测结构4、以及用于对识别出的杂物进行吹扫剔除的吹气结构5。使用时,烟丝在送料结构1的作用下,被抛向输送带2,此时烟丝会经过除杂间隙3。烟丝在除杂间隙3时,光谱检测结
构4工作、以对烟丝中的正常烟丝和杂物进行识别和判断,一旦发现杂物,及时启动相应位置的吹气结构5,进行吹扫,从而实现杂物剔除。
28.其中,烟丝在除杂间隙3待得越久,光谱检测结构4对其的检测越全面,除杂也就越全面。因此,本技术中,通过送料结构1,将烟丝以斜抛的方式抛向输送带2。基于此,送料结构1包括底座11、与底座11平行的送料板12、以及用于连接底座11与送料板12的活动杆13,活动杆13包括相对的第一端和第二端,第一端与底座11铰接、第二端与送料板12铰接。为了保证送料板12的平稳,活动杆13最少设置两对,本实施例中设置了三对。按照图2中的方向,一对活动杆13中,一活动杆13与底座11和送料板12的前侧面连接、另一活动杆13与底座11和送料板12的后侧面连接。送料结构1还包括控制活动杆13以第一端与底座11的连接处为基点摆动的驱动件。驱动件可以是设置于活动杆13第一端的把手,通过人工握持把手带动活动杆13左右摆动;也可以如本实施例中,如图3所示,在底座11的前侧面和后侧面分别设置前板和后板,在前板和后板之间设有转轴,转轴的两端分别通过转动轴承与前板和后板连接,驱动件包括与转轴连接的电机。此时,可以通过电机控制转轴顺时针或逆时针转动。然后,将活动杆13的第一端固定到转轴上,那么转轴来回转动时,会带动活动杆13以其第一端与转轴的连接处为基点摆动。
29.本技术的送料结构1的运作方式如图4所示,送料结构1初始位置如图4中的a位置,活动杆13处于倾斜状态;然后控制电机带动转轴顺时针转动,活动杆13向右摆动,达到图4中的b位置,活动杆13处于垂直状态。可以明显看出,图4中b位置的送料板12相对于图4中a位置的送料板12,在水平方向和竖直方向上均得到了位移,送料板12向右移动、同时也向上位移了一段距离。送料板12这一摆动,给予了其上原静止的烟丝一个向右、向上的初速度,使得烟丝被斜抛抛出。
30.烟丝被从送料结构1抛向输送带2时,会经过除杂间隙3。将位于除杂间隙3的烟丝命名为处理烟丝,由于处理烟丝的量越少,烟丝和烟丝之间越分散,也就越便于光谱检测结构4和吹气结构5工作。因此,本实施例中,还包括用于将烟丝摊薄后送入送料板12的摊薄结构,通过减少每次进入送料板12的烟丝量,来减少每次被抛至除杂间隙3的烟丝量。
31.这种摊薄结构可以有多种结构设计,比如,摊薄结构包括设置于送料板12上方的筛板14,活动杆13的第二端延长后与筛板14铰接。活动杆13在左右摆动时,筛板14上的烟丝得到振动,能够通过筛板14的烟丝陆续落至送料板12上,起到缓冲作用、以此减少每次被抛至除杂间隙3的烟丝量;同时,筛板14还实现了烟丝的初步筛分,提高了烟丝除杂效率。这里筛分的主要是大面积、大体积的杂物和烟丝,进一步地,还可以在送料板12底部设置磁吸块121。当送料板12上的烟丝被抛起时,烟丝中的金属杂物受到磁吸块121的作用被吸附在送料板12内底面上,无法随正常烟丝和非金属杂物一起被抛起,从而达到除去烟丝中金属杂物的目的,也减缓了后续光谱检测结构4的工作压力。
32.再比如,摊薄结构包括传送带61、与传送带61抵接的振动块62以及控制振动块62振动的振动电机,传送带61的出料口设置于送料板12上方,同时通过调整传送带61的位置,保证无论活动杆13摆动至何位置,传送带61上的烟丝均能落至送料板12上。这种摊薄结构即通过振动的方式将烟丝摊薄。进一步地,还可以在传送带61的表面设有凸条,凸条的长度方向与传送带的传送方向之间夹锐角,凸条和凸条之间形成烟丝通道,以将烟丝分散开来。优选地,凸条之间组成人字形结构。
33.本实施例中,将这两种摊薄结构合并使用,即将传送带61的出料口设置于筛板14上方。
34.本技术中,主要利用光谱检测结构4进行杂物的检测,光谱检测结构4可选用市售的任一种,本技术中,为了提高检测效果,光谱检测结构4包括红外光光源以及可见光光源。目前采用的机器视觉方案,其采用的光源主要为可见光,个别除杂装置为了提高可见光对颜色识别的能力,采用了棱镜分光技术,将可见光中的红、蓝、绿光进行分别成像,但终究是基于对物料的颜色差异进行识别和判断。由于部分杂物与烟草的颜色相近、或者透明可以完全透过烟草本身颜色,在高速运行和算法判断时,也难以准确区分,而本实施例中除了采用可见光识别以外,还增加了红外光,利用不同材料在红外光下反射特性不同,来识别物料中的杂物,有效提高了光谱检测效果。
35.同时,为了避免传统单面成像(即相机从物料抛送幅面方向面对物料状态进行拍摄)时,一旦杂物被烟叶(丝)遮挡,就难以被识别,导致杂物检测精度不是很高,本实施例的光谱检测结构4包括至少两个图像采集窗口,两图像采集窗口分别设置于处理烟丝的两侧,以提高检测准确度。
36.通过光谱检测结构4检测到杂物后,需要利用吹气结构5剔除杂物,吹气结构5包括若干喷嘴,以对不同位置的杂物进行吹扫,同时为了避免将杂物吹到送料板12和输送带2上,喷嘴的出气方向与送料结构1到输送带2的方向垂直。进一步地,若干喷嘴的出气速度沿送料结构1到输送带2的方向递减,有利于更好地适应物料经过除杂间隙3时的飞行轨迹,提高除杂的准确性。
37.本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1