一种锂电池检测装置
1.本实用新型涉及锂电池生产技术领域,特别是一种锂电池检测装置。
背景技术:
2.锂电池在生产工艺中,少量锂电池生产时会存在表面缺陷的问题,例如电池鼓包,表面损坏,因此在锂电池封装过后需要对其外观进行检测。现有的大部分的检测方式是人工检测,但是人工检测会存在很多缺点,如人工成本高昂,容易视觉疲劳导致有缺陷的电池流入市场,目前市场上也有少部分采用图像采集的检测装置,但是不能一次性检测电池的所有面,需要重复检测,流程较为繁琐。如果是四周较窄的锂电池,四周也无法进行检测,存在一定的弊端。
技术实现要素:
3.鉴于上述或现有技术中存在的问题,提出了本实用新型。
4.因此,本实用新型的目的是提供一种锂电池检测装置,其采用自动化的对于锂电池进行翻转并对表面进行检测,筛选出具有缺陷的电池,简化流程,提高工作效率,降低成本。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种锂电池检测装置,其包括底座;横向传输台和纵向传输台,首尾相邻的设置于所述底座上;翻转单元,设于横向传输台和纵向传输台之间;辅助单元,设于纵向传输台的输入端;视觉单元,设置于所述横向传输台和所述纵向传输台上;下料组件,设置于所述横向传输台和所述纵向传输台的两侧;控制单元,设置于所述底座上。
6.在进一步实施例中,所述翻转单元包括:相对设置的第一支撑架和第二支撑架;
7.倒凵型架,其两侧面对应可转动的安装于第一支撑架和第二支撑架;
8.第一驱动件,安装于第一支撑架/第二支撑架;所述第一驱动件的输出轴传动连接于倒凵型架;
9.第一传送台,安装于所述倒凵型架的底部;
10.第二传送台,位于所述第一传送台的上方并滑动连接于倒凵型架;
11.第二驱动件,安装与倒凵型架的顶部;所述第二驱动件的输出端传动连接于第二传送台;所述第一传送台与第二传送台之间形成大小可变的夹持空间。
12.在进一步实施例中,所述辅助单元包括:所述纵向传输台靠近所述翻转单元的一端设置导向块、设置于所述导向块一侧的翻转块,以及设置于所述纵向传输台上的阻挡条,所述阻挡条靠近所述导向块的一端设置导向片。
13.在进一步实施例中,视觉组件包括设置于横向传输台两侧的第一侧面摄像仪,以及设置于第一侧面摄像仪一侧的第一正面摄像仪。
14.在进一步实施例中,所述下料组件包括设置于所述第一正面摄像仪远离所述第一侧面摄像仪一侧的第一料框和第一推料块,所述第一推料块与所述第一料框设置于所述横
向传输台的不同侧,所述第一推料块连接电动气缸。
15.在进一步实施例中,所述视觉组件还包括设置于所述纵向传输台两侧的第二侧面摄像仪,以及设置于所述第二侧面摄像仪一侧的第二正面摄像仪。
16.在进一步实施例中,所述下料组件还包括设置于所述第二正面摄像仪远离所述第二侧面摄像仪一侧的第二料框和第二推料块,所述第二推料块与第二料框设置于所述纵向传输台的不同侧,所述第二推料块连接的电动气缸。
17.在进一步实施例中,所述承载传送单元、所述翻转单元、所述视觉单元,以及所述下料组件均与所述控制单元电信连接。
18.本实用新型的有益效果:本实用新型通过设置视觉单元图像采集的方式代替人眼,通过设置翻转单元对锂电池进行翻面对表面进行检测,筛选出具有缺陷的电池,简化流程,提高了工作效率,降低了成本。
附图说明
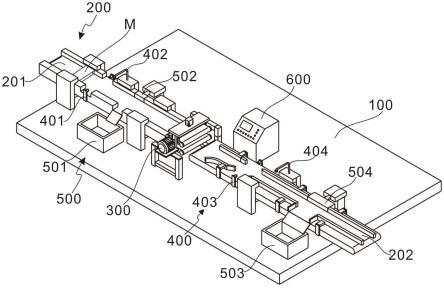
19.图1为锂电池检测装置的示意图。
20.图2为锂电池检测装置的翻转单元示意图。
21.图3为锂电池检测装置的纵向传输台示意图。
22.图中各附图标记为:底座100、承载传送单元200、翻转单元300、倒凵型架301、第一传送台302、第二传送台303、第一支撑架304、第二支撑架305、第一驱动件306、视觉单元400、下料组件500、控制单元600、第二驱动件303a、第二传送台303、横向传输台201、纵向传输台202、第一侧面摄像仪401、第一正面摄像仪402、第一料框501、第一推料块502、导向块202a、翻转块202b、阻挡条202c、第二侧面摄像仪403、第二正面摄像仪404、第二推料块503、第二料框504、锂电池m。
具体实施方式
23.参照图1~3,该实施例提供了一种锂电池m检测装置,其包括设置视觉单元图像采集的方式代替人眼,通过设置翻转单元对锂电池m进行翻面对表面进行检测,筛选出具有缺陷的电池,简化流程,提高了工作效率,降低了成本,本实施例的针对的是矩形锂电池m。
24.具体的,
25.底座100;
26.横向传输台201和纵向传输台202,首尾相邻的设置于所述底座上;锂电池m在横向传输台201上的移动状态为横向,锂电池m在纵向传输台202上的移动状态为竖向;
27.翻转单元300,设于横向传输台201和纵向传输台202之间;所述翻转单元300用于将锂电池m进行180度翻转;
28.辅助单元,设于纵向传输台202的输入端;所述辅助单元被设置为矫正竖向的锂电池m,使其长度方向与传输方向一致;
29.视觉单元400,设置于所述横向传输台201和所述纵向传输台202上;
30.下料组件500,设置于所述横向传输台201和所述纵向传输台202的两侧;
31.控制单元600,设置于所述底座100上。
32.进一步的,所述翻转单元300包括:相对设置的第一支撑架304和第二支撑架305;
33.倒凵型架301,其两侧面对应可转动的安装于第一支撑架304和第二支撑架305;
34.第一驱动件306,安装于第一支撑架304/第二支撑架305;所述第一驱动件306的输出轴传动连接于倒凵型架301;
35.第一传送台302,安装于所述倒凵型架301的底部;
36.第二传送台303,位于所述第一传送台302的上方并滑动连接于倒凵型架301;
37.第二驱动件303a,安装与倒凵型301架的顶部;所述第二驱动件303a的输出端传动连接于第二传送台303;所述第一传送台302与第二传送台303之间形成大小可变的夹持空间。
38.需要说明的是,第一传送台302的高度与横向传输台201的高度一致,翻转过后的第二传送台303高度与纵向传输台202一致,并且第一传送台302和第二传送台303的传送锂电池m的方向与承载传送单元200一致,第一传送台302和第二传送台303内设置电机用于传送。
39.较佳的,首先将完好的各个角度的锂电池m图像存入到控制单元600中,当锂电池m在承横向传输台201和所述纵向传输台202运输时视觉单元400再将锂电池m的表面进行拍照,获取相应的图片信息发送至控制单元600中,控制单元600进行分析比对,当发现表面有瑕疵的锂电池m时,控制单元600将信息发送至下料组件400,将有瑕疵的锂电池m进行剔除。
40.较佳的,当锂电池m传送至翻转单元时控制单元600发出指令,使第二驱动件303a对于第二传送台303进行升降,是第一传送台302与第二传送台303停止传送锂电池m并对其夹持,接着伺服电机在控制单元600的作用下进行翻转180度,接着第一传送台302第二传送台303进行传送,将其传送在纵向传输台202上。
41.较佳的,第一驱动件304为现有技术伺服电机,第二驱动件303a为现有技术气缸。
42.进一步的,视觉组件400包括设置于横向传输台201两侧的第一侧面摄像仪401,以及设置于第一侧面摄像仪401一侧的第一正面摄像仪402。
43.需要说明的是,第一正面摄像仪402正对的是承载传送单元200。
44.较佳的,此时第一侧面摄像仪401收集的锂电池m照片信息是两个侧面,第一正面摄像仪402采集的是锂电池m其中一个正面,均将采集的图片发送至控制单元600进行分析比对。
45.进一步的,下料组件500包括设置于第一正面摄像仪402远离第一侧面摄像仪401一侧的第一料框501和第一推料块502,第一推料块502与料框501设置于横向传输台201的不同侧,第一推料块502连接电动气缸。
46.需要说明的是,当控制单元600通过比对发现表面有瑕疵的锂电池m时,控制单元600发送命令至电动气缸,使得电动汽缸带动第一推料块502将有瑕疵的锂电池m推入至料框501。如果没有问题的锂电池m将在横向传输台201上继续移动,直至翻转单元300上。
47.进一步的,纵向传输台202靠近翻转单元300的一端设置导向块202a、设置于导向块202a一侧的翻转块202b,以及设置于纵向传输台202上的阻挡条202c,阻挡条202c靠近导向块202a的一端设置导向片202d。
48.需要说明的是,锂电池m在第一传送台303与第二传送台303进行翻转180,接着继续传送,将锂电池m移动至纵向传输台202上。
49.较佳的,矩形锂电池m在纵向传输台202上继续传送时,翻转块202b将碰到矩形锂
电池m的一边,在锂电池m同时传送的情况下使锂电池m水平旋转90度,并在导向块202a的导向下继续传送,其中导向片202d,也是导向作用,防止设备抖动导致锂电池m偏移路线。
50.进一步的,视觉组件400还包括设置于纵向传输台202两侧的第二侧面摄像仪403,以及设置于第二侧面摄像仪403一侧的第二正面摄像仪404。
51.需要说明的是,此时矩形锂电池m经过了水平90度的翻转,又经过了竖向180的翻转,此时,第二侧面摄像仪403采集的是另两个侧面,第二正面摄像仪404采集的是另一个正面,并将信息发送至控制单元600中,进行图像比对。
52.进一步的,下料组件500包括设置于第二正面摄像仪202d远离第二侧面摄像仪202e一侧的第二料框503和第二推料块504,第二推料块503与第二料框504设置于纵向传输台201的不同侧,第二推料块502连接的电动气缸。
53.当发现有瑕疵的锂电池m时,控制单元600发送命令至电动气缸,使得电动汽缸带动第二推料块503将有瑕疵的锂电池m推入至第二料框504。如果没有问题的锂电池m将继续在纵向传输台202上行走,直至收集打包。
54.进一步的,承载传送单元200、翻转单元300、视觉单元400,以及下料组件500均与控制单元600电信连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1