一种电芯冲压下料自动线及其工作方法与流程
本发明属于生产制造领域,特别涉及一种电芯冲压下料自动线及其工作方法。
背景技术:
1、电芯冲压后需要对冲压后的合格品进行打标、理料、摆料等加工,整个过程工作量较大,如果采用人工或者半自动生产,严重影响其加工效率,现有的设备虽然实现了自动化,但是其大多都是单台设备进行处理,其设备的集成性较差,每台设备都需要配备整套的输送以及搬运设备,成本较高;还有些设备由于结构设计的不合理,传输过程中一次只能传输一个产品,一旦转运或者抓取不及时容易出现产品堆叠;
2、现有的料盘载具在摆盘过程中容易出现移位或者晃动,这样就会影响摆盘组件摆盘的位置的精准性;
3、同时,如已公开专利cn108306054b公开了的电芯料盘,其上的产品放置工位很多都是水平放置的,其占用空间较大,导致每个料盘能够摆放的产品数量较少;
4、再如已公开专利cn218849715u公开的一种定位治具及循环治具,其采用单线体输送,其转运输送的效率较低;且这样的线体在后期取料不及时容易出现积压问题;
5、此外,电芯分正、反面,其在摆盘过程中如果正反面摆错,不但会导致摆放混乱,还将有可能导致后段组装出现错误,而现有的设备无法实现正、反面梳理的问题;
6、因此现有的零部件摆盘技术还有待于改进。
技术实现思路
1、发明目的:为了克服以上不足,本发明的目的是提供一种电芯冲压下料自动线,其结构简单,设计合理,易于生产,自动化程度高,减少人工劳动量,提高了电芯下料效率。
2、技术方案:为了实现上述目的,本发明提供了一种电芯冲压下料自动线,包括:
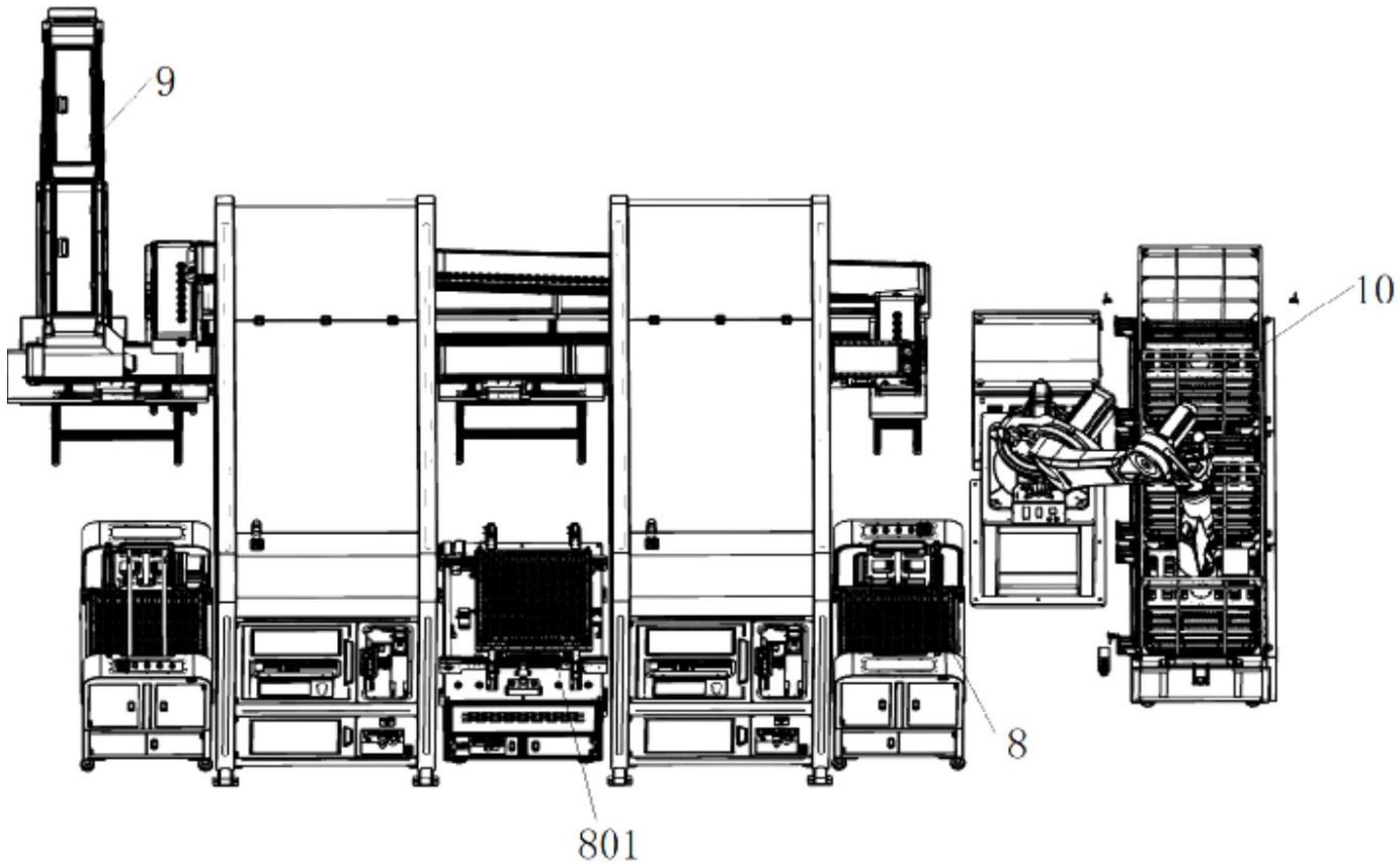
3、至少一台摆料设备,所述摆料设备包括摆盘模组、料盘及载具装置、循环治具模组、产品输送装置和取料装置,所述摆盘模组、料盘及载具装置、循环治具模组均设于工作台上,且其上方设有扫码打标装置,所述产品输送装置设于工作台的一侧,所述循环治具模组设于产品输送装置的一侧,所述取料装置悬吊于设备的顶部,并与循环治具模组相配合,所述料盘及载具装置设于循环治具模组出料口一端,所述摆盘模组中的夹爪组件设于料盘及载具装置的上部,且两者相互配合;所述产品输送装置的出料端与翻面流线连接;
4、一组升降式下料装置,所述升降式下料装置设于整条电芯冲压下料自动线中两端摆料设备的两侧,且相邻两摆料设备之间设有料盘缓存装置;
5、冲压对接双层流线,所述冲压对接双层流线设于产品输送装置的进料端;
6、料盘收集装置,所述料盘收集装置设于升降式下料装置的出料端。
7、其中,所述升降式下料装置包括联动式升降驱动机构和下料输送机构,所述联动式升降驱动机构包括一组升降传动丝杆、升降驱动电机、一组牵引轮组件和传动皮带,所述升降驱动电机通过电机安装座安装于底板上,所述升降驱动电机的输出端设有升降主驱动轮,所述牵引轮组件通过轴承安装座设于底板上,并与升降主驱动轮相配合,所述升降传动丝杆通过轴承座与机架侧板连接,且所述升降传动丝杆的下方设有传动轮,所述传动皮带绕于升降主驱动轮、牵引轮组件和传动轮上;且所述升降传动丝杆上设有升降驱动块,所述下料输送机构的两侧通过连接架与升降驱动块连接。升降式下料装置的设置,让其能够对料盘载具进行升降、传输,便于其与摆料设备相配合,实现对料盘载具的输送。
8、进一步的,所述冲压对接双层流线包括流线基架、双层流线组件和一组流线升降调节机构,所述双层流线组件包括流线支撑架和双层流线,所述双层流线设于流线支撑架的上方,所述流线支撑架的下方与流线基架套接,且所述流线支撑架通过流线升降调节机构与流线基架做升降式连接,所述双层流线的上层流线输出端与产品输送装置的进料端连接;下层流线的出料口处设有废料接料盒;所述上层流线输出端设有挡料架,所述挡料架的出料口设有柔性拨料机构。
9、更进一步的,所述摆盘模组包括位置调节机构,所述位置调节机构包括x轴模组和y轴模组,所述x轴模组通过转接组件与y轴模组移动式连接;
10、还包括夹爪组件,所述夹爪组件通过滑动板与x轴模组做升降式连接,所述夹爪组件上设有至少一个夹爪机构;
11、所述夹爪组件还包括夹爪安装板,所述夹爪安装板的一侧设有至少一个夹爪安装架;
12、所述夹爪机构包括夹爪和压紧单元,所述夹爪垂直设于夹爪安装架的端部,所述压紧单元设于夹爪安装架的下方,并与夹爪相配合,所述压紧单元还包括用于检测有无产品的传感器。
13、本发明还包括翻转机构,所述翻转机构包括翻转安装架和翻转驱动缸,所述翻转安装架固定于滑动板的一侧,且所述翻转安装架的下部外侧相对设于一组耳板,所述夹爪安装架上设有一组安装座,所述耳板设于两安装座之间并通过连接杆连接;所述翻转驱动缸的末端固定于翻转安装架上,输出端的活塞杆接头通过连接轴与夹爪安装架外侧的翻转座连接。
14、进一步的,所述循环治具模组包括循环底板、至少一组平移模组、平移板、升降模组、水平支撑条、产品放置架,所述循环底板的两端设有竖向支撑架;所述平移模组设于循环底板上;所述平移板通过滑动座与平移模组连接;所述升降模组与平移板滑动连接;所述水平支撑条两端与竖向支撑架固定连接;所述产品放置架设于水平支撑条上方,且产品放置架上两侧间隔设有半圆形内凹槽,相邻两产品放置架上的半圆形内凹槽相互配合组成用于放置产品的产品放置槽。
15、优选地,所述升降模组包括升降移动架、一组升降调节架、拨料机构和升降驱动机构,所述升降移动架的下方通过一组滑动块与平移板上的滑轨滑动连接,所述升降调节架设于升降移动架上,所述拨料机构设于升降调节架上,并做移动式连接,且所述拨料机构通过一组导向柱与平移板上的轴套连接;所述升降驱动机构包括升降驱动电机和驱动丝杆,所述升降驱动电机通过安装座与平移板固定连接,且所述平移板上设有一组轴承座,所述驱动丝杆通过联轴器与升降驱动电机的输出轴连接,且所述驱动丝杆穿于轴承座中,所述升降移动架与驱动丝杆连接。
16、进一步优选地,所述升降移动架包括升降移动框架和移动驱动块,所述移动驱动块呈倒山字形,其两端设于升降移动框架上,中部设有轴承,所述驱动丝杆穿于轴承中;
17、所述拨料机构包括拨料安装板,所述拨料安装板上设有至少一组拨料治具,且所述拨料安装板的下方设有连接耳板,所述连接耳板上设有移动轮,所述移动轮设于升降调节架上;
18、所述升降调节架上设有一组弧形轨道面,所述移动轮设于弧形轨道面上。
19、更进一步的,所述料盘及载具装置包括料盘载具,所述料盘载具上设有限位条,限位条内部设有料盘,位于料盘的下方设有一组连接管,且位于料盘拐角处设有限位角架;
20、一组下定位件,所述下定位件垂直设于料盘载具上;一组侧向定位件,所述侧向定位件成对设置,且其通过安装柱与料盘载具或者限位条连接;
21、一组定位装置,所述定位装置设于料盘载具的外侧。
22、优选地,所述下定位件采用竖向栅板;所述侧向定位件包括侧向上定位栅板和侧向下定位架,所述侧向上定位栅板和侧向下定位架呈上、下设置,且所述侧向上定位栅板和侧向下定位架至少一侧设有梳齿,且侧向上定位栅板上的梳齿间的间隙与侧向下定位架上的梳齿间隙相对设置。
23、上述技术方案可以看出,本发明具有如下有益效果:
24、1、本发明所述的一种电芯冲压下料自动线,通过冲压对接双层流线对冲压后的电芯进行分拣,把废品直接剔除,良品进入产品输送装置,通过产品输送装置可以向多台摆料设备供料,并在摆料设备间设置料盘缓存装置,在生产线两端设置升降式下料装置,不仅可以实现料盘载具的升降,同时还让料盘载具能够实现全自动无人值守循环使用,将多台设备以及基础配合的设施集成化,整条线设计更为合理,设备利用率更高,也能够有效提高其电芯的摆盘效率。
25、2、本发明中摆料设备,通过产品输送装置将产品输送至设备一侧,通过取料装置将产品放置到循环治具模组上,通过循环治具模组对产品进行步距送料,在此过程中通过打码打标装置对产品进行打码、打标,取料摆盘模组将处理后的产品抓取并放置到料盘及载具装置中,整个过程实现自动化,大大的提高了产品摆盘的效率。
26、3、夹爪组件上设置至少一个夹爪机构,让其能够根据实际的需要选择夹爪机构的数量,不仅能够实现一个产品的抓取,还能够满足同时抓取多个产品的需要,提高该夹爪组件的适用性,当其采用多夹爪机构时,则可以大大提高产品的抓取摆盘效率,还通过位置调节机构能够对夹爪组件的位置进行调整。
27、4、压紧单元能够将夹爪上的产品压紧,能够有效提高夹爪机构夹取产品的稳定性,避免产品夹取转运过程中掉落;另外,每个夹爪机构 有独立的夹爪和压紧单元,让其能够独立的完成夹取、压紧工作。
28、5、翻转机构的设置,能够对夹爪组件的角度进行调整,让其能够将产品从水平放置调整为垂直放置,便于该夹爪组件完成产品的摆盘。
29、6、循环治具模组,通过平移模组与升降模组的配合,对产品实现步距送料,让产品在产品放置架上实现输送,能够很好的控制供料速度,避免产品出现积压;同时本案采用多线体间隔输送,还大大的提高了其输送转运效率,让其更好的向后段工序供料。
30、7、所述升降调节架上设有一组弧形轨道面,所述移动轮设于弧形轨道面上。采用弧形轨道面的独特设计,能够让移动轮在其上移动过程中实现拨料治具的高度调整。
31、8、料盘及载具装置,通过下定位件和侧向定位件配合,让其在料盘上形成竖向插放工位,让电芯能够垂直插到每个放置槽内,有效提高每个料盘产品摆放的数量,提高其运输效率,同时还设置了定位装置对料盘的外侧进行限位,避免其加工过程中出现晃动,提高摆料的稳定性。
32、9、竖向梳齿和侧向上定位栅板和侧向下定位架之间的梳齿间隙处形成用于放置产品的插槽,能够有效的提高产品放置的稳定性,避免倾斜,同时结构上的优化,还能够提高料盘摆放的产品数量,有效提高其同一批次转运产品的效率,也能够很好的解决产品水平放置占用空间较大导致搬运产品较少的问题。
33、10、翻面流线的设置,让其能够对反面的产品通过弧形导向板进行引导实现翻面,再通过转接线、回流线将翻面后的产品输送至产品输送装置上进行供料,整个翻面过程实现自动化,无需人工,很好的解决了正、反混乱放置带来的问题。
34、11、升降式下料装置的设置,让其能够对料盘载具进行升降、传输,便于其与摆料设备相配合,实现对料盘载具的输送,实现料盘载具载具全自动无人值守循环使用。
- 还没有人留言评论。精彩留言会获得点赞!