控制系统以及基于控制系统的包装盒上料机构的制作方法
本发明涉及自动化控制系统及机械,特别是涉及一种控制系统以及基于控制系统的包装盒上料机构。
背景技术:
1、包装盒在进行分拣时,传统的方法都是采用人工进行分拣;随着技术的发展,出现了利用图像识别技术来识别图像的规格,通过摄像机获取包装盒的至少一个面的图像,然后将图像与基准图像比对即可得到包装盒的规格。 这种技术实施的前提是,需要先检测包装盒是否处于摆正的位置,如果不在摆正位置,需要进行纠正,以便摄像机可以获取规整图像。
技术实现思路
1、有鉴于此,本发明的主要目的在于提供一种控制系统以及基于控制系统的包装盒上料机构。
2、本发明采用的技术方案如下:
3、控制系统,包括:
4、控制装置,所述控制装置具有:
5、通信接口;
6、控制模块;
7、分析模块,以及图像处理模块;
8、所述图像处理模块具有:
9、输入单元、时钟单元、投影处理单元、尺寸测量单元以及标准模板,尺寸测量单元设置在标准模板的边侧;
10、所述时钟单元用于提供基准时钟信号,基于基准时钟信号所述控制模块用于按照设定时序控制第一摄像机和第二摄像机拍摄启闭;
11、所述输入单元用于按照时序接收第一摄像机和第二摄像机拍摄的顶面图像和侧面图像;
12、基于时序,所述投影处理单元先用于基于顶面图像取顶面投影,并将所述顶面投影输入至标准模板居中设置后作为横向测量底图;
13、控制模块控制尺寸测量单元沿标准模板的竖向往复移动对横向测量底图进行测量,以获取至少一个横向尺寸,记录横向尺寸;
14、基于时序,横向尺寸测量完毕后,所述投影处理单元再用于基于侧面图像取侧面投影,并将所述侧面投影输入至标准模板居中,并以横向测量底图作为参照,将所述侧面投影与横向测量底图垂直放置以形成竖向测量底图;
15、控制模块控制尺寸测量单元沿标准模板的竖向往复移动对竖向测量底图进行测量,以获取至少一个竖向尺寸,记录竖向尺寸;
16、所述分析模块基于横向尺寸和竖向尺寸来确定包装盒的规格,并基于确定的包装盒的规格形成分拣控制信号;
17、所述控制模块基于分拣控制信号来控制顶升气缸进行动作,以控制包装盒按照不同的规格分别进行分拣传送。
18、本发明还提供了一种包装盒上料机构,包含所述的控制系统,
19、包括:辅助机械手;
20、传送辊,在所述传送辊的起始端正上部设置有第一摄像机,在所述传送辊的起始端两侧设置有一个红外发射端和红外接收端,且至少在红外接收端一侧设置有第二摄像机;
21、所述红外发射端具有红外发射器;
22、所述红外接收端具有:
23、红外接收器,与红外接收器耦合的取样电路,连接取样电路的处理电路,所述处理电路通过接口与控制装置进行通信;
24、所述红外接收器用于实时获取红外发射器发出的红外信号;
25、红外接收器接收红外信号,并对红外信号进行增益、滤波以及解调处理,所述取样电路用于获取红外接收器在接收红外信号以及对红外信号进行增益、滤波以及解调处理过程中的接收信号和控制信号;
26、基于所述输入信号和控制信号,所述处理电路用于获取红外接收器是否接收到红外信号,并将处理结果通过接口传递至控制装置;
27、所述控制装置连接第一摄像机和第二摄像机,当控制装置接收到处理结果后,基于所述处理结果所述控制装置按照设定时序控制第一摄像机和第二摄像机进行拍摄,以获取包装盒的一个顶面图像和至少一个侧面图像;
28、将获取的所述顶面图像和侧面图像输入至控制装置中的图像处理模块中,以确定包装盒的规格,并形成对应的控制信号;所述控制装置基于所述控制信号以控制传送辊进行分拣。
29、进一步地,所述红外接收器具有接收单元、增益放大器、滤波器、解调器以及控制单元;
30、其中,所述接收单元、增益放大器、滤波器以及解调器依次连接,所述控制单元分别与增益放大器、滤波器以及解调器连接;
31、所述取样电路包括第一取样端和第二取样端;
32、所述第一取样端耦合至接收单元,被配置为用于获取接收单元的输入信号;所述第二取样端耦合至控制单元,用于获取控制单元中形成的控制指令;
33、所述接收单元用于接收红外发射器发出的红外信号;
34、所述增益放大器用于将接收到的红外信号先与基准信号进行比较,以确定所述红外信号是否在设定阈值内,若在设定阈值内,向所述控制单元发送一个第一反馈信号,控制单元基于第一反馈信号控制所述增益放大器将所述红外信号按照设定的倍率进行信号放大,形成放大信号;同时,控制单元基于第一反馈信号向第二取样端发送一个第一控制指令;若所述红外信号低于设定阈值,则向所述控制单元发送一个第二反馈信号,基于第二反馈信号,控制单元结束红外信号的处理,同时,控制单元基于第二反馈信号向第二取样端发送一个第二控制指令;
35、所述处理电路基于输入信号和第一控制指令或第二控制指令来判断获取红外接收器是否接收到红外信号。
36、进一步地,基于输入信号和第一控制指令,所述处理电路形成一个终止信号;终止信号经过接口与控制装置进行通信,所述控制装置接收到终止信号后,不进行任何动作控制。
37、进一步地,基于输入信号和第二控制指令,所述处理电路形成启动信号;
38、启动信号经过接口与控制装置进行通信,所述控制装置接收到启动信号后,所述控制装置按照设定时序控制第一摄像机和第二摄像机进行拍摄,以获取包装盒的一个顶面图像和至少一个侧面图像。
39、进一步地,所述传送辊包括:第一段,在第一段的末端设置有一个分离装置,在分离装置的后端和两侧分别设置有第一分离段、第二分离段和第三分离段。
40、进一步地,所述分离装置包括:底座;
41、转运台;
42、在底座上部,设置有三个顶升气缸,每一顶升气缸的上部设置有一对应的下电磁吸盘,
43、在转运台的下部,分别与三个下电磁吸盘位置对应设置有上电磁吸盘,且每一上电磁吸盘与转运台的下部固定。
44、进一步地,三个所述上电磁吸盘分别位于转运台下部的前侧、左侧和右侧。
45、进一步地,所述控制装置包括:
46、通信接口;
47、控制模块;
48、分析模块;以及图像处理模块;
49、所述图像处理模块具有:
50、输入单元、时钟单元、投影处理单元、尺寸测量单元以及标准模板,尺寸测量单元设置在标准模板的边侧;
51、所述时钟单元用于提供基准时钟信号,基于基准时钟信号所述控制模块用于按照设定时序控制第一摄像机和第二摄像机拍摄启闭;
52、所述输入单元用于按照时序接收第一摄像机和第二摄像机拍摄的顶面图像和侧面图像;
53、基于时序,所述投影处理单元先用于基于顶面图像取顶面投影,并将所述顶面投影输入至标准模板居中设置后作为横向测量底图;
54、控制模块控制尺寸测量单元沿标准模板的竖向往复移动对横向测量底图进行测量,以获取至少一个横向尺寸,记录横向尺寸;
55、基于时序,横向尺寸测量完毕后,所述投影处理单元再用于基于侧面图像取侧面投影,并将所述侧面投影输入至标准模板居中,并以横向测量底图作为参照,将所述侧面投影与横向测量底图垂直放置以形成竖向测量底图;
56、控制模块控制尺寸测量单元沿标准模板的竖向往复移动对竖向测量底图进行测量,以获取至少一个竖向尺寸,记录竖向尺寸;
57、所述分析模块基于横向尺寸和竖向尺寸来确定包装盒的规格,并基于确定的包装盒的规格形成分拣控制信号;
58、所述控制模块基于分拣控制信号来控制顶升气缸进行动作,以控制包装盒按照不同的规格分别进行分拣传送。
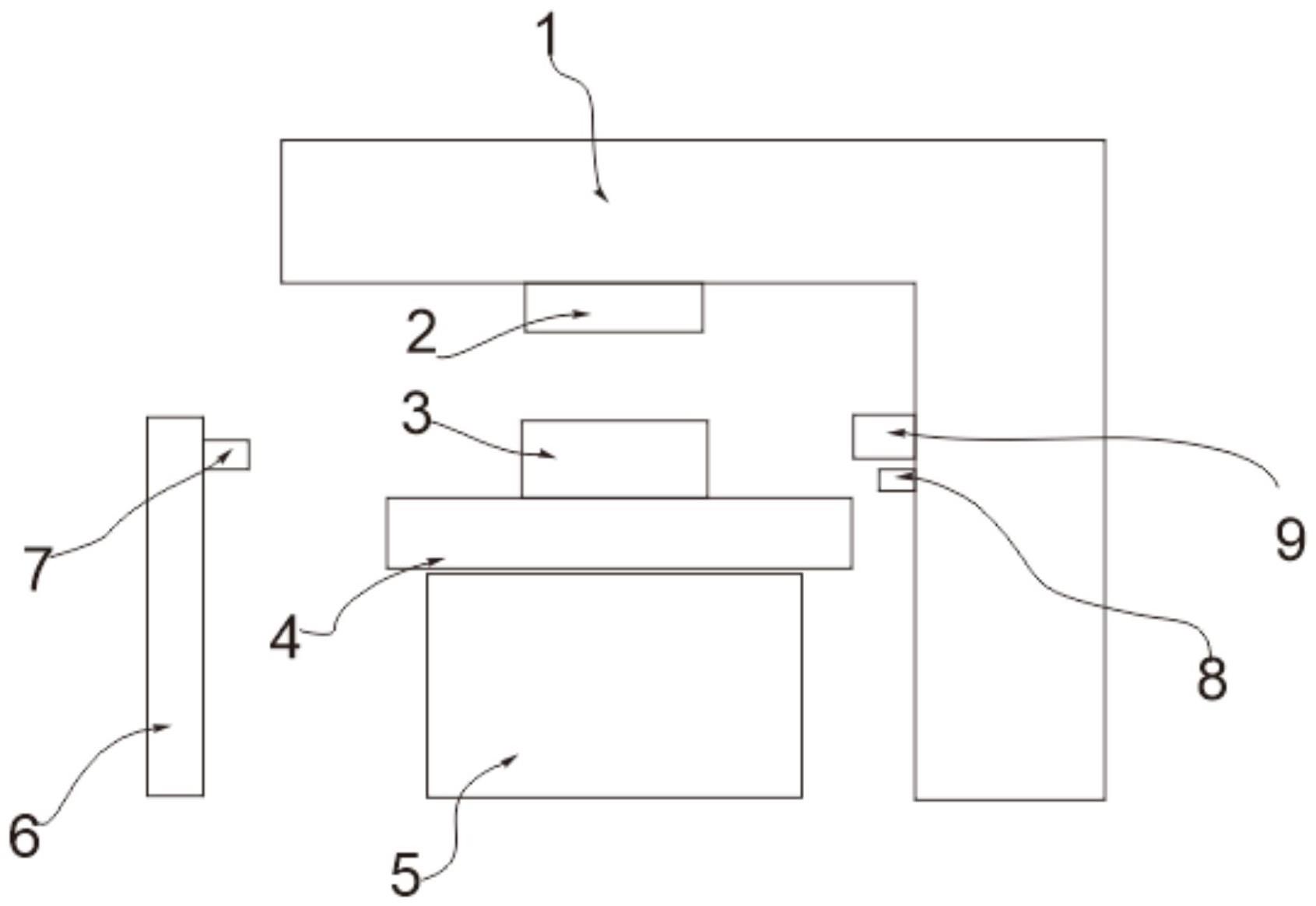
59、进一步地,所述第一摄像机安装在支架上,所述支架具有一竖向支柱和横向的连接臂;
60、第一摄像机设置在连接臂下部,且位于传送辊的起始端正上部;
61、所述红外接收端设置在竖向支柱上,且位于传送辊的起始端的侧面,所述第二摄像机设置在红外接收端侧面,并与红外接收端处于同一水平线上;
62、所述红外发射端设置在立柱上,所述立柱位于竖向支柱的对侧,所述立柱和竖向支柱之间为传送辊;
63、所述红外接收端和红外发射端处于同一轴线上。
64、本技术的有益效果在于:
65、本技术通过获取一个包装盒的顶面图像和至少一个侧面图像,然后利用时序控制,依次将顶面图像和侧面图像输入至投影处理单元,分别获取横向投影和竖向投影,将横向投影和竖向投影依次的输送至标准模板居中设置后作为横向测量底图和竖向测量底图;通过控制模块控制尺寸测量单元沿标准模板的竖向往复移动分别获取包装盒的横向尺寸和竖向尺寸;由于侧面投影以横向测量底图作为参照,将所述侧面投影与横向测量底图垂直放置以形成竖向测量底图;因此,竖向尺寸实际上是参照横向尺寸的来的,不管包装盒如何放置,同一规格的包装盒在任意一角度放置时,其得到的横向尺寸和竖向尺寸都是匹配设置的,基于此分析,就可以得到包装盒的规格,因此,本技术不用对包装盒进行摆正处理。
- 还没有人留言评论。精彩留言会获得点赞!