物料返修系统的控制方法以及物料返修系统与流程
本发明涉及生产系统,具体涉及一种物料返修系统的控制方法以及物料返修系统。
背景技术:
1、在电子产品组装过程中,难免存在一些组装、打螺丝以及涂胶等不良品,在不良品出现后,需在下一个工序前进行产品排出。目前,存在直接排工装或将产品排到单独一个流水带上后人工取出,这些机构若需不停机取出,需增加安全防护等机构;同时这些机构无法实现不良品返修后不停机投入到流转工装中的功能。因此针对上述问题,需求一种更加安全可靠的不停机排不良品和返修投放的设备。
技术实现思路
1、本发明的主要目的是提出一种物料返修系统的控制方法以及物料返修系统,旨在提供一种不停机物料返修方法。
2、为实现上述目的,本发明提出的一种物料返修系统的控制方法,其中,所述物料返修系统包括输送装置、转运装置以及返修装置,所述输送装置用于输送承载有物料的工装,且所述物料返修系统设置有返修工位、下料工位以及上料工位,所述输送装置能够将所述工装输送至所述返修工位,所述返修装置对应于所述下料工位以及所述上料工位设置,所述转运装置用于在所述返修工位与所述下料工位、以及所述返修工位与所述上料工位间活动以转运物料,所述物料返修系统的控制方法的步骤包括:
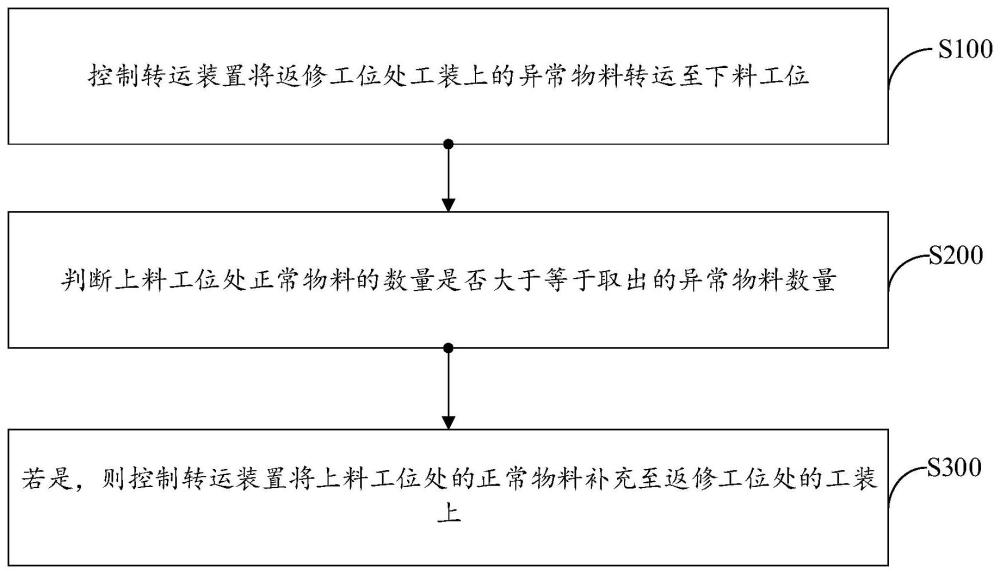
3、控制转运装置将返修工位处工装上的异常物料转运至下料工位;
4、判断上料工位处正常物料的数量是否大于等于取出的异常物料数量;
5、若是,则控制转运装置将上料工位处的正常物料补充至返修工位处的工装上。
6、可选地,所述判断上料工位处正常物料的数量是否大于等于取出的异常物料数量的步骤之后,还包括步骤:
7、若否,则控制转运装置将返修工位处工装上的正常物料转运至上料工位。
8、可选地,所述转运装置上还设置有视觉检测装置,所述判断上料工位处正常物料的数量是否大于等于取出的异常物料数量的步骤包括:
9、获取视觉检测装置拍摄的上料工位处的图像;
10、根据图像获取上料工位处正常物料数量。
11、可选地,所述转运装置上还设置有视觉检测装置,所述控制转运装置将返修工位处工装上的异常物料转运至下料工位的步骤包括:
12、获取视觉检测装置拍摄的工装上的物料的图像;
13、将物料的图像与预设图像对比,判断物料是否异常;
14、若是,获取异常物料在工装上的位置;
15、控制转运装置将对应位置的异常物料转运至下料工位。
16、可选地,所述物料返修系统还设置有卸料工位,所述返修装置包括第一轨道以及第一承载组件,所述第一轨道经过所述下料工位与所述卸料工位,以使得所述第一承载组件可在所述下料工位与所述卸料工位间活动,所述控制转运装置将返修工位处工装上的异常物料转运至下料工位的步骤包括:
17、控制转运装置将返修工位处工装上的异常物料转运至下料工位处的第一承载组件上;
18、获取第一承载组件上异常物料数量,当达到设定数量时,控制第一承载组件移动至卸料工位进行卸料。
19、可选地,所述物料返修系统还包括报警装置,所述获取第一承载组件上异常物料数量,当达到设定数量时,控制第一承载组件移动至卸料工位进行卸料的步骤之后,还包括步骤:
20、控制报警装置报警。
21、可选地,所述转运装置上还设置有视觉检测装置,所述获取第一承载组件上异常物料数量,当达到设定数量时,控制第一承载组件移动至卸料工位进行卸料的步骤,包括:
22、获取视觉检测装置拍摄的第一承载组件上的物料的图像;
23、根据图像获取物料数量,并判断是否达到设定数量;
24、若是,则控制第一承载组件移动至卸料工位进行卸料。
25、可选地,所述获取第一承载组件上异常物料数量,当达到设定数量时,控制第一承载组件移动至卸料工位进行卸料的步骤之后,还包括:
26、待第一承载组件完成卸料后,获取第一复位信号,控制第一承载组件移动至下料工位。
27、可选地,所述物料返修系统还设置有补料工位,所述返修装置包括第二轨道以及第二承载组件,所述第二轨道经过所述上料工位以及所述补料工位,以使得所述第二承载组件可在所述上料工位与所述补料工位间活动,所述若是,则控制转运装置将上料工位处的正常物料补充至返修工位处的工装上的步骤之前,还包括步骤:
28、获取补料信号,控制第二承载组件移动至补料工位进行正常物料的补料;
29、待第二承载组件完成补料后,获取第二复位信号,控制第二承载组件移动至上料工位。
30、本发明还提出一种物料返修系统,其中,所述物料返修系统设置有返修工位、下料工位以及上料工位,所述物料返修系统包括:
31、输送装置,沿第一水平方向延伸设置,所述输送装置用于承载工装,所述工装用以承载物料,所述输送装置能够将所述工装输送至所述返修工位,且所述输送装置对应于所述返修工位的位置设置有定位组件,所述定位组件用于定位所述工装;
32、返修装置,设置于所述输送装置一侧对应于所述返修工位的位置,且所述返修装置对应于所述下料工位的位置用以承载异常物料、对应于所述上料工位的位置用以承载正常物料;以及,
33、转运装置,包括可活动设置的拾取部,且所述拾取部在所述返修工位与所述下料工位之间活动,以将所述工装上的异常物料转运至所述下料工位;所述拾取部在所述返修工位与所述上料工位之间活动,以在其两者之间转运正常物料。
34、可选地,所述物料返修系统还包括与所述输送装置、所述返修装置以及所述转运装置电讯连接的控制装置,所述控制装置包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的物料返修系统的控制程序,所述物料返修系统的控制程序配置为实现上述物料返修系统的控制方法的步骤。
35、可选地,所述物料返修系统还设置有卸料工位以及补料工位,所述返修装置包括:
36、卸料组件,包括位于所述输送装置一侧、且沿第二水平方向延伸设置的第一轨道以及设置于所述第一轨道上的第一承载组件,所述第一轨道经过所述下料工位与所述卸料工位,以使得所述第一承载组件可在所述下料工位与所述卸料工位间活动;以及,
37、上料组件,包括间隔设置于所述第一轨道一侧的第二轨道以及设置于所述第二轨道上的第二承载组件,所述第二轨道经过所述上料工位以及所述补料工位,以使得所述第二承载组件可在所述上料工位与所述补料工位间活动。
38、可选地,所述第二承载组件上设置有定位结构,所述定位结构用以定位物料。
39、可选地,所述第一承载组件包括第一底座以及第一承载件,所述第一底座活动安装于所述第一轨道,所述第一承载件可拆卸设置于所述第一底座;和/或,
40、所述第二承载组件包括第二底座以及第二承载件,所述第二底座活动安装于所述第二轨道,所述第二承载件可拆卸设置于所述第二底座。
41、可选地,所述第一承载件和/或所述第二承载件背向所述输送装置的一端设置有把手。
42、可选地,所述物料返修系统还包括壳体,所述输送装置贯设于所述壳体,所述返修装置与所述转运装置设置于所述壳体内,所述壳体的侧部对应所述卸料工位与所述补料工位的位置开设有操作开口。
43、可选地,所述转运装置还包括:
44、第三轨道,沿第二水平方向延伸设置,且位于所述第一轨道与所述第二轨道的一侧;
45、第一活动组件,可沿所述第三轨道活动设置,所述拾取部设置于所述第一活动组件,且所述拾取部可沿第一水平方向以及竖直方向活动。
46、可选地,所述第一活动组件包括:
47、第一活动座,可活动安装于所述第三轨道;
48、第二活动组件,安装于所述第一活动座,且可沿第一水平方向活动设置,所述拾取部设置于所述第二活动组件,且所述拾取部可沿竖直方向活动;以及,
49、第一驱动气缸,沿第一水平方向延伸设置于所述第一活动座,以驱动所述第二活动组件沿第一水平方向活动。
50、可选地,所述第二活动组件包括:
51、第二活动座,可活动安装于所述第一活动座,且与所述第一驱动气缸驱动连接;以及,
52、第二驱动气缸,沿竖直方向延伸设置于所述第二活动座,所述拾取部设置于所述第二驱动气缸的驱动端,所述第二驱动气缸驱动所述拾取部沿竖直方向活动。
53、可选地,所述转运装置还包括设置于所述拾取部一侧的视觉检测装置。
54、本发明的技术方案中,主要在生产系统中添加所述物料返修系统,以实现在生产系统不停机的状态下,对异常物料进行返修。具体地,所述物料返修系统内的所述输送装置接入生产系统的流水线,所述物料返修系统上设置有返修工位、下料工位以及上料工位,所述输送装置可将工装输送至所述返修工位,所述返修装置对应于所述下料工位与所述上料工位设置,若所述工装上存在异常物料,当所述工装到达所述返修工位时,所述转运装置可将所述工装上的异常物料转运至所述返修装置对应于所述下料工位的位置,同时,若确认所述返修装置对应于所述上料工位处承载有足够的正常物料,所述转运装置可将所述上料工位处的正常物料转运至补齐所述工装上的物料,使所述工装满载,且均为加工正常物料,以满足后续加工步骤需求。其中,所述返修装置位于所述输送装置一侧,即位于生产系统的流水线之外,在所述返修装置处进行异常物料的修复以及修复后正常物料的补料,不影响生产系统正常运行,如此无需进行停机,可在不停机状态下实现物料的返修,满足使用需求。
- 还没有人留言评论。精彩留言会获得点赞!