一种轴类产品自动化检测设备的制作方法
本发明涉及自动化设备领域,尤其是涉及一种轴类产品自动化检测设备。
背景技术:
1、轴类产品是一种较为常用的零部件,其在加工过程中,一般采用磨削、铣加工等工序。在使用时,对其外径、长度、内槽等尺寸精度具有较高的要求。目前的轴类产品在加工完成后,通常是采用常规的卡尺测量方法进行检测,不仅效率低下,还会存在漏检、误检等情况,严重地会直接影响轴类产品的品质。
2、中国专利cn106441114b涉及一种电子节气门轴尺寸全检机。包括机柜,上料输送带、下料输送带和废料输送带,所述上料输送带和下料输送带分别位于机柜的两侧,所述废料输送带位于机柜上方,所述机柜上还设有搬运模组和检测模组,所述搬运模组包括主滑动轨道,所述第一滑动轨道与机械手相连接,所述检测模组包括工件外径检测装置和工件长度检测装置,所述工件外径检测装置包括激光检测仪、随动轴承、同步轮和步进电机。本发明测量结果不受人为因素的影响,能做出精确的测量,解决了因人工检测容易产生漏检问题,提高了测量准确性及速度,增强了测量机动性,提高了效率,节约了人力,节省了成本。该申请主要针对的是轴类产品外径、长度的检测。
3、中国专利cn112427320b提供了一种轴类零件检测设备,属于检测设备技术领域。它解决了现有的检测设备在检测完成后分拣容易出错等问题。本轴类零件检测设备,包括机架,机架上设置有检测仪和可上下升降的放料架,放料架上铰接有可上下摆动的分选架,分选架上设置有挡料部,分选架能够向上摆动至使挡料部向上倾斜并与放料架的上端之间形成开口朝上的供轴类零件放入的支撑空间,分选架能够向下摆动至使挡料部向下倾斜,放料架和分选架能够根据检测仪的检测结果进行动作。本检测设备降低了分拣出错的可能性。其主要解决的是检测完成后,分拣容易出错的问题。
技术实现思路
1、为解决上述问题,本发明提出了一种轴类产品自动化检测设备,解决了现有的轴类产品检测效率差,精度低的问题。
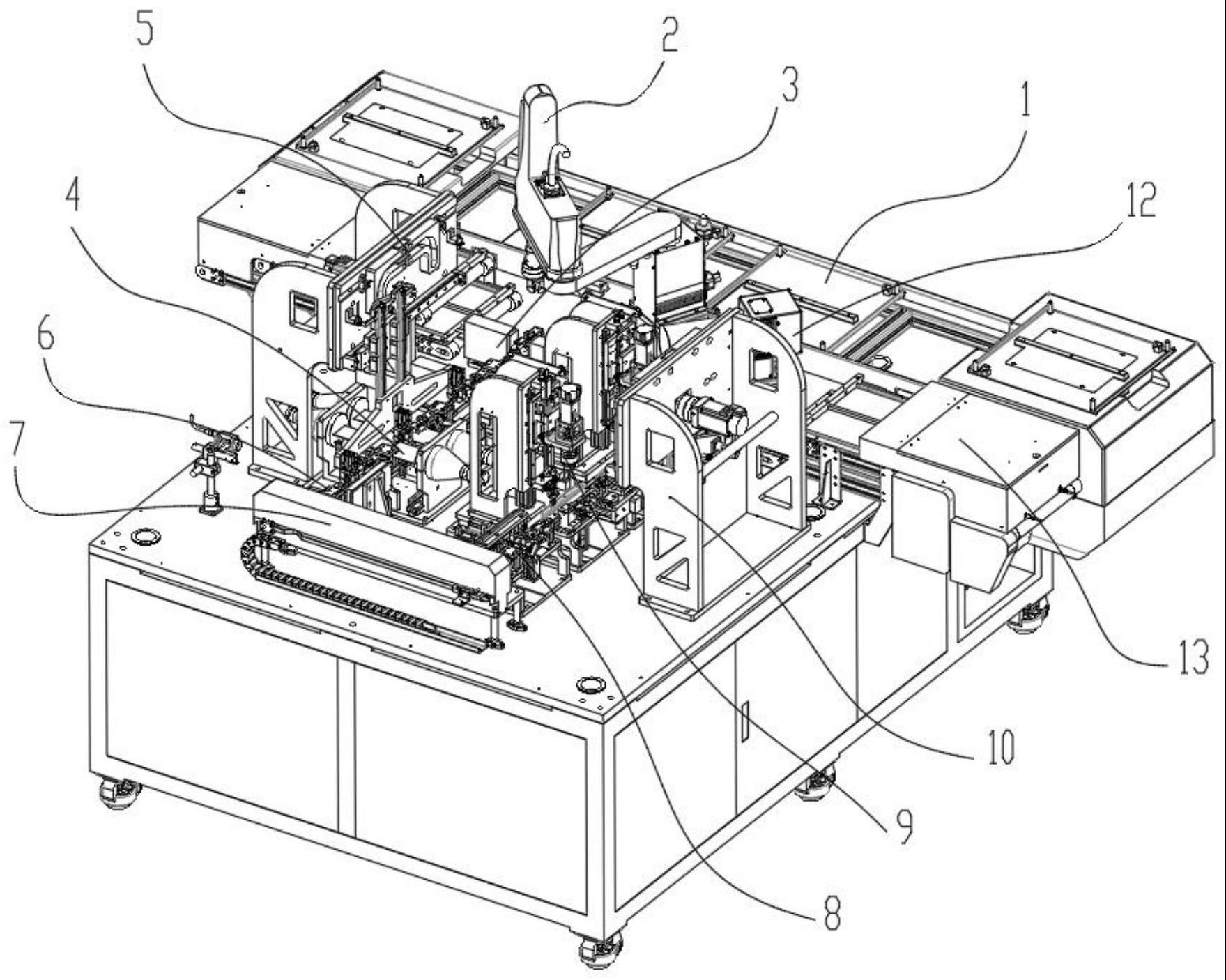
2、本发明的主要内容包括:一种轴类产品自动化检测设备,包括:码垛机构、外径检测机构、段长检测机构、绕屑检测机构、通pin检测机构、螺纹检测机构和总长检测机构,在所述码垛机构和外径检测机构之间设置有搬运机器人,在所述外径检测机构、段长检测机构、绕屑检测机构之间设置有上料搬运机构,在所述绕屑检测机构和通pin检测机构之间设置有中转搬运机构,在所述通pin检测机构、螺纹检测机构、总长检测机构之间设置有下料搬运机构。
3、优选地,所述外径检测机构包括:用于放置产品的外径承载组件、平行于所述外径承载组件的外径导轨、设置于所述外径承载组件两侧的外径测量仪,所述外径测量仪设置于外径滑台上,所述外径滑台可沿外径导轨移动,所述外径滑台由外径电机和相应的丝杆驱动;
4、所述外径承载组件包括:用于承载产品的一组外径副承载轮和一组外径主承载轮,一个用于顶紧产品的外径顶紧气缸,所述外径主承载轮连接于外径驱动齿轮,所述外径驱动齿轮与外径主齿轮啮合,所述外径主齿轮的外侧设置有外径带轮,所述外径带轮通过外径传动带连接于外径驱动电机。
5、优选地,所述段长检测机构包括:段长承载组件,设置于所述段长承载组件两侧的段长测量仪,所述段长承载组件的结构与外径承载组件的结构相同。
6、优选地,所述上料搬运机构和下料搬运机构的结构相同,其包括:轨迹板,在所述轨迹板的一侧开设有轨迹槽,在所述轨迹槽的圆心处设置有一主轴,所述主轴由电机驱动,在所述轨迹槽内设置有一转轴,所述转轴与主轴之间通过连接臂连接,使得当主轴转动时,转轴会在轨迹槽内移动;
7、所述转轴处活动连接有一连接板,在所述连接板处开设有两个竖向的滑槽,在所述滑槽内分别设置有竖向滑轨,垂直于所述竖向滑轨设置有横向导轨,所述横向导轨处设置有横向滑块,所述横向滑块处开设有两个竖向的限位槽,所述竖向滑轨卡设于竖向的限位槽中;
8、在所述竖向滑轨的下方设置有安装板,所述安装板的下端设置有三个上料夹爪,三个上料夹爪之间的距离分别与外径检测机构、段长检测机构和绕屑检测机构的距离相匹配。
9、优选地,所述绕屑检测机构包括:绕屑承载组件,设置于所述绕屑承载组件一侧外部的ccd相机,所述绕屑承载组件的结构与外径承载组件的结构相同。
10、优选地,所述中转搬运机构包括:中转导轨、设置于所述中转导轨上的中转滑台,所述中转滑台处设置有中转升降气缸,所述中转升降气缸的活塞杆向上顶升,在中转升降气缸的活塞杆末端设置有一中转连接臂,所述中转连接臂的一侧连接于中转升降气缸的活塞杆末端,另一端设置有中转夹爪气缸。
11、优选地,所述通pin检测机构包括:通pin承载组件、设置于所述通pin承载组件外侧的通pin卡规和压紧组件,所述通pin承载组件的结构与外径承载组件的结构相同,所述通pin卡规固定于卡规滑台,所述卡规滑台的下方设置有卡规导轨,使得卡规滑台可带动通pin卡规在所述卡规导轨处移动;
12、所述压紧组件包括:顶升气缸,所述顶升气缸的活塞杆末端设置有连杆,所述连杆的末端设置有一压头,所述连杆的中部通过压紧转轴连接于支撑板,所述连杆、压头、压紧转轴之间构成一杠杆机构,使得当顶升气缸的活塞杆顶出时,压头可以压紧产品。
13、优选地,所述螺纹检测机构包括:用于放置产品的支撑治具,用于对支撑治具上的产品进行检测的螺纹检测组件,所述螺纹检测组件设置于螺纹滑块处,且可沿螺纹导轨移动;
14、在所述支撑治具处设置有螺纹夹紧组件,所述螺纹夹紧组件包括:螺纹顶升气缸,设置于螺纹顶升气缸活塞杆的螺纹夹紧气缸;
15、所述螺纹检测组件包括:第一导轨、设置于所述第一导轨的第一滑块,驱动所述第一滑块移动的第一升降气缸,在所述第一滑块的侧面设置有第二导轨,在所述第二导轨处设置有第二滑块,在所述第二滑块处设置有螺纹检测电机,所述螺纹检测电机的主轴通过浮动头连接螺纹通规;
16、还包括两个缓冲组件,其中第一缓冲组件包括:固定于第二滑块下方的缓冲气缸,设置于所述缓冲气缸活塞杆处的缓冲头,所述缓冲头朝向第二滑块设置;所述第二缓冲组件包括:多个对重块,多个滑轮和牵引绳,所述牵引绳的一端连接于第二滑块,牵引绳的另一端连接于对重块。
17、优选地,所述总长检测机构包括:用于承载产品的总长检测治具,所述总长检测治具的一端定位为基准面,总长检测治具的另一端设置有用于压紧产品的总长压紧气缸,在所述总长压紧气缸的一端设置有总长测量仪,所述总长测量仪的一端设置有总长检测头,所述总长检测头顶住产品,通过检测总长检测头与基准面之间的距离来测量产品的总长。
18、优选地,还包括激光打标机构和不良品流水线,所述激光打标机构设置于总长检测机构和码垛机构之间,所述不良品流水线设置于激光打标机构的外侧。
19、本发明的有益效果在于:
20、1、本发明实现了全自动化的检测流程,提高了检测效率和检测精度;
21、2、能够对轴类产品进行外径、段长、绕屑、通pin、螺纹、总长等多方位的检测,检测种类齐全,自动化程度高;
22、3、相对于人工检测,节约了人力资源,仅需一台设备即可进行多种类的检测,检测精度高。
- 还没有人留言评论。精彩留言会获得点赞!