一种牙套自动分拣配对设备的制作方法
1.本实用新型涉及牙套生产技术领域,特别是涉及一种牙套自动分拣设备。
背景技术:
2.]随着口腔正畸医学技术的发展,基于高分子材料的隐形矫治技术已越来越受到口腔医学人士的关注,因此,各大中医院和诊所口腔专业医护人员逐渐接受隐形矫治技术,从而推动了隐形矫治技术在口腔错颌畸形患者中的推广应用。
3.随着隐形矫治技术的不断推广,隐形牙套的使用者也在不断增加,每个隐形牙套使用者在一个治疗周期内最少需要制备5副牙套,每副牙套包括上牙套和下牙套两个,而且通常会一次性将使用者所需的牙套全部制备,所述牙套的制备产量在大量增加,就需要通过机械设备实现牙套的批量生产。
4.但是,在通过牙套的批量生产后,牙套的分拣还是通过人工的方式,由于隐形牙套结构区别不大,人工难以直接筛分出使用者治疗周期内所需要的全部牙套,而且难以实现上牙套与下牙套的配对,导致牙套的分拣,人工成本高,耗时久,不利于牙套的生产。
技术实现要素:
5.鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种牙套自动分拣配对设备,用于解决现有技术中牙套生产过程中牙套数量过多,上牙套与下牙套难以分拣配对的问题。
6.为实现上述目的及其他相关目的,本实用新型提供一种牙套自动分拣配对设备,包括机架、储料斗、一级分拣机构、总输送带、分输送带、二级分拣机构、配对机构,所述储料都设置于机架,用于放置牙套,所述每个牙套上具有对应不同使用者的识别码,识别码能够用于匹配使用者的每副牙套,所述总输送带沿水平方向设置于机架,所述一级分拣机构设置于机架,能够识别牙套上对应使用者的识别码并将对应的全部牙套逐个抓取转运至总输送带,所述分输送带设置有多个,并平行设置于总输送带下方,分别用于逐个放置使用者对应使用周期的牙套,所述二级分拣机构设置于机架,用于识别牙套上的识别码并将总输送带上的牙套分拣到对应的分输送带上,所述配对机构设置于分输送带下料端,用于将上牙套和下牙套进行配对。
7.通过采用上述技术方案,通过在牙套上设置对应的识别码,能够通过识别码来分别配对使用者的每一副牙套,通过一级筛分机构,来分拣出一个使用者所需要的所有牙套,再通过二级分拣机构将不同部位、不同使用周期的牙套对应放置于不同的分输送带上,从而实现单一牙套的分拣,再利用配对机构,对分输送带上的上牙套和下牙套进行配对,从而实现了牙套的分拣和配对,全程自动化,不需要人工参与,进而避免出现了牙套配对错误以及牙套分拣效率慢的情况,提高了牙套的生产效率。
8.于本实用新型的一实施例中,一级分拣机构包括设置于储料斗下方用于将牙套平铺的振动给料机、设置于机架上能够识别牙套上识别码的第一识别探头和设置于振动给料
机旁与第一识别探头电信号连接将振动给料机内的牙套逐个抓取转运至总输送带的第一机械臂。
9.通过采用上述技术方案,通过振动给料机将牙套平铺,进而能够保证牙套上的识别码处于暴露可识别状态,再通过第一识别探头来识别对应使用者的牙套,通过机械臂配合第一识别探头,将对应的牙套从振动给料机中转运到总输送带上,从而实现了牙套的一级分拣。
10.于本实用新型的一实施例中,分输送分别设置于总输送带的左右两侧,且一侧分输送带用于放置对应使用者的上牙套,另一侧分输送带用于放置对应使用者的下牙套。
11.通过采用上述技术方案,通过将分输送带设置于总输送带两侧,同时分别用于放置上牙套和下牙套,能够使左右两侧的分输送带相互对应,配对逻辑更加清晰,更便于接下来配对机构对牙套的配对。
12.于本实用新型的一实施例中,二级分拣组件包括第二识别探头、分拣输送带、第一推料件、第二推料件,所述第二识别探头设置于机架上用于识别牙套上的识别码来判断牙套对应的分拣输送带和分输送带,所述分拣输送带设置有多个,并垂直总输送带输送方向设置,并位于总输送带下方以及分输送带上方,用于垂直总输送带输送方向输送牙套,所述第一推料件设置于机架上与第二识别探头电信号连接,用于将牙套推送至对应的分拣输送带,所述第二推料件设置机架与第二识别探头电信号连接,用于将分拣输送带上的牙套输送至对应分输送带。
13.通过采用上述技术方案,通过设置第一推料件将总输送带上对应的牙套推送到分拣输送带上,再通过第二推料件将牙套推送到对应的分输送带上,进而实现牙套的二级分拣,通过第一推料件、第二推料件和分拣输送带的配合,进而扩大二级分拣的覆盖范围,而且各个分拣输送带之间更便于安装和后期的维护。
14.于本实用新型的一实施例中,二级分拣组件包括第二识别探头、分拣输送带、推料杆,所述第二识别探头设置于机架上用于识别牙套上的识别码来判断牙套对应的分输送带,所述分拣输送带设置有多个,且每个分拣输送带的下料端对应不同的分输送带,所述推料杆设置机架用于将总输送带上的牙套,对应推送至对应的分拣输送带。
15.通过采用上述技术方案,通过将分拣输送带的下料端设置于对应的分输送带上,通过推料杆将总输送带上的牙套输送至对应分拣输送带上,能够在减少驱动件的情况下,也能够实现对牙套的分拣。
16.于本实用新型的一实施例中,配对机构包括上牙套振动送料盘、下牙套振动盘、第二机械臂、第三机械臂,所述上牙套振动盘对应设置于放置上牙套分输送带的下料端,用于平铺牙套,所述下牙套振动盘对应设置于放置下牙套分输送带的下料端,用于平铺牙套,所述第二机械臂与第三机械臂分别用于抓取上牙套振动送料盘和下牙套振动盘内的牙套,进而实现牙套的配对。
17.通过采用上述技术方案,通过上牙套振动送料盘和下牙套振动送料盘使进入配对机构的牙套处于平铺状态,不会发生堆叠,更便于第二机械臂和第三机械臂的抓取,再通过第二机械臂和第三机械臂实现两个送料盘内上牙套与下牙套的配对。
18.于本实用新型的一实施例中,机架上还设置有用于对配对后的牙套进行包装的包装组件,所述包装组件包括设置于第二机架臂旁用于输送上牙套的上牙套输送带、平行设
置于上牙套输送带一侧用于输送下牙套的下牙套输送带和设置于上牙套输送带下料端的包装机。
19.通过采用上述技术方案,通过与配对机构内的第二机械臂和第三机械臂配合,将对应的上牙套和下牙套放置于对应的输送带内,再通过包装机对下料后的牙套进行包装,进而实现了牙套的配对和包装。
20.于本实用新型的一实施例中,第一推料件与第二推料件为推料气缸。
21.通过采用上述技术方案,采用推料气缸的方式,结构简单便于安装、而且结构紧凑,占用空间小。
22.如上所述,本实用新型的牙套自动分拣配对设备,具有以下有益效果:通过在牙套上设置对应的识别码,能够通过识别码来分别配对使用者的每一副牙套,通过一级筛分机构,来分拣出一个使用者所需要的所有牙套,再通过二级分拣机构将不同部位、不同使用周期的牙套对应放置于不同的分输送带上,从而实现单一牙套的分拣,再利用配对机构,对分输送带上的上牙套和下牙套进行配对,从而实现了牙套的分拣和配对,全程自动化,不需要人工参与,进而避免出现了牙套配对错误以及牙套分拣效率慢的情况,提高了牙套的生产效率
附图说明
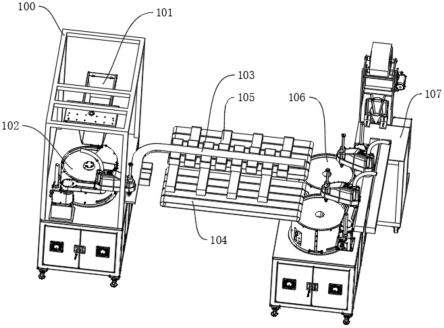
23.图1显示为本实用新型中实施例一的整体结构示意图;
24.图2显示为本实用新型中实施例一的一级分拣机构的结构示意图;
25.图3显示为本实用新型中实施例一的分输送带的结构示意图。
26.元件标号说明
27.100、机架;101、储料斗;102、一级分拣机构;103、总输送带;104、分输送带;105、二级分拣机构;106、配对机构;107、包装组件;108、振动给料机;109、第一机械臂;110、分拣输送带;111、上牙套振动盘;112、下牙套振动盘;113、第二机械臂;114、第三机械臂;115、上牙套输送带;116、下牙套输送带;117、包装机。
具体实施方式
28.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
29.请参阅图1至图3。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
30.实施例一:
31.如图1所示,本实施例提供一种牙套自动分拣配对设备,包括机架100、设置于机架
100上用于放置牙套的储料斗101、设置于储料斗101下料端能够对牙套进行初步分拣逐个转运的一级分拣机构102以及沿水平方向输送牙套的总输送带103。
32.每个牙套上设置有对应不同使用者的识别码,而且识别码能够用于匹配使用者不同使用周期的各个牙套,本实施例中,使用者需要制备5副牙套,共计10个牙套,分别将10个牙套进行标记,依次为,1、2、3、4、5、6、7、8、9、10,其中1为上牙套,2为下牙套,以此类推,1、2配对,3、4配对,5、6配对,7、8配对,9、10配对。
33.如图2所示,一级分拣机构102设置于机架100,能够识别牙套上的识别码并将对应一个使用者的10个牙套逐个抓取转运至总输送带103,一级分拣机构102包括设置于储料斗101下方用于将牙套平铺的振动给料机108、设置于机架100上能够识别牙套上识别码的第一识别探头和设置于振动给料机108旁与第一识别探头电信号连接将振动给料机108内的牙套逐个抓取转运至总输送带103的第一机械臂109。
34.振动给料机108设置于储料斗101的储料端,能够将牙套平铺在其表面,避免出现堆叠的情况,更便于第一识别探头对牙套上识别码的识别,当第一识别探头识别到对应的牙套后,通过电信号传递到第一机械臂109,使机械臂运行,将对应的牙套从振动给料机108上抓取到总输送带103上,从而实现对牙套的一级分拣。
35.总输送带103设置为l形输送带,且l形输送带短臂一侧靠近第一机械臂109,便于第一机械臂109将牙套抓取到总输送带103上。
36.如图3所示,总输送带103长臂两侧平行设置有用于放置牙套的分输送带104,分输送带104垂直总输送带103长臂方向平行设置有10个,且5个分输送设置于总输送带103一侧用于放置不同标记的上牙套,另外五个分输送带104设置于总输送带103另一侧用于放置不同标记的下牙套,10个分输送带104依次设置为第一输送带、第二输送带、第三输送带、第四输送带、第五输送带、第六输送带、第七输送带、第八输送带、第九输送带、第十输送带。
37.机架100上还设置有能够识别牙套上的识别码并将总输送带103上的牙套分拣到对应的分输送带104上的二级分拣机构105,二级分拣组件包括能够识别牙套上识别码并辨别对应标号的第二识别探头、将牙套输送到各个分输送带104的分拣输送带110、将总输送带103牙套转运到分拣输送带110的第一推料件以及将分拣输送带110上的牙套转运到对应分输送带104的第二推料件。
38.第二识别探头设置于机架100上用于识别牙套上的识别码来判断牙套对应的分拣输送带110和分输送带104,分拣输送带110对应牙套数量设置有8个,且垂直分输送带104输送方向设置,并位于总输送带103下方以及分输送带104上方,位于总输送带103长臂入口端的分拣输送带110第一下料端位于第一输送带,第二下料端位于第六输送带,相邻分拣输送带110的第一下料端设置于第五输送带,第二下料端设置于第十输送带,后面6个分拣输送带110依次阵列排布。
39.第一推料件对应设置总输送带103上方,并对应分拣输送带110设置有8个,第一推料件为推料气缸,能够与第二识别探头电信号连接,能够将符合标记的牙套推入到分拣输送带110内。
40.第二推料件对应设置于分拣输送带110上方,且第二推料杆对应分输送带104设置有六个,分别对应设置于第五到第十输送带上,分别将设置于对应的分输送上,能够将进入对应区域的牙套转运到分输送带104上,第二推料件为推料气缸,且设置有红外传感器,能
够自动对进入区域内的牙套推进对应的分输送带104内。
41.当标号1牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110将其输送到第一输送带,使第一输送带上的牙套均为不同使用者标号1的牙套。
42.当标号2牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110将其输送到第六输送带,使第六输送带上的牙套均为不同使用者标号2的牙套。
43.当标号3牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110将其输送到第五输送带,使第五输送带上的牙套均为不同使用者标号3的牙套。
44.当标号4牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110将其输送到第十输送带,使第十输送带上的牙套均为不同使用者标号4的牙套。
45.当标号5牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110以及第二推料件将其输送到第二输送带,使第二输送带上的牙套均为不同使用者标号5的牙套。
46.当标号6牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110以及第二推料件将其输送到第九输送带,使第九输送带上的牙套均为不同使用者标号6的牙套。
47.当标号7牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110以及第二推料件将其输送到第三输送带,使第三输送带上的牙套均为不同使用者标号7的牙套。
48.当标号8牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110以及第二推料件将其输送到第九输送带,使第八输送带上的牙套均为不同使用者标号8的牙套。
49.当标号9牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110以及第二推料件将其输送到第九输送带,使第四输送带上的牙套均为不同使用者标号9的牙套。
50.当标号10牙套进入总输送带103后,通过第二识别探头识别后,由第一推料件配合分拣输送带110以及第二推料件将其输送到第九输送带,使第七输送带上的牙套均为不同使用者标号10的牙套。
51.分输送带104的下料端还设置有能够将上牙套和下牙套进行配对的配对机构106,配对机构106包括上牙套振动送料盘、下牙套振动送料盘、第二机械臂113、第三机械臂114、第三识别探头,上牙套振动盘111对应设置于放置上牙套分输送带104的下料端,下牙套振动盘112对应设置于放置下牙套分输送带104的下料端,述第二机械臂113与第三机械臂114分别用于抓取上牙套振动送料盘和下牙套振动盘112内的牙套,进而实现牙套的配对。
52.第一输送带上的标记1牙套与第六输送带上的标记2牙套配对,第二输送带上的标记5牙套与第八输送带上的标记6牙套配对,第三输送带上的标记7牙套与第八输送带上的标记8牙套配对,第四输送带上的标记9牙套与第六输送带上的标记2牙套配对。
53.当对应的上下牙套分输送带104上的牙套到达一定数量后,通过分输送带104的运行将对应牙套输送到上牙套振动盘111和下牙套振动盘112内,再通过第三识别探头识别对应的使用者,通过第二机械臂113与第二机械臂113将同一个使用者的上牙套与下牙套抓取出来,进而实现配对。
54.机架100上还设置有用于对配对后的牙套进行包装的包装组件107,包装组件107包括设置于第二机架100臂旁用于输送上牙套的上牙套输送带115、平行设置于上牙套输送带115一侧用于输送下牙套的下牙套输送带116和设置于上牙套输送带115下料端的包装机117。
55.第二机械臂113和第三机械臂114抓取牙套后能够分别放置于对应的上牙套输送带115和下牙套输送带116上,再通过上牙套输送带115与下牙套输送带116的输送,使其进入打包机内,进行打包,从而完成了牙套的配对与打包,还能够将使用者所需要的所有牙套分拣出来进行打包,很大程度上提高了牙套的完成效率。
56.用于垂直总输送带103输送方向输送牙套,所述第一推料件设置于机架100上与第二识别探头电信号连接,用于将牙套推送至对应的分拣输送带110,所述第二推料件设置机架100与第二识别探头电信号连接,用于将分拣输送带110上的牙套输送至对应分输送带104。
57.实施例二:
58.本实施中所设计的一种牙套自动分拣配对设备与实施例一的不同之处在于,二级分拣组件包括第二识别探头、分拣输送带、推料杆,第二识别探头设置于机架上用于识别牙套上的识别码来判断牙套对应的分输送带,分拣输送带设置有多个,且每个分拣输送带的下料端对应不同的分输送带,推料杆设置机架用于将总输送带上的牙套,对应推送至对应的分拣输送带。
59.通过将分拣输送带的下料端设置于对应的分输送带上,通过推料杆将总输送带上的牙套输送至对应分拣输送带上,能够在减少驱动件的情况下,也能够实现对牙套的分拣。
60.综上所述,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
61.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1