一种试条补料装置的制作方法
1.本实用新型涉及试条加工技术,尤其涉及一种试条补料装置。
背景技术:
2.在试条(例如血糖试条)封装加工过程中,需要检测出原料中的不良品,并用良品试条进行替换。现有试条加工设备缺少相关机构来实现这一功能,当原料中有不良品时,只能停机进行人工替换,导致加工效率变低。
技术实现要素:
3.本实用新型的目的在于提供一种能够自动导出不良品并进行补料的试条补料装置。
4.以下给出一个或多个方面的简要概述以提供对这些方面的基本理解。此概述不是所有构想到的方面的详尽综览,并且既非旨在指认出所有方面的关键性或决定性要素亦非试图界定任何或所有方面的范围。其唯一的目的是要以简化形式给出一个或多个方面的一些概念以为稍后给出的更加详细的描述之序。
5.根据本实用新型的一方面,提供了一种试条补料装置,包括:
6.落料机构,所述落料机构顶部开设有若干落料孔;
7.导料机构,设置于所述落料机构上方,包括若干导料模块,每个所述导料模块上开设有一导料孔,每个所述导料模块与一个驱动器连接,在所述驱动器驱动下,每个所述导料模块均能够运动到第一位置和第二位置,当所述导料模块在第一位置时,其导料孔与下方的落料孔对齐,当所述导料模块在第二位置时,其导料孔与下方的落料孔错开;
8.供料机构,设置于所述落料机构侧面,包括供料仓和设置于所述供料仓下方的推料组件;
9.搬运机构,包括吸头和驱动模组,所述吸头与所述驱动模组传动连接。
10.在一实施例中,所述落料机构两侧均设置有供料机构,所述搬运机构设置有两组,每组所述搬运机构用于搬运一侧的所述供料机构所提供的试条。
11.在一实施例中,每一侧的所述供料机构均包括并列设置的两个供料仓和两组推料组件。
12.在一实施例中,所述推料组件包括气缸和滑台,所述滑台滑动配接于滑轨上,所述滑台的一端与所述气缸传动连接,所述滑台上表面开设有用于容纳单根试条的凹槽。
13.在一实施例中,所述导料机构的驱动器为气缸。
14.在一实施例中,所述导料机构下方设置有不良品收集盒,当所述导料模块处在第二位置时,所述导料孔位于所述不良品收集盒上方。
15.在一实施例中,所述驱动模组包括旋转组件、升降组件和横移组件,所述吸头与所述旋转组件连接,所述旋转模组与所述升降模组连接,所述升降模组与所述横移模组连接。
16.本实用新型实施例的有益效果是:通过设置导料机构,当原料中存在不良品时,能
够将不良品导出,并通过搬运机构将试条补充到落料机构内,实现了不良品的筛出和补料过程中的不间断加工。
附图说明
17.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
18.在结合以下附图阅读本公开的实施例的详细描述之后,能够更好地理解本实用新型的上述特征和优点。在附图中,各组件不一定是按比例绘制,并且具有类似的相关特性或特征的组件可能具有相同或相近的附图标记。
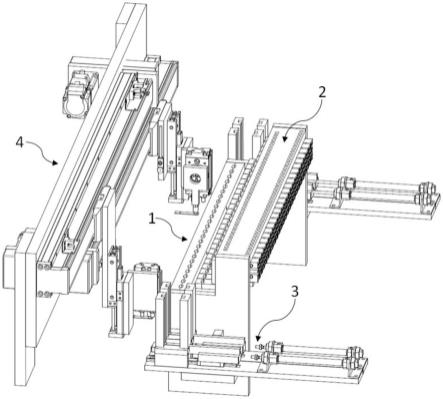
19.图1是本技术实施例的立体结构示意图;
20.图2是本技术实施例的导料机构示意图;
21.图3是本技术实施例的供料机构示意图;
22.图4是本技术实施例的搬运机构示意图;
23.其中:1-落料机构;11-落料孔;2-导料机构;21-导料模块;21a-导料孔;22-驱动器;3-供料机构;31-供料仓;32-推动组件;321-滑台;321a-凹槽;322-气缸;4-搬运机构;41-吸头;42-旋转组件;43-升降组件;44-横移组件。
具体实施方式
24.以下结合附图和具体实施例对本实用新型作详细描述。注意,以下结合附图和具体实施例描述的诸方面仅是示例性的,而不应被理解为对本实用新型的保护范围进行任何限制。
25.如图1所示,本技术实施例提供了一种试条补料装置,包括落料机构1、导料机构2、供料机构3和搬运机构4,其中,落料机构1顶部开设有若干落料孔11。落料孔11的下方与落料整理装置相连。
26.导料机构2设置于落料机构1上方,其结构如图2所示,包括若干导料模块21,每个导料模块21上开设有一导料孔21a,导料孔21a的上方通过软管与分料装置连接,切分后的单根试条通过软管下落至导料孔21a内。每个导料模块21与一个驱动器22(例如气缸)连接,在驱动器22的驱动下,每个导料模块21均能够前后运动,并且能够运动到第一位置和第二位置。其中,当导料模块21在第一位置时,其导料孔21a与下方的落料孔11对齐,当导料模块21在第二位置时,其导料孔21a与下方的落料孔11错开。如果检测到某一根管路对应到的试条为不良品,则导料模块21运动到第二位置,将不良品导出。
27.供料机构3设置于落料机构1侧面,包括供料仓31和设置于供料仓31下方的推料组件32。推料组件32每次推出时,从供料仓31中推出一根试条。搬运机构4包括吸头41和驱动模组,吸头41与驱动模组传动连接,以执行搬运操作。
28.本装置的工作过程如下:
29.通过相机(可设置于上料机构处)拍照检测试条原料中的不良品(不良品会在表面有标记),当检测到某一试条为不良品时,对应的驱动器22收缩,带动对应导料模块21后退,
将不良品导出。同时,供料机构3的推料组件32推出一根合格的替换试条,搬运机构4的吸头41吸取该试条后,移动到落料孔11上方,将替换试条放入落料孔11内,从而确保后续封装的试条均为合格品。
30.为了提高补料效率,在可能的实施例中,落料机构1两侧均设置有供料机构3,搬运机构4也设置有两组,每组搬运机构4用于搬运一侧的供料机构3所提供的试条,落料机构1也对称地分为两部分,每个部分由一个搬运机构4负责,从而能够更快地完成补料动作。
31.优选地,每一侧的供料机构均可并列设置两个供料仓31和两组推料组件32,当一个供料仓31需要补料时,由另一个供料机构执行供料,从而能够实现不间断供料。
32.具体地,如图3所示,推料组件32包括气缸322和滑台321,滑台321滑动配接于滑轨上,滑台321的一端与气缸322传动连接,滑台321上表面开设有用于容纳单根试条的凹槽321a,从而每次气缸322每次推动滑台321从供料仓31下方经过时,刚好有一根试条落入凹槽321a内并被推出。
33.在可能的实施例中,可在导料机构2下方设置不良品收集盒(图中未示出)以便于收集不良品。当导料模块21处在第二位置时,导料孔21a位于不良品收集盒上方。
34.驱动模组如图4所示,包括旋转组件42、升降组件43和横移组件44,吸头41与旋转组件42连接,旋转组件42与升降组件43连接,升降组件43与横移组件44连接。其搬运动作过程为:首先吸头41朝下状态,移动到推料组件凹槽321a上方并吸取试条,旋转组件42带动吸头转向,使试条变为竖直状态,然后移动到对应落料孔11的上方,将试条放入落料孔11内。
35.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
36.提供对本公开的先前描述是为使得本领域任何技术人员皆能够制作或使用本公开。对本公开的各种修改对本领域技术人员来说都将是显而易见的,且本文中所定义的普适原理可被应用到其他变体而不会脱离本公开的精神或范围。由此,本公开并非旨在被限定于本文中所描述的示例和设计,而是应被授予与本文中所公开的原理和新颖性特征相一致的最广范围。
37.以上所述仅为本技术的较佳实例而已,并不用以限制本技术,凡在本技术的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本技术保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1