一种汽车装饰尾管检测设备的制作方法
1.本实用新型涉及管类检测技术领域,尤其涉及一种汽车装饰尾管检测设备。
背景技术:
2.如图1所示的汽车装饰尾管外胆,需要人工配合总成检具工装才能完成产品尺寸检测,人工依照总成检具操作指导书检测步骤对该产品进行尺寸及位置度等的检测,检测一只产品的节拍为45秒。上述方式必须通过人工配合总成检具才能完成,检测内容多,对人工劳动负荷率较大,依赖度高,过程复杂,工人易造成眼疲劳,容易造成不良品的流出,同时人工使用总成检具检测,尺寸数据无法收集,后期无法进行追溯。
技术实现要素:
3.为了能够实现汽车装饰尾管的自动检测而提供结构支撑,为此,本实用新型提出了一种汽车装饰尾管检测设备。
4.本实用新型提出的一种汽车装饰尾管检测设备,包括操作台、用于固定被检测区的定位机构和视觉检测系统,其中:
5.定位机构包括安装在操作台上的安装底板以及安装在安装底板上的托座、定位板;托座顶端安装有竖直布置的定位锥销,托座上方设置有安装在安装底板上的压紧件且压紧件与托座之间的距离可调;定位板设置在托座一侧且定位板的高度高于托座的高度,定位板靠近托座一侧为定位斜面,定位板上安装有多个接触式传感器;
6.视觉检测系统包括用于获取被检测物图像的第一图像采集机构、第二图像采集机构、第三图像采集机构以及与第一图像采集机构、第二图像采集机构、第三图像采集机构连接且带有显示器的工控机;第一图像采集机构、第二图像采集机构、第三图像采集机构均安装在操作台上且第一图像采集机构、第二图像采集机构、第三图像采集机构呈三角形分布,定位机构位于第二图像采集机构与第三图像采集机构之间且第一图像采集机构与定位板相对布置;多个接触式传感器与工控机连接。
7.优选的,压紧件包括第二支架、快速夹钳和压头,压头位于托座上方,快速夹钳通过第一支架安装在安装底板上并用于驱动压头靠近或远离托座。
8.优选的,托座、压头均开设有用于夹持被检测物的v型槽且托座、压头的v 型槽相对布置,定位锥形设置在托座的v型槽内。
9.优选的,第一图像采集机构包括用于获取被检测物图像并与工控机连接的第一相机、为第一相机提供稳定光源的环形光源和第二支架,第二支架安装在操作台上,第一相机、环形光源均安装在第二支架上。
10.优选的,操作台上安装有罩设在第一相机、环形光源外的第一防护罩。
11.优选的,第二图像采集机构包括用于获取被检测物图像并与工控机连接的第二相机、为第二相机提供稳定光源的第一条形光源,第一条形光源安装在操作台上,第一条形光源远离定位机构一侧设置有第三支架,第三支架上转动连接有竖直布置的第一丝杠且第三
支架上安装有用于驱动第一丝杠转动的第一转轮,第一丝杠两侧均设置有与第三支架连接的第一导杆,第一丝杠上螺纹连接有第一滑块且第一滑块与第一导杆滑动连接,第一滑块上连接有第一十字滑台,第二相机安装在第一十字滑台上。
12.优选的,操作台上安装有罩设在第二相机、第一条形光源外的第二防护罩。
13.优选的,第三图像采集机构包括用于获取被检测物图像并与工控机连接的第三相机、为第三相机提供稳定光源的第二条形光源,第二条形光源安装在操作台上,第二条形光源远离定位机构一侧设置有第四支架,第四支架上转动连接有竖直布置的第二丝杠且第四支架上安装有用于驱动第二丝杠转动的第二转轮,第二丝杠两侧均设置有与第四支架连接的第二导杆,第二丝杠上螺纹连接有第二滑块且第二滑块与第二导杆滑动连接,第二滑块上连接有第二十字滑台,第三相机安装在第二十字滑台上。
14.优选的,操作台上安装有罩设在第三相机、第二条形光源外的第三防护罩。
15.优选的,接触式传感器设置有4个,四个接触式传感器呈椭圆形分布且四个接触式传感器分别设置在该椭圆的四个顶点上。
16.本实用新型提出的一种汽车装饰尾管检测设备,包括以下优点:
17.(1)通过定位机构对汽车装饰尾管进行定位固定,通过第一图像采集机构、第二图像采集机构、第三图像采集机构分别获取汽车装饰尾管的不同面的图像,工控机通过第一图像采集机构、第二图像采集机构、第三图像采集机构的图像,然后进行对汽车装饰尾管的自动检测,本装置为实现自动化汽车装饰尾管检测提供了硬件支撑,缩短检测时间,提高生产效率,降低了人工操作技能要求,降低了成本,实现一人多线;
18.(2)通过在定位板上设置多个接触式传感器,利用接触式传感器定位汽车装饰尾管卷边斜面,多个接触式传感器都感应到信号后,则表示汽车装饰尾管卷边斜面基准确定,工控机才会启动视觉检测软件进行检测;
19.(3)通过设置的第三支架、第一丝杠、第一转轮、第一滑块以及第一十字滑台等,可以实现第二相机的上下、左右、前后移动,以使第二相机获取不同角度的图像;
20.(4)通过设置的第四支架、第二丝杠、第二转轮、第二滑块以及第二十字滑台等,可以实现第三相机的上下、左右、前后移动,以使第三相机获取不同角度的图像。
21.需要注意的是,本方案需要保护的汽车装饰尾管检测设备的具体结构,是为了能够实现汽车装饰尾管的自动检测而提供结构支撑,而不保护其中的软件部分且软件部分是现有技术,本技术是基于现有技术做出的机械部分的发明创造。
附图说明
22.图1为汽车装饰尾管结构示意图;
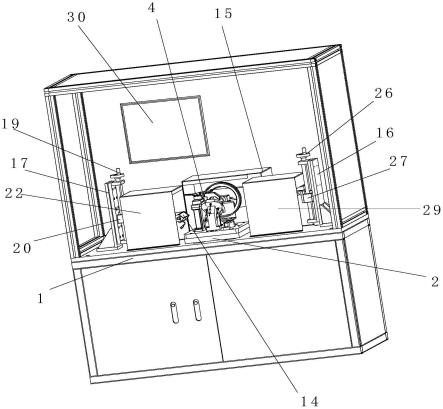
23.图2为本实用新型提出的一种汽车装饰尾管检测设备的结构示意图;
24.图3为本实用新型提出的一种汽车装饰尾管检测设备中定位机构的结构示意图;
25.图4为本实用新型提出的一种汽车装饰尾管检测设备中视觉检测系统部分结构示意图。
具体实施方式
26.参照图2-图4,本实用新型提出一种汽车装饰尾管检测设备,包括操作台1、用于固
定被检测区的定位机构和视觉检测系统,其中:
27.定位机构包括安装在操作台1上的安装底板2以及安装在安装底板2上的托座3、定位板4。托座3顶端安装有竖直布置的定位锥销5,托座3上方设置有安装在安装底板2上的压紧件且压紧件与托座3之间的距离可调。定位板4 设置在托座3一侧且定位板4的高度高于托座3的高度,定位板4靠近托座3 一侧为定位斜面,定位板4上安装有四个接触式传感器6,四个接触式传感器6 呈椭圆形分布且四个接触式传感器6分别设置在该椭圆的四个顶点上。
28.视觉检测系统包括用于获取被检测物图像的第一图像采集机构、第二图像采集机构、第三图像采集机构以及与第一图像采集机构、第二图像采集机构、第三图像采集机构连接的工控机,工控机为实现检测提供硬件支撑。第一图像采集机构、第二图像采集机构、第三图像采集机构均安装在操作台1上且第一图像采集机构、第二图像采集机构、第三图像采集机构呈三角形分布,定位机构位于第二图像采集机构与第三图像采集机构之间且第一图像采集机构与定位板4相对布置;多个接触式传感器6与工控机连接。
29.本实施例中,压紧件包括第一支架7、快速夹钳8和压头9,压头9位于托座3上方,快速夹钳8通过第一支架7安装在安装底板2上并用于驱动压头9 靠近或远离托座3。托座3、压头9均开设有用于夹持被检测物的v型槽且托座 3、压头9的v型槽相对布置,定位锥形设置在托座3的v型槽内。
30.进一步的,第一图像采集机构包括用于获取被检测物图像并与工控机连接的第一相机10、为第一相机10提供稳定光源的环形光源11和第二支架12,第二支架12安装在操作台1上,第一相机10、环形光源11均安装在第二支架12 上。操作台1上安装有罩设在第一相机10、环形光源11外的第一防护罩15。
31.进一步的,第二图像采集机构包括用于获取被检测物图像并与工控机连接的第二相机13、为第二相机13提供稳定光源的第一条形光源14,第一条形光源14根据实际打光情况安装在操作台1上,第一条形光源14远离定位机构一侧设置有第三支架17,第三支架17上转动连接有竖直布置的第一丝杠18且第三支架17上安装有用于驱动第一丝杠18转动的第一转轮19,第一丝杠18两侧均设置有与第三支架17连接的第一导杆,第一丝杠18上螺纹连接有第一滑块 20且第一滑块20与第一导杆滑动连接,第一滑块20上连接有第一十字滑台21,第二相机13安装在第一十字滑台21上。操作台1上安装有罩设在第二相机13、第一条形光源14外的第二防护罩22。
32.进一步的,第三图像采集机构包括用于获取被检测物图像并与工控机连接的第三相机23、为第三相机23提供稳定光源的第二条形光源24,第二条形光源24根据实际打光情况安装在操作台1上,第二条形光源24远离定位机构一侧设置有第四支架16,第四支架16上转动连接有竖直布置的第二丝杠25且第四支架16上安装有用于驱动第二丝杠25转动的第二转轮26,第二丝杠25两侧均设置有与第四支架16连接的第二导杆,第二丝杠25上螺纹连接有第二滑块 27且第二滑块27与第二导杆滑动连接,第二滑块27上连接有第二十字滑台28,第三相机23安装在第二十字滑台28上。操作台1上安装有罩设在第三相机23、第二条形光源24外的第三防护罩29。
33.本实用新型工作步骤如下:
34.1、将待检测汽车装饰尾管放置于定位机构上,汽车装饰尾管的滴水孔对准定位锥
销5,定位锥销5来确定滴水孔基准,通过操作快速夹钳8使得压头9压紧在汽车装饰尾管上方;
35.2、汽车装饰尾管的卷边斜面接触到定位板4上的四个接触式传感器6,四个接触式传感器6分别与卷边斜面椭圆的四个顶点一一对应,四个接触式传感器6都感应到信号后,则表示汽车装饰尾管的卷边斜面基准确定;点击启动工控机按钮,工控机的plc控制器会先检测这四个接触式传感器6有无信号,四个接触式传感器6有信号plc控制器才会触发启动信号给工控机视觉检测软件执行检测;
36.3、执行完成后,检测尺寸及位置度等的数据显示在屏幕上,检测数据根据预先设定的公差自动判断显示结果;
37.4、工控机将检测结果传输给plc控制器,plc控制器根据结果来控制声光报警器动作,结果为不良品(ng),通过声光报警器红灯亮起的方式提醒人员,人工将不良品放置到不良品物料框内,结果为合格品(ok),通过声光报警器绿灯亮起的方式提醒人员,人工将合格品放置到合格品物料框内;
38.5、检测完毕,卸下产品,并依据以上步骤检测下一件产品。
39.步骤2中,工控机视觉检测软件具体检测原理如下:
40.2.1、外径、压型内径、同轴度检测:第一图像采集机构用于汽车装饰尾管的外径、压型内径、同轴度尺寸检测,第一相机10、环形光源11与汽车装饰尾管保持同心设置,工控机视觉检测软件根据第一相机10获取的汽车装饰尾管端部图像,外径和内径尺寸通过拟合圆算法实现检测,同轴度通过外径和内径拟合圆的中心点,计算两个中心点的距离;
41.2.2、一侧压型位置度检测:第二图像采集机构用于汽车装饰尾管一侧面的压型位置度检测,视觉检测软件根据第二相机13获取的产品侧部图像,在产品顶部未压型两端抓取顶部边缘两点,拟合一条直线,检测直线与压型区域的距离,检测三个压型位置,检测公差设定1mm;
42.2.3、另一侧压型位置度以及进口垂直度检测:第三图像采集机构用于汽车装饰尾管另一侧面的压型位置度检测,视觉检测软件根据第三相机23获取的产品侧部图像,在产品顶部未压型两端抓取顶部边缘两点,拟合一条直线,检测直线与压型区域的距离,检测三个压型位置,检测公差设定1mm;视觉检测软件根据第三相机23获取的产品侧部图像,抓取产品顶部未压型两端抓取顶部边缘两点,拟合一条直线,抓取产品外圆的边拟合一条直线,两条直线相交,检测垂直度。
43.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1