转台式POGOPIN力电测试机的制作方法
转台式pogopin力电测试机
技术领域
1.本实用新型涉及一种测试机,特别是涉及一种转台式pogopin力电测试机。
背景技术:
2.pogopin连接器,即pogopin connector,也叫顶针连接器,弹簧针连接器,探针连接器等。它属于连接器的一种类型,主要由滑针、弹簧、针管三个基本部件通过精密仪器铆压预压之后形成的弹簧式探针,其内部有一个精密的弹簧结构。在使用过程中,产品通过弹簧的推力将滑针顶出,从而保证电气层面的导通。
3.以往,pogopin的应用领域主要集中在导通层面,例如给相应部件供电、传输开关量信号等。现如今,随着越来越多的产品设计往小型化、精密化方向发展,pogopin连接器越来越多的被用于实现高频信号的传输,并部分的替代传统的同轴连接器。
4.根据实验证明,在pogopin的众多参数指标中,弹簧的弹力和阻抗是最重要的性能指标,并且两者有直接的关联,弹力过大或者过小都有可能造成阻抗的超标。如果阻抗过大,会造成高频信号的通讯异常,甚至丢失信号,最终造成连接器性能的不达标。因此,pogopin成品的弹力和阻抗测试是非常重要的一环。
5.现有的用于对pogopin成品的弹力和阻抗进行测试的设备模组仅能够满足较大尺寸产品的测试需求,对于总长《8mm,直径《3mm的微型pogopin产品,无法很好地进行装载和测试。且设备单次可测试产品数量也相对较少,面对微型pogopin产品每周几十万的出货量,无法满足节拍需求。最主要的是,现有用于对pogopin产品进行测试的设备,通常采用两个测试工序分别对pogopin产品的弹力和电阻进行测试,测试过程中总工序较多,导致此种设备的测试效率较低,难以满足测试需求。另外,设备内电阻测试仪的封闭性和数据导出功能缺失,也无法满足客户对于产品测试数据采集保存的要求。
技术实现要素:
6.鉴于以上所述现有技术的缺点,本实用新型要解决的技术问题在于提供一种效率更高且能对测试数据进行储存的转台式pogopin力电测试机。
7.为实现上述目的,本实用新型提供一种转台式pogopin力电测试机,包括:
8.转台工装模组,包括旋转台、及固定在旋转台上的测试板定位工装;
9.测试板上料储料模组,包括用于存放测试板的储料仓、上料装置、及与上料装置相连接的上料工装;
10.弹力与电阻一体测试模组,包括力电测头组件、与力电测头组件相连接的第一测试驱动装置、电阻测头、及与电阻测头相连接的第二测试驱动装置,所述力电测头组件包括力电测头、及与力电测头相抵靠的力值传感器;
11.合格产品取料模组,用于将位于测试板定位工装上的测试板中的合格产品取出;
12.不合格产品取料模组,用于将位于测试板定位工装上的测试板中的不合格产品取出;
13.测试板排料模组,包括测试板排料装置、与测试板排料装置相连接的排料工装、及位于旋转台侧边的测试板收集装置。
14.进一步地,所述转台工装模组还包括防错装置,所述防错装置采用光电传感器。
15.进一步地,所述转台工装模组包括多个所述测试板定位工装,全部测试板定位工装沿旋转台的周向均匀分布。
16.进一步地,所述测试板上料储料模组包括上料支架,所述储料仓包括两个具有导向槽且沿竖向设置的导轨,两个所述导轨的导向槽相向设置,两个导轨固定安装在上料支架上,两个所述导轨的底部靠近旋转台的侧边均设有上料缺口,所述上料工装与导轨底部的上料缺口相对应,且所述上料装置能驱动上料工装穿过两个所述导轨之间的间隙。
17.进一步地,所述弹力与电阻一体测试模组包括测试架,所述第一测试驱动装置和第二测试驱动装置均安装在测试架上,且所述第一测试驱动装置采用测试伺服电机,所述第二测试驱动装置采用侧面测头气缸。
18.进一步地,所述力电测头组件还包括设置于力值传感器和力电测头之间的陶瓷导套。
19.进一步地,所述合格产品取料模组包括合格品取料机构、及安装在合格品取料机构上的合格品真空吸嘴。
20.进一步地,所述不合格产品取料模组包括不合格产品分拣机构、第一种不合格品料盒及第二种不合格品料盒。
21.进一步地,所述测试板收集装置上设有第一斜坡和第二斜坡,所述第一斜坡的延伸方向与第二斜坡的延伸方向相交,且所述第一斜坡与第二斜坡的相交处设有转角。
22.进一步地,所述转台式pogopin力电测试机,还包括数据采集单元,所述数据采集单元包括plc控制器和与plc控制器相连接的数据库,所述plc控制器与弹力与电阻一体测试模组相连接。
23.如上所述,本实用新型涉及的转台式pogopin力电测试机,具有以下有益效果:
24.本转台式pogopin力电测试机的工作原理为:将pogopin连接器产品装在测试板的定位孔中,并将测试板放入储料仓中,当旋转台带动测试板定位工装转动至上料工位,测试板上料储料模组的上料装置驱动上料工装向测试板定位工装移动,上料工装推动储料仓中的测试板移动至测试板定位工装上的设定位置,旋转台带动该测试板定位工装旋转至测试工位,第一测试驱动装置驱动力电测头组件移动至测试准备位置,同时第二测试驱动装置驱动电阻测头移动至与测试板上产品的侧面相接触,第一测试驱动装置继续驱动力电测头组件朝向产品移动,此时力电测头与产品的端部相接触,结合电阻测头与产品的侧面相接触实现了导通,进而能对产品的电阻进行测试,且力值传感器与力电测头相低靠,随着力电测头继续移动,产品将压缩,产品回弹行程的弹力将通过力电测头传递给力值传感器,进而在对产品电阻测试的同时能对产品的弹力进行测试,这样在一个测试工位就能完成对产品的弹力及电阻的测试,随后旋转台带动测试板定位工装转动至合格品取料工位,合格产品取料模组将位于测试板定位工装上的测试板中的合格产品取出,旋转台带动测试板定位工装再转动至不合格品取料工位,不合格产品取料模组将位于测试板定位工装上的测试板中的不合格产品取出,然后,旋转台带动测试板定位工装转动至排料工位,测试板排料装置驱动排料工装移动,排料工装推动测试板定位工装上的测试板移至测试板收集装置中,进而
实现对测试板的回收。本转台式pogopin力电测试机,基于弹力与电阻一体测试模组的设计,在一个测试工位就能完成对产品的弹力及电阻的测试,相比于现有技术中采用两个工位分别进行弹力测试和电阻测试,本转台式pogopin力电测试机大大提高了测试效率。
附图说明
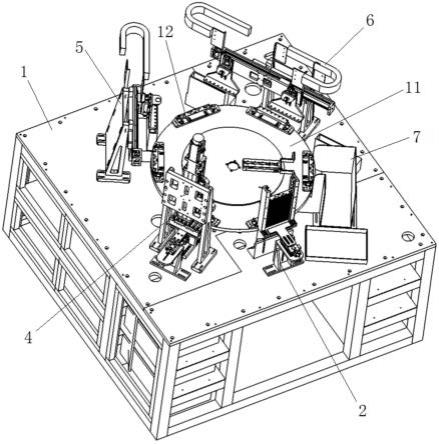
25.图1为本实用新型实施例中转台式pogopin力电测试机的立体图。
26.图2为本实用新型实施例中转台式pogopin力电测试机的结构示意图。
27.图3为本实用新型实施例中转台式pogopin力电测试机的俯视图。
28.图4为本实用新型实施例中转台工装模组的结构示意图。
29.图5为本实用新型实施例中测试板上料储料模组的结构示意图。
30.图6为本实用新型实施例中弹力与电阻一体测试模组的立体图。
31.图7为本实用新型实施例中弹力与电阻一体测试模组的结构示意图。
32.图8为本实用新型实施例中力电测头组件的爆炸示意图。
33.图9为本实用新型实施例中合格产品取料模组的结构示意图。
34.图10为本实用新型实施例中不合格产品取料模组的结构示意图。
35.图11为本实用新型实施例中测试板排料模组的结构示意图。
36.元件标号说明
[0037]1ꢀꢀꢀꢀꢀꢀꢀ
转台工装模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
461
ꢀꢀꢀꢀꢀꢀꢀ
调整螺纹孔
[0038]
11
ꢀꢀꢀꢀꢀꢀ
旋转台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ5ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
合格产品取料模组
[0039]
12
ꢀꢀꢀꢀꢀꢀ
测试板定位工装
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
ꢀꢀꢀꢀꢀꢀꢀꢀ
合格品真空吸嘴
[0040]
121
ꢀꢀꢀꢀꢀ
长槽孔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52
ꢀꢀꢀꢀꢀꢀꢀꢀ
合格品取料板
[0041]
13
ꢀꢀꢀꢀꢀꢀ
防错装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53
ꢀꢀꢀꢀꢀꢀꢀꢀ
合格品取料气缸
[0042]
14
ꢀꢀꢀꢀꢀꢀ
固定安装板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
54
ꢀꢀꢀꢀꢀꢀꢀꢀ
合格品伺服电机
[0043]2ꢀꢀꢀꢀꢀꢀꢀ
测试板上料储料模组
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55
ꢀꢀꢀꢀꢀꢀꢀꢀ
合格品走线坦克链
[0044]
21
ꢀꢀꢀꢀꢀꢀ
储料仓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
56
ꢀꢀꢀꢀꢀꢀꢀꢀ
合格品料盒
[0045]
211
ꢀꢀꢀꢀꢀ
导轨
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ6ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
不合格产品取料模组
[0046]
212
ꢀꢀꢀꢀꢀ
上料缺口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
61
ꢀꢀꢀꢀꢀꢀꢀꢀ
第一种不合格品料盒
[0047]
22
ꢀꢀꢀꢀꢀꢀ
上料装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
62
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二种不合格品料盒
[0048]
23
ꢀꢀꢀꢀꢀꢀ
上料工装
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
63
ꢀꢀꢀꢀꢀꢀꢀꢀ
不合格品伺服电机
[0049]
24
ꢀꢀꢀꢀꢀꢀ
上料支架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
64
ꢀꢀꢀꢀꢀꢀꢀꢀ
不合格品取料组件
[0050]3ꢀꢀꢀꢀꢀꢀꢀ
测试板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
65
ꢀꢀꢀꢀꢀꢀꢀꢀ
不合格品气缸
[0051]
31
ꢀꢀꢀꢀꢀꢀ
定位缺口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ7ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
测试板排料模组
[0052]4ꢀꢀꢀꢀꢀꢀꢀ
弹力与电阻一体测试模组
ꢀꢀꢀꢀꢀ
71
ꢀꢀꢀꢀꢀꢀꢀꢀ
测试板排料装置
[0053]
41
ꢀꢀꢀꢀꢀꢀ
力电测头组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72
ꢀꢀꢀꢀꢀꢀꢀꢀ
排料工装
[0054]
411
ꢀꢀꢀꢀꢀ
力电测头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73
ꢀꢀꢀꢀꢀꢀꢀꢀ
测试板收集装置
[0055]
412
ꢀꢀꢀꢀꢀ
力值传感器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
731
ꢀꢀꢀꢀꢀꢀꢀ
第一斜坡
[0056]
413
ꢀꢀꢀꢀꢀ
陶瓷导套
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
732
ꢀꢀꢀꢀꢀꢀꢀ
第二斜坡
[0057]
42
ꢀꢀꢀꢀꢀꢀ
第一测试驱动装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
733
ꢀꢀꢀꢀꢀꢀꢀ
转角
[0058]
43
ꢀꢀꢀꢀꢀꢀ
电阻测头
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
74
ꢀꢀꢀꢀꢀꢀꢀꢀ
集料盒
[0059]
44
ꢀꢀꢀꢀꢀꢀ
第二测试驱动装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81
ꢀꢀꢀꢀꢀꢀꢀꢀ
弹力测试设备
[0060]
45
ꢀꢀꢀꢀꢀꢀ
测试架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
82
ꢀꢀꢀꢀꢀꢀꢀꢀ
电阻测试设备
[0061]
46
ꢀꢀꢀꢀꢀꢀ
测头固定工装
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
83
ꢀꢀꢀꢀꢀꢀꢀꢀ
操作触摸屏
具体实施方式
[0062]
以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
[0063]
须知,本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等用语,亦仅为便于叙述明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
[0064]
如图1至图11所示,本实施例提供一种转台式pogopin力电测试机,包括:
[0065]
转台工装模组1,包括旋转台11、及固定在旋转台11上的测试板定位工装12;
[0066]
测试板上料储料模组2,包括用于存放测试板3的储料仓21、上料装置22、及与上料装置22相连接的上料工装23;
[0067]
弹力与电阻一体测试模组4,包括力电测头组件41、与力电测头组件41相连接的第一测试驱动装置42、电阻测头43、及与电阻测头43相连接的第二测试驱动装置44,力电测头组件41包括力电测头411、及与力电测头411相抵靠的力值传感器412;
[0068]
合格产品取料模组5,用于将位于测试板定位工装12上的测试板3中的合格产品取出;
[0069]
不合格产品取料模组6,用于将位于测试板定位工装12上的测试板3中的不合格产品取出;
[0070]
测试板排料模组7,包括测试板排料装置71、与测试板排料装置71相连接的排料工装72、及位于旋转台11侧边的测试板收集装置73。
[0071]
本转台式pogopin力电测试机的工作原理为:将pogopin连接器产品装在测试板3的定位孔中,并将测试板3放入储料仓21中,当旋转台11带动测试板定位工装12转动至上料工位,测试板上料储料模组2的上料装置22驱动上料工装23向测试板定位工装12移动,上料工装23推动储料仓21中的测试板3移动至测试板定位工装12上的设定位置,旋转台11带动该测试板定位工装12旋转至测试工位,第一测试驱动装置42驱动力电测头组件41移动至测试准备位置,同时第二测试驱动装置44驱动电阻测头43移动至与测试板3上产品的侧面相接触,第一测试驱动装置42继续驱动力电测头组件41朝向产品移动,此时力电测头411与产品的端部相接触,结合电阻测头43与产品的侧面相接触实现了导通,进而能对产品的电阻进行测试,且力值传感器412与力电测头411相低靠,随着力电测头411继续移动,产品将压缩,产品回弹行程的弹力将通过力电测头411传递给力值传感器412,进而在对产品电阻测试的同时能对产品的弹力进行测试,这样在一个测试工位就能完成对产品的弹力及电阻的测试,随后旋转台11带动测试板定位工装12转动至合格品取料工位,合格产品取料模组5将
位于测试板定位工装12上的测试板3中的合格产品取出,旋转台11带动测试板定位工装12再转动至不合格品取料工位,不合格产品取料模组6将位于测试板定位工装12上的测试板3中的不合格产品取出,然后,旋转台11带动测试板定位工装12转动至排料工位,测试板排料装置71驱动排料工装72移动,排料工装72推动测试板定位工装12上的测试板3移至测试板收集装置73中,进而实现对测试板3的回收。本转台式pogopin力电测试机,基于弹力与电阻一体测试模组4的设计,在一个测试工位就能完成对产品的弹力及电阻的测试,相比于现有技术中采用两个工位分别进行弹力测试和电阻测试,本转台式pogopin力电测试机大大提高了测试效率。
[0072]
如图2至图4所示,本实施例中转台工装模组1包括多个所述测试板定位工装12,全部测试板定位工装12沿旋转台11的周向均匀分布。具体地本实施例的旋转台11上设置有6个测试板定位工装12,6个测试板定位工装12按照圆周等分的方式平均安装在旋转台11上,通过旋转台11的旋转完成每个工序的衔接和流转。测试板定位工装12与测试板3的形状尺寸相互匹配。测试板定位工装12包括固定在旋转台11上的底板和两个定位折板,两个定位折板上均设有长槽孔121,螺栓穿过该长槽孔121、并与底板固定连接,从而实现将定位折板固定在底板上,且长槽孔121的设计便于调节两个定位折板的间距,以保证两个定位折板能与测试板3的两端面具有良好的配合关系,实现对测试板3的准确定位。这样,通过长槽孔121的设计进行每个测试板定位工装12的精确位置的调整和测试板3限位松紧度的调整。
[0073]
如图3和图4所示,本实施例中转台工装模组1还包括与上料工位相对固定的防错装置13,防错装置13采用光电传感器,利用该光电传感器能检测上料后,上料工位处的测试板定位工装12实际上是否装有测试板3,避免储料仓21内测试板3消耗完后无实物的无意义上料。
[0074]
如图5所示,本实施例中测试板上料储料模组2包括上料支架24,储料仓21包括两个具有导向槽且沿竖向设置的导轨211,两个导轨211的导向槽相向设置,两个导轨211固定安装在上料支架24上,两个导轨211的底部靠近旋转台11的侧边均设有上料缺口212,上料工装23与导轨211底部的上料缺口212相对应,且上料装置22能驱动上料工装23穿过两个导轨211之间的间隙。本实施例中储料仓21能存放多个测试板3,且每个测试板3的一侧边均设有定位缺口31。将待测产品分别装入测试板3的各个定位孔中,再将多个测试板3按定位缺口31朝前方向依次从上到下放入储料仓21,按照储料仓21高度测算,最多能够一次性储存30块测试板3,用于后续测试。上料装置22具体采用上料气缸,该上料气缸位于储料仓21的底部。当信号到位后,上料气缸驱动上料工装23将最底下的测试板3从上料缺口212处推至旋转台11上的测试板定位工装12内、并确保到位,上料气缸回位后,储料仓21内的测试板3则依靠重力自由下落进行补位。与现有的设备相比,无需每一次测试循环后都进行测试板3的人工上料操作,一次性将多块测试板3上料完成后,后续只需按固定间隔进行补料即可,间隔的时间可以用于测试板3排料后的采集和产品整列事宜,一个人员即可进行全流程操作,节约了人力,提高了效率。
[0075]
如图6和图7所示,本实施例中弹力与电阻一体测试模组4包括测试架45,第一测试驱动装置42和第二测试驱动装置44均安装在测试架45上,且第一测试驱动装置42采用测试伺服电机,第二测试驱动装置44采用侧面测头气缸。测试板3经由旋转台11转移至测试工位,测试伺服电机沿z轴、即竖向驱动一组力电测头组件41快速下降至测试准备位置;与此
同时,测量产品电阻的另一组电阻测头43由侧面测头气缸驱动伸出到位,并与产品的侧面接触。当plc控制器检测到准备工作完成后,控制测试伺服电机切换成测试速度、即慢速,同时进行产品压缩与回弹行程的弹力、电阻性能测试。测试完成后,测试伺服电机运行至安全高度的预设点位,侧面测头气缸缩回到位,测试板3准备转向后一道工序。本实施例将一共8个力电测头组件41采用直线式安装的方式固定在测头固定工装46上,与测试板3上安放的8个产品一一对应,测头固定工装46与测试伺服电机相连接,并通过测头固定工装46上的调整螺纹孔461,可以单独调整每一个力电测头组件41的高度,使全部力电测头组件41在z轴方向上处于同一高度,有利于提升测量的准确性和有效性。
[0076]
如图8所示,本实施例中力电测头组件41还包括设置于力值传感器412和力电测头411之间的陶瓷导套413。力值传感器412安装于力电测头411的上方,且两者之间有陶瓷导套413进行物理隔离,避免进行电阻测量时的电流对力值传感器412产生影响。本实施例中电阻测量采用的是四线制接法,利用1a恒流电源供电,根据公式r=u/i,相对应地,测量所得的电流大小,即为实时的产品电阻,相比于以往的方案,测量数值读取更直接,精度更高。与现有的设备相比,本实施例将弹力测试和电阻测试合并成了同一道工序,设计了多功能的测头模块,在测试弹力的同时对电阻也进行测量,简化了工序,提高了测试速度。
[0077]
如图2和图9所示,本实施例中合格产品取料模组5包括合格品取料机构、及安装在合格品取料机构上的合格品真空吸嘴51。当旋转台11带动测试板3旋转至合格品取料工位,合格品取料机构带动合格品真空吸嘴51移动至产品处,再利用合格品真空吸嘴51将产品吸附住,并利用合格品取料机构带动合格品真空吸嘴51及产品移动至设定位置,合格品真空吸嘴51再破真空,实现将测试板3上的产品转移至设定位置处,此种采用真空吸嘴拿取产品的方式能有效避免对产品造成划伤等损坏。合格品真空吸嘴51有多个,数量与测试板3上的产品数量相同。全部合格品真空吸嘴51安装在合格品取料板52上、并构成合格品取料组件。合格品取料机构包括合格品取料气缸53、合格品伺服电机54及能随合格品取料气缸53一同移动的合格品走线坦克链55。合格品取料板52与合格品取料气缸53相连接,合格品取料气缸53与合格品伺服电机54相连接。测试板3经由旋转台11转移至合格品取料工位,合格品伺服电机54驱动合格品取料气缸53及合格品取料组件横移到位后,合格品取料气缸53驱动合格品取料组件下降到位,plc控制器根据当前测试板3的测试结果,对与合格产品相对应的合格品真空吸嘴51进行吸真空操作,当真空度达标后,合格品取料气缸53驱动合格品取料组件上升到位,合格品伺服电机54驱动合格品取料气缸53及合格品取料组件横移至合格品料盒56处,合格品取料气缸53驱动合格品取料组件下降,合格品真空吸嘴51破真空,确保产品落入合格品料盒56中。本实施例采用合格品真空吸嘴51进行取料,与现有的设备选用卡爪的方案相比,不存在对产品、特别是微型pogopin本身造成划痕的风险,避免在测试过程中对产品造成损坏。
[0078]
如图2和图10所示,本实施例中不合格产品取料模组6包括不合格产品分拣机构、第一种不合格品料盒61及第二种不合格品料盒62。不合格产品分拣机构能根据对测试板3上产品的检测结果,将第一种不合格的产品从测试板3上分拣至第一种不合格品料盒61中,并将第二种不合格的产品从测试板3上分拣至第二种不合格品料盒62中,通过两个不格品料盒的物理分拣分隔,便于后续的产品不合格分析和相对应的返工实施。比如,对于检测出电阻不合格的产品,不合格产品分拣机构会将该产品分拣至第一种不合格品料盒61中;对
于检测出弹力不合格的产品,不合格产品分拣机构会将该产品分拣至第二种不合格品料盒62中。本实施例中不合格产品分拣机构具体包括不合格品伺服电机63和不合格品取料组件64。测试板3经由旋转台11转移到达不合格品取料工位,不合格品伺服电机63驱动不合格品取料组件64横移到位后,不合格品气缸65驱动不合格品取料组件64下降到位,plc控制器根据当前测试板3的测试结果,与合格品取料过程相似,先将第一种不合格产品通过不合格品伺服电机63横移分拣至第一种不合格品位置,再将第二种不合格产品通过不合格品伺服电机63横移分拣至第二种不合格品位置,分拣完成后,整个不合格产品取料模组6回到准备位置。当产品测试为不合格时,会存在不同情况的不合格种类,依据不合格产品的返工工艺,plc控制器将不合格产品分为两大类,通过两个不合格品料盒分别进行存放,便于后续对这些不合格产品的分析和返工处理。
[0079]
如图2和图11所示,本实施例中测试板排料装置71采用排料气缸,排料气缸安装于位于旋转台11上方的固定安装板14上,该排料气缸用于测试板3最终的排出。本实施例中测试板收集装置73上设有第一斜坡731和第二斜坡732,第一斜坡731的延伸方向与第二斜坡732的延伸方向相交,且第一斜坡731与第二斜坡732的相交处设有90度的转角733。测试板3经由旋转台11转移,到达测试板排料工位,排料气缸伸出,驱动排料工装72将测试板定位工装12内的测试板3排入测试板收集装置73。该测试板收集装置73通过布置一定角度的斜坡和一个90度的转角733,测试板3能够顺利地滑至与该测试板收集装置73底部对应的集料盒74中,供操作人员轻松拿取。与现有的设备相比,该测试板排料模组7动作简洁,可以排出并存放多个测试板3而不影响设备继续运转。操作人员可以在上料工位补充好上完料的测试板3后,很顺手地拿取已测试完成的测试板3,并进行产品整列操作,动作一气呵成。
[0080]
本实施例中转台式pogopin力电测试机,还包括数据采集单元,数据采集单元包括plc控制器和与plc控制器相连接的数据库,plc控制器与弹力与电阻一体测试模组4的弹力测试设备81和电阻测试设备82相连接,弹力测试设备81与力值传感器412相连接,电阻测试设备82与力电测头411和电阻测头43相连接。当每块测试板3在测试工位完成测试后,弹力测试设备81和电阻测试设备82会分别向plc控制器指定的数据存储区域发送8个测头对应的8组弹力数据和电阻数据,plc控制器收到数据后进行数据转移,承担中转站的作用继续向数据库发送数据,经过二次开发的sqlserver数据库软件将每次测试数据进行归档保存,以备后续的数据查验需求。与现有的设备相比,数据采集单元填补了以往测试设备的过程数据没法有效记录和查询的技术空缺。另外,本转台式pogopin力电测试机还包括操作触摸屏83。
[0081]
本转台式pogopin力电测试机解决了小尺寸pogopin连接器的弹力和电阻测试需求的同时,对设备的设计和功能进行了多项优化和改进,具体如下:
[0082]
在上料和排料层面,上料工位的储料仓21设计,使一次上料就能满足后续多次连续测试;测试及产品取料完成后的测试板3自动排料,也省去了每次都需要人工取出测试板3的步骤限制,提高设备自动化程度,释放设备产能。这些在产品上料和排料方面的优化改进,都大大提高了设备使用的便利性,以人为本,简化操作流程,降低操作人员的劳动负荷。
[0083]
在性能测试层面,本实施例大胆采用8测头同步测试的方案,同时将弹力测试和电阻测试都集成在同一组测头上,去除了一般方案中弹力、电阻分开测试的工序重复而导致的节拍浪费,极大地提高了设备的测试吞吐量,即使未来设备产能需求突然增长,也能够从
容应对。
[0084]
测试过程的实施层面,本实施例采用四线制接法来实现产品电阻的测量,相比于两线制的接法,它消除了布线阻抗和接触阻抗的干扰,使得产品电阻的测量更加精确。力值传感器412的安装则是通过陶瓷材料的导套进行隔离,防止电阻测量时的电流对力值传感器412的感应产生干扰。以上这两处优化改进都对最终弹力和电阻检测结果的精准性有极大的提升。设备测试结果越准确,设备的测试能力就越强。
[0085]
在产品取料分拣层面,本实施例采用真空吸嘴的方案,完全规避了过程中对产品表面镀层划伤的风险,很好地提升产品在经过设备测试前后的外观状态一致性和稳定性。各个吸嘴的气管及传感器线缆都通过坦克链进行走线,避免多次大幅度运动后的管线缠绕和干涉。而在不合格产品分拣层面,本实施例设计有两大类不合格品存料盒,根据前道的测试结果,plc控制器决定不合格品的分类方式,使不同的不合格产品能够得到分隔,便于后续不同的不合格产品进行针对性返工,避免因不合格产品分类不明确而造成的返工过程成本浪费,降低该产品在整个生产检测流程中的均摊成本。
[0086]
综上所述,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0087]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1